基于MoldFlow的暖风机出风格栅翘曲变形优化研究*
2022-03-05赵庆晨王瑞静陈明星蔡国旗陈瑞珠
赵庆晨,王瑞静,陈明星,蔡国旗,陈瑞珠
(珠海格力精密模具有限公司,广东 珠海 519000)
关键字: 玻纤取向;翘曲变形;Moldflow
0 引言
翘曲变形是注塑成型中最常见的缺陷,零件翘曲变形量大会引起尺寸超差,装配困难等问题。因此优化翘曲变形一直是注塑从业者研究的重点课题。随着CAE技术的发展,一些学者利用Moldflow对高分子材料的翘曲进行仿真[1-2],并在仿真的基础上对注塑成型进行了优化[3-7]。对于家电行业某些使用性能要求较高的场合,一般会采用含有玻纤等填充物的材料以提高产品强度。而含玻纤材料的产品,由于玻纤在注塑过程中的取向作用,玻纤沿流动方向和垂直流动方向的收缩率不同,使产品的变形量非常难控制。本文采用Moldflow仿真分析方法,优化了产品结构并调整浇口位置以寻求最佳的注塑工艺参数,解决了加纤产品翘曲变形问题,保障产品达到质量要求。
1 基于Moldflow的仿真优化方法
在实际生产过程中,通常采用优化工艺参数的方法来减少产品的翘曲变形。但是影响变形的因素有很多,实际生产的时候多数参数值已经固定,笔者在解决实际工程案例的过程中,结合产品结构特征,提出优化方法,调整工艺参数,减少产品变形[8]。首先将引起变形的原因进行拆解,分析引起翘曲变形的最根本原因并提出解决方案,在开制模具之前将产品变形量控制在装配公差范围内。
2 基于Moldflow研究变形机理
2.1 研究对象
暖风机是一种重要的冬季取暖设备,其对外观造型有较高要求。市场上流行的一款方形暖风机,其出风格栅在加热元器件前方,要求耐高温达140 ℃以上,并且不发生变形。如图1所示,暖风机出风格栅产品最大外形尺寸: 281.0 mm×100.3 mm×51.7 mm,产品平面主体料厚2.8 mm,筋条料厚1.5 mm。材料采用Solvay Engineering Plastics公司生产的PA66+GF30材料,即基材为PA66且添加30%(质量分数)玻璃纤维填充物(玻纤)。其中,玻纤为短玻纤。进胶方式采用冷流道侧浇口,矩形浇口尺寸为5.0 mm×1.2 mm,分流道直径为6 mm。零件两端有装配要求,格栅两侧与外壳装配公差不能超过1 mm。

图1 格栅料厚分析
2.3 材料及变形原因分析
PA66材料中添加的玻璃纤维填充物在注塑过程中会发生取向作用,严重影响材料流动分布和变形情况。采用Moldflow软件对零件进行纤维取向分析,在仿真结果中数字代表纤维取向张量。其中,结果数字为1,表示纤维沿塑胶流动方向取向;结果数字为0,表示纤维取向完全随机分布。纤维沿流动方向收缩率小,沿垂直流动方向收缩率大,相同壁厚下,纤维取向不均是引起变形的重要原因。
3 翘曲原因及优化分析
3.1 翘曲原因分析
在Moldflow软件中,将产品模型划分网格进行CAE分析,结果如图2所示。产品装配位置分析变形量约1.5 mm,不满足装配公差要求。将翘曲原因拆分为4个因子,由分析可知,冷却不均、角效应2个原因引起的翘曲变形较小;收缩不均引起约0.2 mm的翘曲变形,取向不均引起1.0 mm的翘曲变形,重点从后两点进行翘曲优化分析。
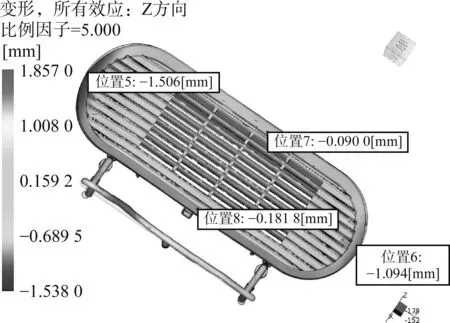
图2 原始模型变形量分析
3.2 翘曲优化分析
由图1可知,产品主体料厚为2.8 mm,料厚较为均匀,因此料厚不是收缩不均的主要原因,需要增加产品结构强度,将产品两端非外观侧尽量增加平行于产品长度方向的筋条,如图3所示。筋条与产品平面接触的大端料厚是主体壁厚的0.4倍,可以避免外观侧缩水,又最大限度地增加了产品结构强度,按照此原则进行更改。更改前产品体积为114 410 mm3,更改后产品体积为123 655 mm3,体积增加9 245 mm3,体积占比8.08%。改性PA66+GF30原材料单价28元/kg,单件增加成本0.26元。因出风格栅为关键零件,且作为外观件对于产品表面质量和装配要求极高,成本增加可接受。

(a) 更改前

(b) 更改后
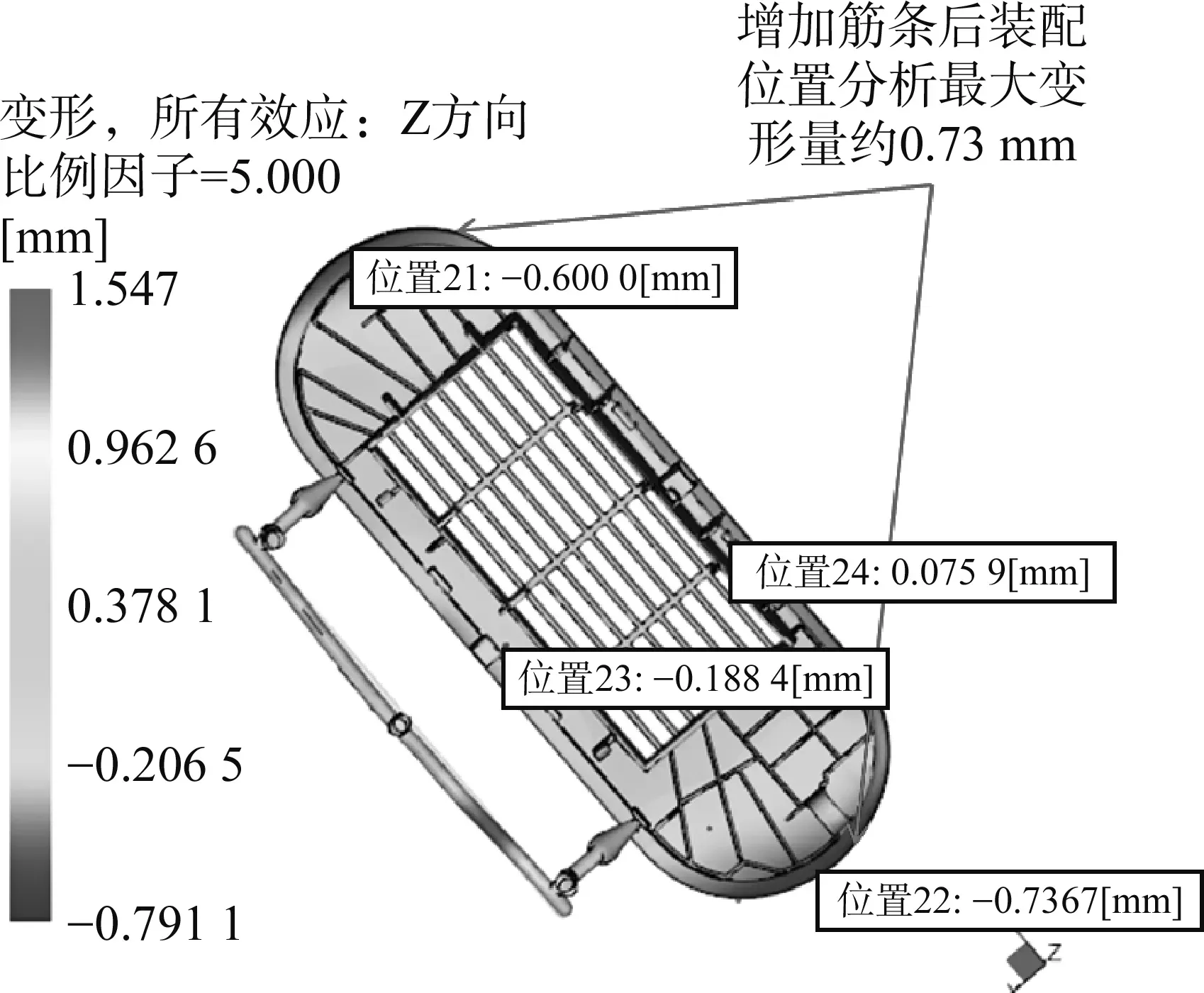
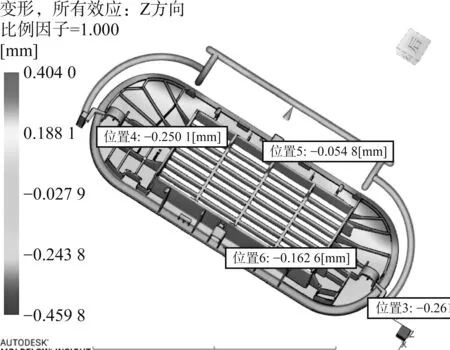
图4为在Z方向上的变形结果图。如图4(a)所示,在原浇口位置保持不变的情况下(浇口在产品长度方向一侧),对产品两端部动模侧增加筋条后的模型进行CAE分析。由图4可知,增加筋条之后,产品装配位置最大变形约0.73 mm,小于1.0 mm的装配公差要求。由于PA66材料的高结晶性,成型后分子链能够进一步定向排列二次结晶,引起产品后收缩,仍能够导致产品进一步翘曲变形,0.27 mm的理论公差不能够满足要求。如图4(b)所示,在不影响装配的前提下,将浇口位置移到端部且增加筋条,进一步分析翘曲变形,变形量明显减小。由图4(b)可知,两端翘曲变形量约为0.3 mm,远远小于1.0 mm的公差要求,能够达到变形量优化效果。
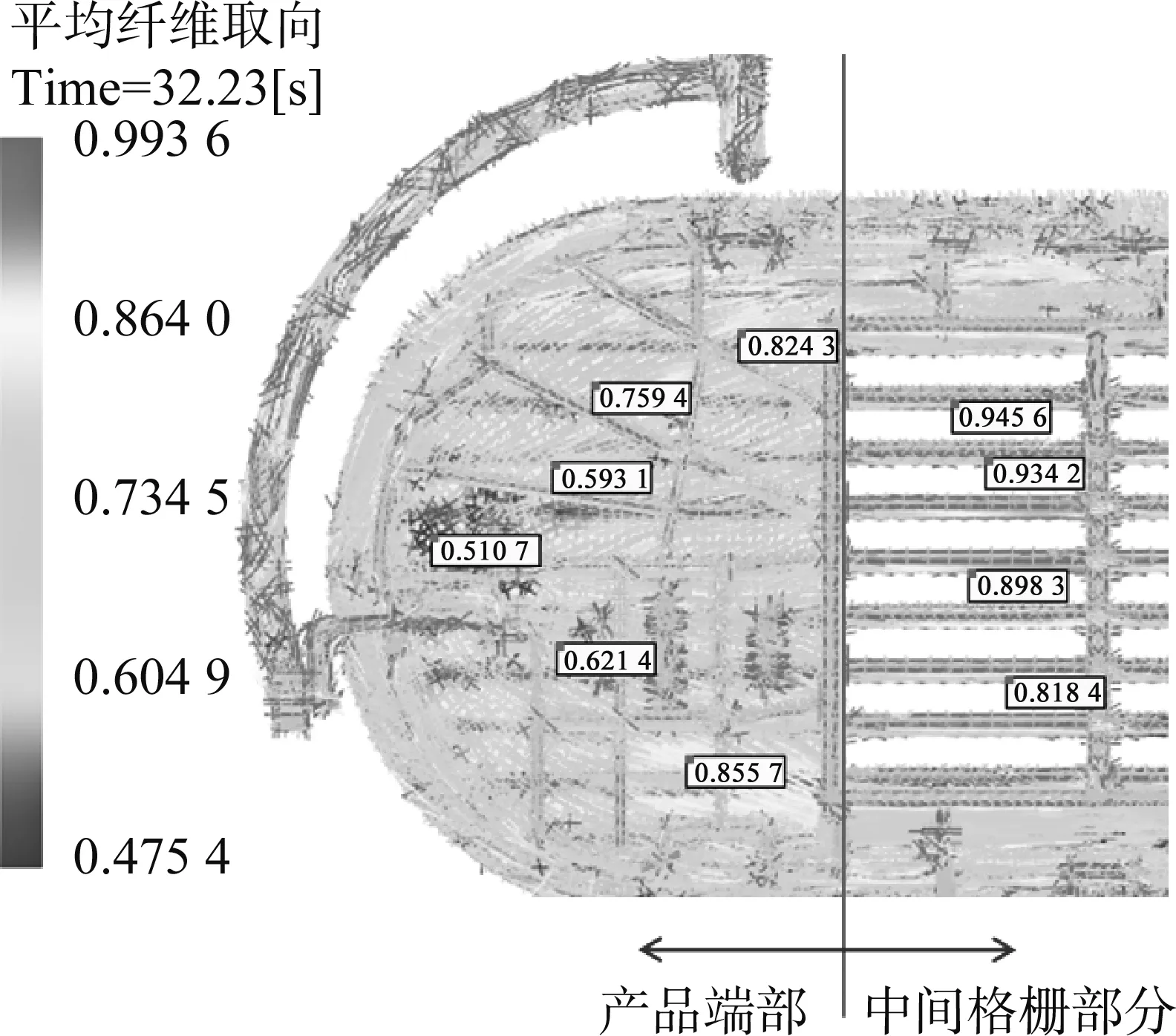
图5为Moldflow软件中纤维取向局部分布图。如图5(a)所示,在不改变浇口位置的情况下(浇口在产品长度方向一侧),增加筋条,端部装配位置纤维取向数值为0.52~0.72,平均值为0.62,产品中间格栅部分纤维取向数值为0.76~0.90,平均值为0.83。由图5(a)可知,产品端部相较于产品中间格栅部分,纤维分布杂乱,沿产品长度方向,端部收缩率大。如图5(b)所示,在不影响装配的前提下,将浇口位置移到端部且增加筋条,对比前后纤维取向可以发现,浇口移动到端部后,除浇口点附近纤维杂乱分布,产品端部纤维取向为0.59~0.82,平均值为0.70,产品中间格栅部分纤维取向数值为0.81~0.94,平均值为0.87。说明移动浇口后,产品沿长度方向纤维取向数值更趋向于1,纤维沿同一方向流动;且端部纤维取向与中间格栅部分纤维取向差值减小,产品沿长度方向的体积收缩率差异也会减小。
(a) 增加筋条,未优化浇口位置
(b) 增加筋条,优化浇口位置
综上所述,在不影响装配的前提下,将浇口位置移到端部且增加筋条,比原浇口位置增加筋条或不增加筋条,变形结果均有所改善。

(a) 增加筋条,未优化浇口位置
(b) 增加筋条,优化浇口位置
4 效果验证
根据仿真结果将模型进行优化,再进行试验验证。结果显示: 产品变形量明显减少,边缘平齐,装配匹配度较高。实际装配效果如图6所示,出风格栅和外壳之间的装配段差实测为0.2 mm,与分析结果高度吻合,满足质量要求。

图6 效果验证
5 总结
以实际工件为案例,基于理论分析,并利用Moldflow仿真软件对优化方案进行迭代验证,找到能够解决问题的最优方案,并应用于实际生产中,获得合格的产品。总结得出以下结论。
1) 含玻纤类零件,注塑过程中玻纤取向是引起变形的主要原因,通过移动浇口位置,改变玻纤取向,可以有效控制产品变形。
2) 材料本身收缩率的差异,同样是引起变形的因素,增加产品局部结构强度是解决变形问题的有效补充手段。
3) 通过移动浇口位置结合增加产品局部强度,可以解决实际翘曲变形问题。
