基于SPD 5.0的舾装快速出图系统开发及应用
2022-03-08吴泰峰
任 伟,吴泰峰,周 彬
(中船澄西船舶修造有限公司,江苏 江阴 214433)
0 引 言
船舶舾装件由于其具有种类多样、结构复杂多变、小批量制作等特征,船厂通常会采用外协外包的方式进行采购,以降低生产工时消耗。随着船舶所有人对舾装件精品化需求的不断提升及船厂对舾装件成本的压降,舾装件供应出现周期保障困难、质量良莠不齐及价格成本波动较大等情况。对此,部分船厂为加强舾装件周期、质量及成本管控,重新将舾装件回厂制作。与外协外购相比,回厂制作需要重点考虑舾装件采购原材料的利用率及舾装件出图颗粒度,这会增加舾装设计师的工作量。在保证设计周期、产品设计质量的前提下,如何提高舾装设计图纸出图效率是亟待解决的问题。
目前,针对舾装件快速出图的研究主要集中于Tribon、造船及海工设计系统(AVEVA Marine)及CATIA V6等软件。陈飞亚[1]提出利用Tribon模型及数据实现舾装件的快速出图方法及系统的研究开发;卢永进等[2]基于CATIA V6平台,以典型船舶产品几何结构为基础,建立完整结构标准件和结构件模板;韩国大宇公司对Tribon的Structure Modelling模块进行二次开发,在符合舾装设计特点的前提下,使建模与出图实现同步。
船舶产品设计(Ship Product Design,SPD)软件是可满足船体结构、机装、电装、居装和甲装等专业设计的三维全数字化产品模型软件平台[3],可生成和输出所有管子设计的资料,包括管子零件图、支架零件图、管子安装图、管子开孔图、复板制作图、管子托盘管理表、螺栓螺母清单及垫片汇总表等[4]。由于舾装件种类多、标准不统一等,SPD现有舾装件出图功能不支持其快速出图。
1 制约舾装件快速出图的主要因素
1.1 舾装件出图模式与SPD软件出图机制不匹配
舾装件出图模式分为如下步骤:(1)在SPD系统中实现舾装件三维模型的完整性建模;(2)在完成模型评审后,根据舾装件完整性要求将修正完善的模型划归至对应阶段的舾装件托盘;(3)系统自动生成对应托盘下的零件生产制作图纸;(4)导出绘图交换文件(DXF)文件中的零件表述视图剖面,并手工标注、绘制零件明细表;(5)对图纸零件信息进行归类、整理,手工汇总形成对应托盘表及材料限额表。通过上述流程分析,大部分手工工作量集中于图纸的后处理阶段,SPD仅提供零件外形,并通过DXF文件导出,零件明细、部件明细、托盘管理表及材料限额表均需要设计人员手动完成,效率及准确率难以保证。
SPD舾装件出图借鉴管子零件图的“一件一图”机制。由于管子零件相对规则,管子零件图基本达到全自动化标注水平,无须设计师手动干预。相比而言,舾装零件结构的复杂程度大幅超过管系零件,无法实现复杂零件的自动化标注。面对舾装件的多品种、小批量特征,按照“一件一图”模式会产生大量重复性手动标注及材料统计工作。
1.2 制作图材料明细解构不彻底
舾装件制作图除零件轮廓图及相应标注外,还包括材料明细栏、标题栏、图名、图号、页码及特殊说明信息,其中:材料明细栏由序号、材料名称、材料规格、标准号、数量、材质、质量及备注等信息组成,包含制作该零件的所有物料信息。
SPD现有的出图机制无法对多引用体参数化部件进行材料拆解,例如一段栏杆的材料明细描述仅止于立柱及栏杆扶手等零件的描述,对制作零件所使用的物料用量却未生成,这是导致设计师工作量提升的一项关键影响因素。
1.3 舾装件标准化和数字化集成度不高
船舶行业关于舾装件的生产设计标准为数甚少,在设计时往往需要根据船舶所有人的需求,对规格书进行修改或备注,处于相对较为被动的状态。由于相应标准的缺失,设计的可延续性遭到破坏,设计师的工作量有增无减。据统计,德国标准化学会(DIN)85%的工作量花费在制定国际标准和欧洲标准上,而我国采用国际标准或国外先进标准的采标率低于韩国[5]。
标准化文件的执行往往依赖信息化技术手段的支撑,但目前标准更关注文件的制定,而相应的标准三维模型库是否建立、各设计院和船厂的标准三维模型库是否统一、各设计软件之间可否协同却鲜有涉及。
2 舾装快速出图系统开发
2.1 系统需求分析及总体设计
为解决SPD系统直接绘制舾装件设计图纸过程中的不足,满足公司对舾装件精细化管理要求,开发舾装快速出图系统。该系统数据流如图1所示。快速出图系统数据流是指在SPD系统中建立的模型及模型信息存储在SPD数据库中,这些信息通过给定的应用程序编程接口(Application Programming Interface,API)访问获取,经出图系统预处理及产品数据管理(Product Data Management,PDM)系统数据标准化后,返回至零件制作图,通过设计师交互修改、归并相应数据,输出完整托盘数据及物料清单(Bill of Material,BOM)表限额数据,最终通过PDM系统实现设计数据的发布。
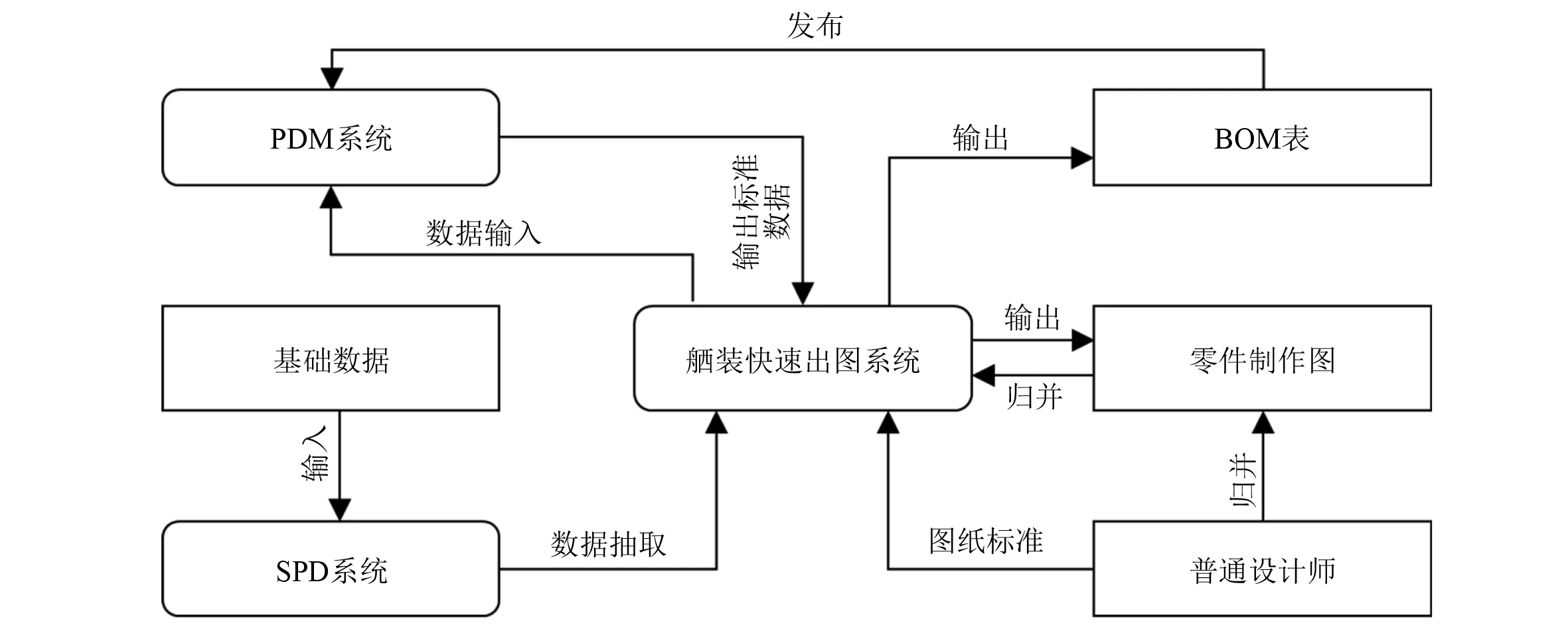
图1 舾装快速出图系统数据流
系统具有4个主要功能:标准件抽取功能、非标件出图功能、图框处理功能、托盘处理功能,其功能结构如图2所示,主要功能如表1所示。
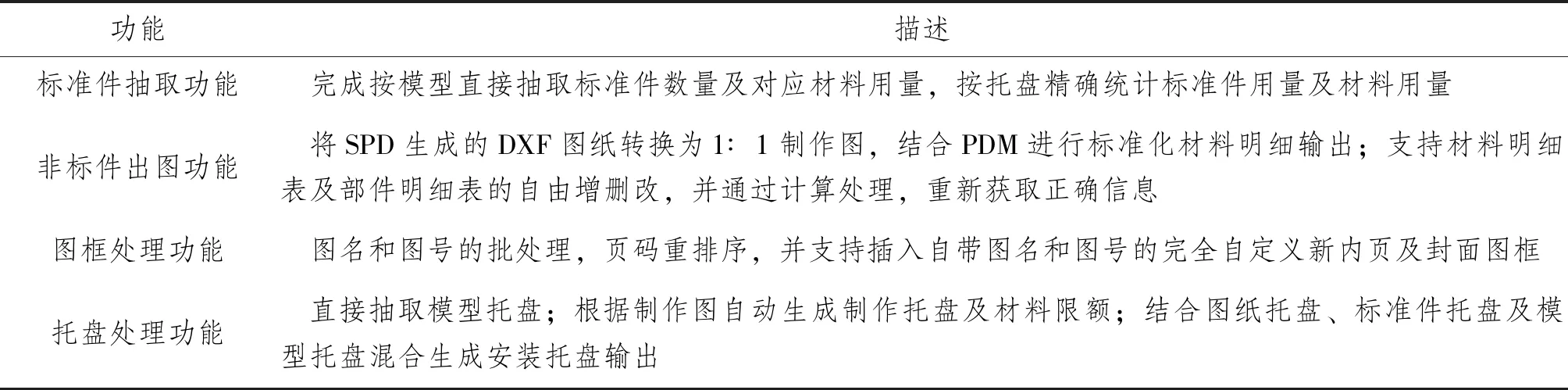
表1 系统主要功能
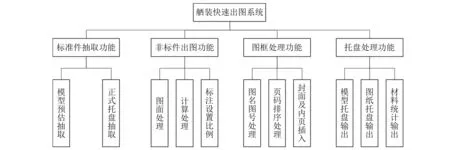
图2 系统功能结构
2.2 舾装标准件功能开发
功能开发由舾装标准化设计数字化工作引申而来。从SPD系统应用角度而言,充分利用SPD基于参数化部件的舾装标准三维部件库功能,大幅降低标准三维部件库的建设和维护时间。从开发角度而言,解决标准部件无法批量统计和制作材料无法输出的问题。
2.2.1 舾装标准件编码定义
为进一步扩大舾装标准化范围,需要将舾装标准件进行分级,如表2所示。鉴于舾装标准件的数字化设计需求,需要对各层级的舾装标准件进行编码,编码规则如图3所示,包含标准件识别码“S”、零件层级码、部件代号码及简易规格,其中:零件层级码框中分别填入“S”(部件)、“A”(组件)和“P”(零件)。

表2 舾装标准件层级
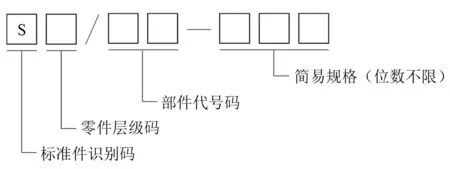
图3 舾装标准件编码规则
2.2.2 舾装标准件抽取功能开发
标准件抽取分为2个阶段:(1)预估期,直接框选模型,拉取所选模型中的标准件具体用量;(2)校核期,需要按实际下发托盘统计最终标准件使用数量,校核前期下发的预估清单数量,实现标准件管理的多退少补。
SPD 5.0目前提供SpdCustomization.dll和SpdArxCustomization这2个dll文件作为数据接口。前者可有效提取标准部件的各类属性,其中:MddRec模型记录基类的派生类,MddSstru模型记录舾装标准件的关键属性“标准部件号”;通过该类实例化对象的遍历,结合语言集成查询(LINQ)查询可快速按层级获取标准件具体用量。后者提供图形平台的相关操作,例如框选等操作,主要应用磁头磁盘组件(HDA)类的GetSelection()方法,等待用户在屏幕上的选择。通过上述的接口实现,基本可满足标准件抽取功能的开发。
2.3 舾装件制作图出图功能开发
由于SPD暂未提供相关图形的接口文件,制作图出图只能通过对输出的DXF图纸二次加工、混合模型属性以达到自动化出图的效果。制作图出图功能是系统的核心功能,该功能的实现弥补SPD舾装件出图的主要缺点,使舾装件模型的重用性得到根本改善,减轻设计师的工作负荷。
2.3.1 DXF文件转化
转化流程如下:(1)遍历DXF文件内所有图形,若图形为长方形且长度与标准SPD图框外框长度一致,则记录该长方形的几何最小点及最大点;(2)在记录的长方形范围内遍历所有带“:”的字符,并通过正则表达式@"dd*:dd*"判别是否为该图纸的比例,若是则进行记录;(3)调取本地标准制作图图框,比例设置为记录值,将DXF标准图框内颜色为96号的舾装件图形放大至记录的比例,并移动至新插入的图框范围内;(4)将图框内虚线比例同比放大,并改变其颜色为6号,便于区分;(5)1个图框处理结束,重复上述动作直至整个DXF文件中所有图框处理完毕。
2.3.2 材料明细拆解技术
三维部件库是SPD舾装专业的设计基础,没有相关专业部件库设计师难以快速建模。基于该需求,SPD提供基于零件特征的参数化建模系统,可实现三维部件库的快速搭建。在满足模型快速建模的基础上,支持模型零件属性定义,其定义包括:(1)部件规格($SPEC),记录该参数化部件的名称及简易规格;(2)型材规格($MSPEC),记录该参数化部件所使用物料的名称及简易规格;(3)型材长度($LENS),记录该参数化部件所使用物料的长度(不为0表示材料以米数为计量单位);(4)型材数量($NUMS),记录该参数化部件所使用物料的件数(配合$LENS使用,区分计量单位);(5)型材质量($WETS),记录该参数化部件所使用物料的质量;(6)型材材质($MAT),记录该参数化部件所使用物料的材质。
目前SPD舾装件系统抽取的物料信息为$SPEC信息,非物料属性,无法满足设计师对材料明细的需求。因此需要将物料的相关属性与模型图纸相结合才能满足设计出图。SPD参数化建模支持搭积木式嵌套叠加引用,将复杂部件拆分为若干简单部件,最终通过引用方式将复杂部件搭建起来。舾装件参数化部件层级如图4所示。
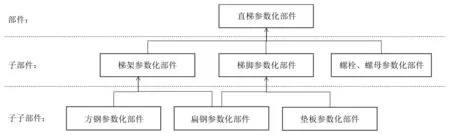
图4 舾装件参数化部件层级
针对这种复杂部件材料明细,若继续采用在顶层参数化部件写材料属性,会给参数化建模人员带来较大难题,材料种类、规格过多,编写难度呈几何倍数递增。经与SPD公司技术沟通,实现通过递归方式获取复杂部件的材料属性。其逻辑如下:在第一层部件下搜寻是否含有$MSPEC,若含有则跳出递归,提取对应层级的参数化部件材料属性,若无则继续向下一层搜寻$MSPEC,直至找到$MSPEC停止递归,并返回对应层级的材料属性。其关键核心代码如图5所示。
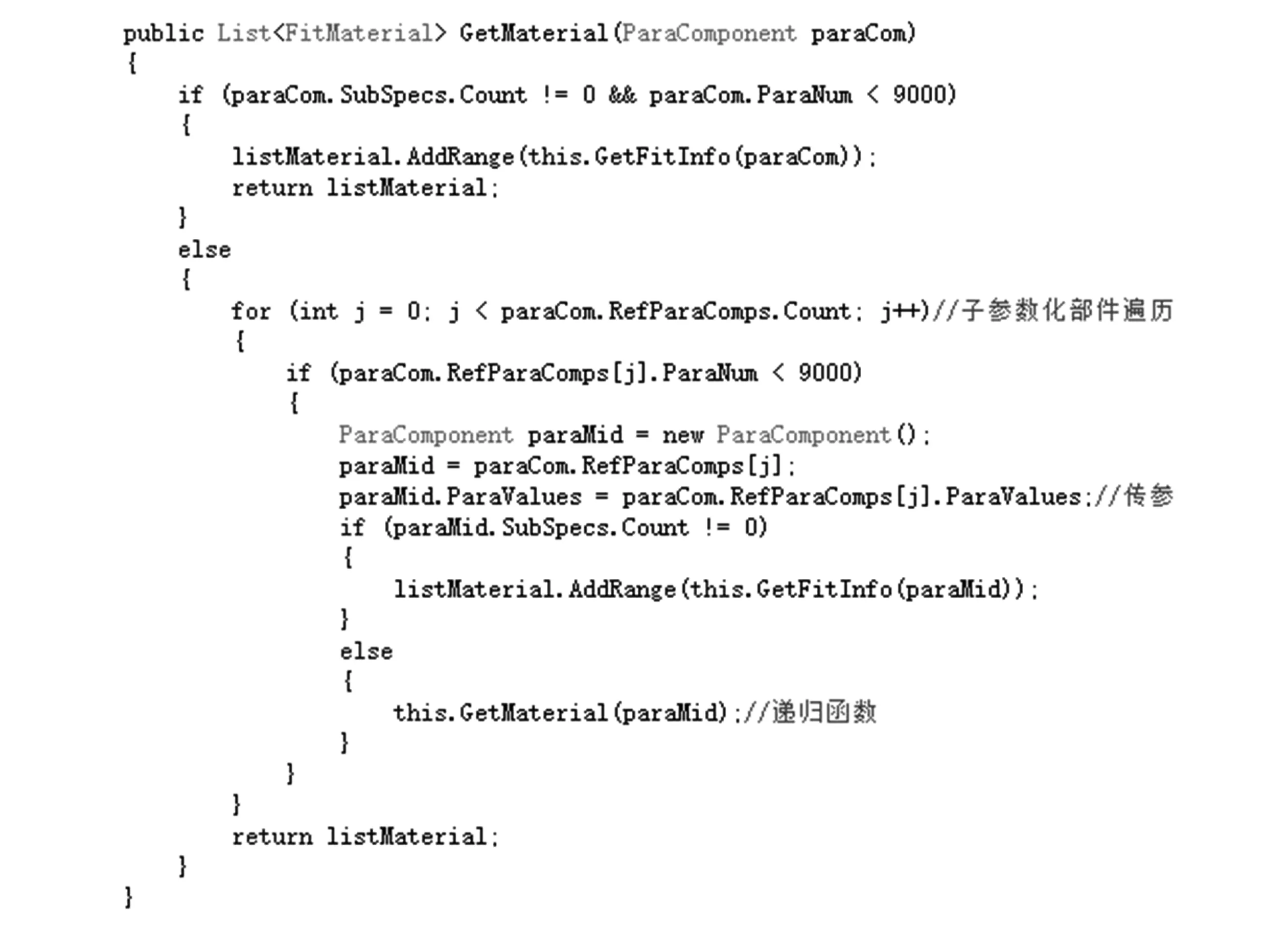
图5 材料递归核心代码截图
通过上述方式,可有效解决复杂部件物料属性编写困难的问题,参数化建模人员仅需要考虑基础部件的材料属性,上层部件在调用底层部件时会自动获取底层对应的材料属性,此举可大幅降低参数化部件库的维护难度,提升参数化部件建模效率。
2.3.3 材料标准化功能开发
参数化部件的材料描述有时与物资实际采购的描述存在差异,一般船厂会采用标准物资编码对物资进行标准化描述,而公司选用的是标准物资信息。该模式的优点是免除编码的序列化及反序列化,所见即所得,且利于统一各制造阶段标准化产品描述;缺点是维护成本高,设计容错性较低,若无相应的标准信息化手段则难以实行。
为进一步提升材料明细编制的准确性,确保每条物料信息均为标准化描述,在生成明细表时需要从PDM系统中拉取对应物资的标准化描述,自动填入明细栏。材料标准化流程如图6所示。
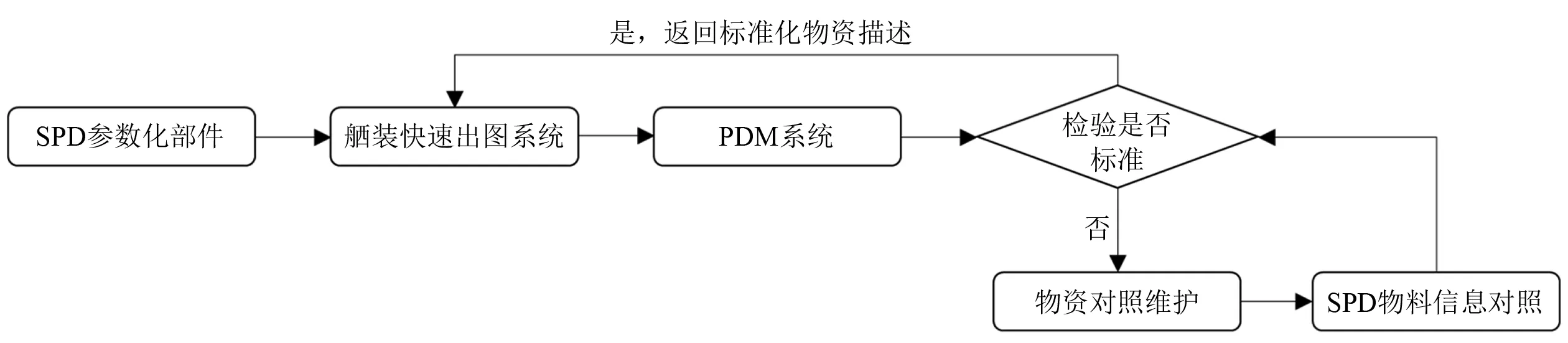
图6 材料标准化描述流程
2.4 图名和图号自动查询功能开发
目前公司发布的生产设计图纸编码包含中间产品代码、作业类别码、主辅工种、作业阶段、序号、设计专业码及图纸类别代码,其编码位数达13位,设计师无法单纯依靠规则手动编码,必须凭借相应的信息化手段自动检索对应图名和图号。
SPD 5.0强调以区域化设计为指导,以中间产品为导向,应用成组技术相似原理将区域内的舾装件分解为特征相似的中间产品族(托盘)作为出图的基本单位,对应需要增加其图名和图号。
图名和图号与区域和托盘的逻辑关系如图7所示,在区域下对应多个托盘,在每个托盘下对应零件图、制作托盘、制作材料清册、安装托盘及安装材料清册,每份图纸对应1个图名和图号。这些信息均存储在SPDT_G_MAN_DWGNO(图号)SQL数据表中。通过结构化查询语言(SQL)查询语句string sql="Select type from SPDT_G_MAN_PLAT where CODE='"+recspart.Pallet+"'and ZYIDX='7'";,即可根据托盘图纸类型查询对应的图名和图号。
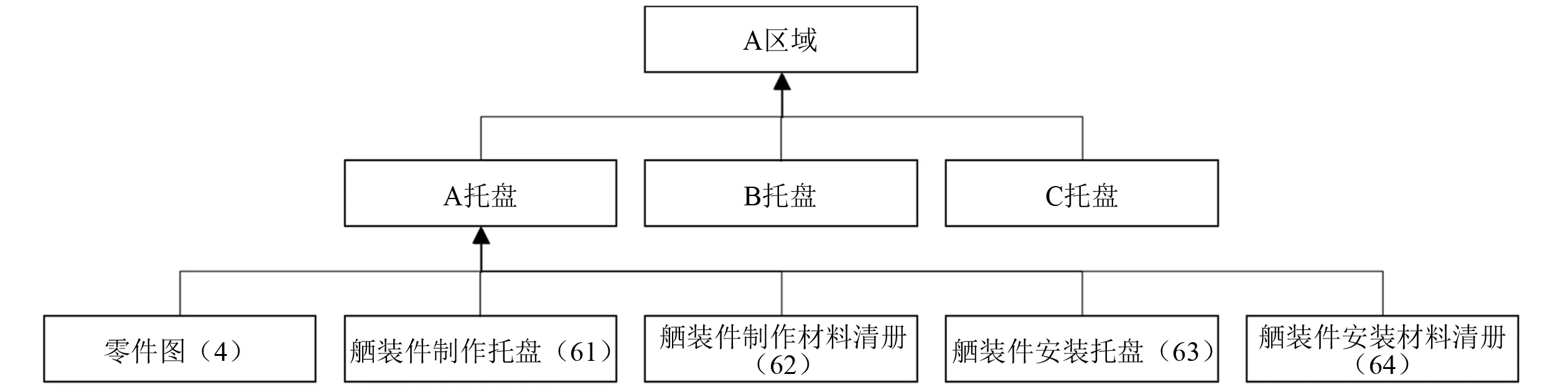
图7 图名和图号与区域和托盘的逻辑关系
2.5 各类BOM表抽取功能开发
在原有设计模式下,设计师在编制舾装件制作托盘表及制作材料清册时需要根据制作图标题栏、部件明细表及材料明细表手工二次输入,存在大量手动重复性工作。利用计算机辅助设计(CAD)超级属性块记录标题栏、部件明细栏和材料明细栏内的舾装件属性及相关的材料属性,可有效解决重复性输入问题。利用标题栏的位置属性可快速定位至位于同一图框的部件明细栏,结合这2个属性块可快速获取整个制作托盘明细。同样,利用标题栏定位可快速获取同一图框的材料明细栏,结合在部件明细栏中计算的部件总数与材料明细数量相乘,可快速获取整个图纸的制作材料清册。
3 舾装快速出图系统的实船应用
为验证该系统的出图效果,以公司第四代82 000 t散货船生产设计项目为例,应用该系统实现该船舾装件相关图纸的快速绘制。舾装快速出图系统功能概况如图8所示,采用较为流行的Ribbon界面,便于设计师快速上手。

图8 舾装快速出图系统功能概况
3.1 标准件抽取应用
标准件抽取支持直接在相关模型中直接框选,自动统计各类舾装标准件数量及材料用量,便于在前期统计标准件的使用情况,及时下发车间完成相应标准件的库存储备量,改变原有小批量、多批次制作现状,实现集中制作,提升材料利用率,降低用工成本。标准件快速抽取功能如图9所示。第一批次的舾装标准件制作预估清册已下发,累计标准件质量为37.63 t,按全船舾装件总质量为191.60 t计算,舾装件标准化率升至19.64%。与第三代82 000 t散货船项目标准件质量为8.30 t相比,提升353.37%。该系统的成功推广为舾装标准化设计带来足够的持续上升空间。

图9 标准件快速抽取功能截图
3.2 非标件出图应用
将需要出图的舾装件图纸通过DXF输出,结合图纸处理功能,批量自动生成对应1∶1制作图。
图纸处理功能如图10所示。生成的材料明细及部件明细可支持自由增删改,突破SPD“一件一图”机制,支持1张图纸对应多个部件,尤其对左右舷对称制作起到关键作用,大幅降低出图工作量。

图10 图纸处理功能截图
3.3 舾装件托盘输出应用
通常舾装件托盘包括制作托盘、制作材料清册及安装托盘。制作托盘分为2部分内容:(1)直接从制作图内的超级属性块中提取;(2)直接从当前模型对应的托盘中抽取相应标准部件的数量,最终合并成相应的制作托盘。制作材料清册分为2部分内容:(1)制作图中的材料属性抽取;(2)对应托盘下的标准零件及组件。将前面的制作托盘与模型托盘进行对比,去除重复件号,保留下来的即为安装托盘。舾装件托盘输出功能如图11所示。结合图名和图号系统,在切换选项卡时根据不同标签选取对应的图名和图号,后期直接生成对应的自定义托盘图纸。EXCEL托盘输出功能如图12所示。
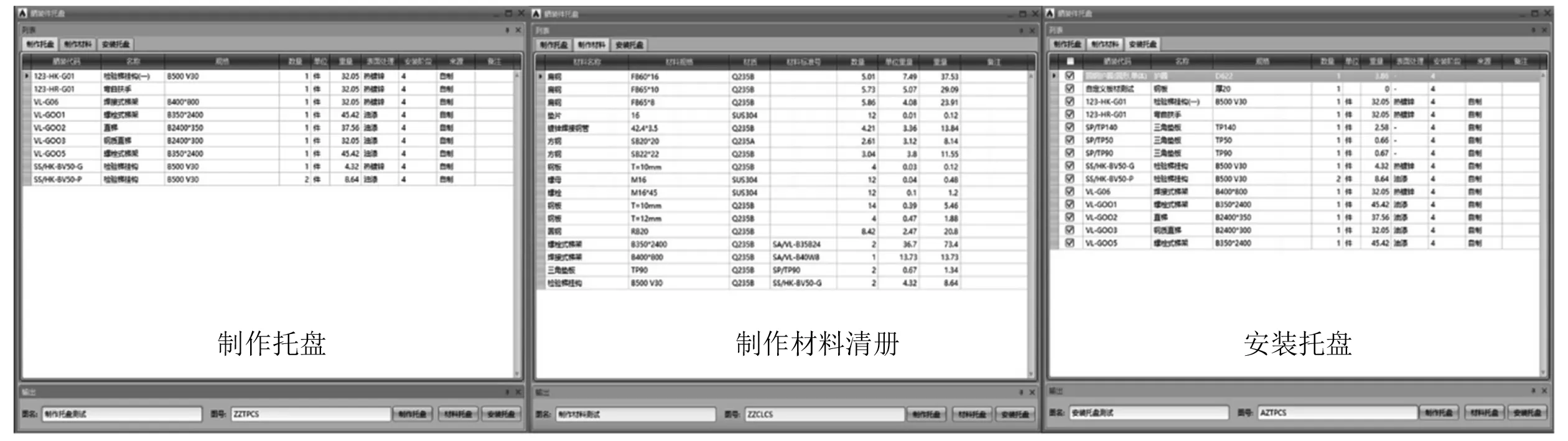
图11 舾装件托盘输出功能截图

图12 EXCEL托盘输出功能截图
目前系统正常运行,与原有模式相比,设计师在图纸的后处理阶段工作仅剩下视图位置调整、部分标注及特殊说明。系统应用性能数据分析(以单分段出图为例)如表3所示。在图纸后处理阶段,系统对舾装件出图效率的提升较为明显,在一定程度上提高舾装件的标准化和自动化程度。
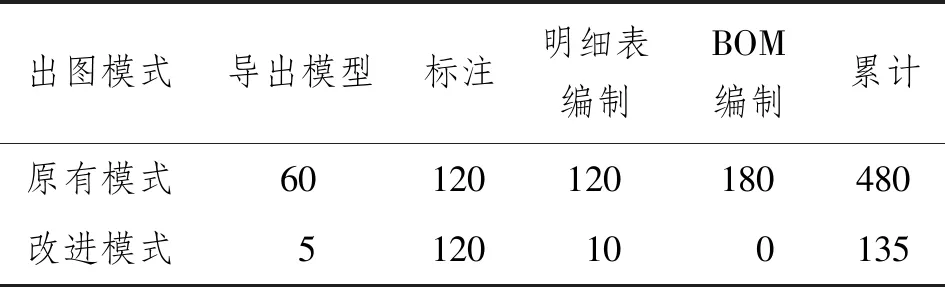
表3 系统应用性能数据分析 min
4 结 语
SPD是造船行业唯一一款全自主研发的国产船舶CAD软件,具有二次开发工具和多种数据格式接口,满足用户单位提取相关设计管理信息。通过对舾装件设计图纸内容进行分析,找到出图效率堵点,提出解决方案及其实施路径,借助SPD二次开发接口完成舾装快速出图系统开发,最终通过实船验证,切实提升舾装件的标准化和自动化出图水平。目前国内对SPD二次开发的相关研究处于起步阶段,通过对SPD二次开发接口的初步应用提升舾装件设计出图阶段的效率,但仍有很多问题需要进一步探索和完善,为共同提升国产船舶三维CAD软件竞争力而努力。
