燃油管路缺陷修理方法
2018-01-23乐光
乐光
燃油管路是飞机燃油系统的重要组成部分,若管路表面出现裂纹、划伤等缺陷,这些缺陷形式会导致燃油管路的破裂和泄漏。本文对燃油管路多种缺陷的修理方法进行了介绍,便于相关人员对燃油管路缺陷问题的处理。
民用飞机的燃油管路位于机身内,其主要功能是给飞机的发动机和APU提供燃油,并且让燃油在飞机的各个油箱间转输。此外,燃油管路系统还提供燃油箱通气功能和加放油功能,部分飞机的燃油管路系统还提供燃油箱中惰性气体分配功能。燃油管路设计为双层套管,双层套管是为了防止供油管发生漏油时油气进入机身区域引起危险,如内层管路发生漏油时,双层套管的排漏管将漏油引导到机身下部。
修理范围及限制
为保证燃油管路的正常使用,需对维修范围作出限制,当超出限制范围内后不允许进行修理。
修理限制。当损坏的区域距离端部的边距少于76ram(3.0in)时,不允许修理;一根燃油管路允许修理的最大次数为2,并且两者之间的间距不能小于152mm;对于过压损坏或者疲劳损坏的管路,不允许修理;不允许用荧光渗透来检查裂纹,荧光渗透会在裂纹处聚集,容易造成修理时的污染。
允许修理范围。绕管路裂纹允许修理的最大值为25mm(1.01n);沿管路方向裂纹允许修理的最大值为102mm(4.0in)。
可接受的擦傷或刮伤的深度。深度小于材料厚度的1/10或者是0.08mm,以两者中小的为参考;如果管路比1.3步骤1中所限制的损伤大,按照3或者4来处理;如果管路比1.3步骤1中所限制的损伤小,按照2的步骤来进行处理。
表面缺陷
修理燃油管路表面的擦伤、划伤、刻痕和涂层脱落,可按以下步骤进行:用中型规格的氧化铝砂布或者金刚砂布擦拭损坏的地方;用清洁剂和棉擦布清除杂质;用阿洛丁处理铝管路,对修理区域进行腐蚀保护;去除过多的阿洛丁,并擦干需要修理的区域;用环氧底漆修复涂层,环氧底漆不能用于不锈钢管路。
补丁与燃油管路的对接焊修理
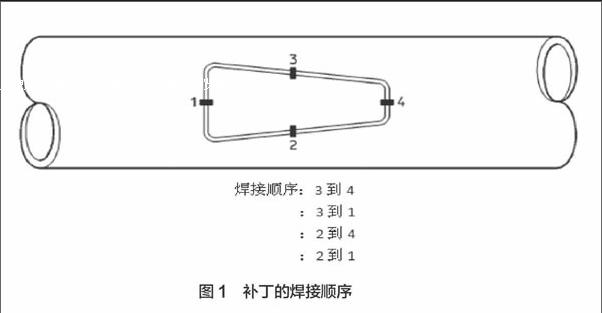
当缺陷较大,不能通过直接焊接修理时可以通过补丁的方式进行修理:用中型规格的氧化铝砂布或者金刚砂布擦拭修理区域的保护涂层,去除涂层的区域要比修理的区域大32ram(1.25 1n);按照相应的管路选取补丁的材料,并在材料上面切割一块比修理区域大的补丁;将切割下的补丁放在需要修理的区域,沿着补丁在燃油管路上画线;沿着燃油管路上线的内侧进行钻孔;沿着所钻的孔,切下管路上损坏区域的材料,确保燃油管路的孔位能够正确放入相应的补丁;将补丁固定住后完成一个焊点,如图1所示,确保补丁在正确的位置,完成另外三个焊点,三个焊点的位置与之前焊点的角度分别为900,1800,2700;将补丁和燃油管路焊接在一起,确保两者之间完全焊接,焊接的顺序如图1所示;完成焊接后需对管路做耐压试验;当耐压测试完成后,用阿洛丁处理铝管路,对修理区域进行腐蚀保护;当腐蚀保护完成后,涂一层环氧底漆,环氧底漆不能用于不锈钢管路。
直接焊接修理
当裂痕和裂纹或深度刮伤的宽度小于1.5mm时,可以通过直接焊接的方式进行修理:
用中型规格的氧化铝砂布或者金刚砂布擦拭修理区域的保护涂层,去除涂层的区域要比修理的区域大32mm(1.25 in);用强光和放大镜(X10)找到裂纹的末端,用直径2.5mm(0.098in)的钻头在裂纹末端处钻孔;用清洁剂和棉擦布清洁修理区域;对损坏的区域焊接上相应的焊点;从中间开始往两边焊接,焊缝需要贯穿管路材料的内外表面;对管路做耐压试验,当耐压测试完成后,用阿洛丁处理铝管路,对修理区域进行腐蚀保护;当腐蚀保护完成后,涂一层环氧底漆,环氧底漆不能用于不锈钢管路。
替换管路中的一截修理
当其中一段管路的损失超出可修理的范围,可以通过替换管路的方式进行修理。将管路固定在修理的固定设备上,去除管路中损坏的部分;在固定设备上,将替换的部分固定在合适的位置上;用点焊将几段焊接在一起,当确定管路对其后将接头处全部焊接在一起;用荧光渗透检查修理区域,然后对燃油管路做耐压试验;当耐压测试完成后,用阿洛丁处理铝管路,对修理区域进行腐蚀保护;当腐蚀保护完成后,涂一层环氧底漆,环氧底漆不能用于不锈钢管路。
(作者单位:上海飞机设计研究院)endprint
