先冲孔再修孔后切断的链板级进模设计*
2022-03-05刁中华
刁中华
(江苏大力神链传动有限公司,江苏 泰州 225324)
0 引言
某摊铺机链条的链板,毛坯采用热轧扁钢,原来每月产量约30 000件,原工艺采用分工序,即切断、冲孔、修孔3道,生产效率较低,质量也不稳定。近两年由于工程机械行业形势持续向好,需求大幅增长,这种链板现在每月需求产量为80 000件左右,全年可达1 000 000件。原有的生产效能已不适应市场需求,需要设计一套级进模提高生产效率。
1 工艺分析
如图1所示的链板工件毛坯为符合GB704-88的热轧扁钢,长度为6 m定尺,材质为优质碳素结构钢45Mn,直线度小于2.5 mm/m、硬度小于HB217;[1]工件为对称形状,两端为圆弧R30,两孔直径为15.9 mm,中心距为(79.8±0.1)mm,平面度小于0.4 mm。采用先冲孔再修孔后切断的三工步级进模。冲两孔冲裁力为P冲=KLtτ=1.3×2×14.6 mm×3.14×8 mm×600 N/mm2=572 133 N;修两孔冲裁力为P整=L(δ+ktn)τ=15.8 mm×3.14×2×(1.2+0.1×8×8)mm×600 N/mm2=452 461 N;切断冲裁力为P断=KLtτ=1.3×110 mm×8 mm×600 N/mm2=686 400 N;总的冲裁力P总=1 710 994 N[2]。考虑借用现有冲床JA21-160,将切断凸模做成斜刃,切断冲裁力降低30%,修正后切断冲裁力P断修正=P断×0.7=686 400 N×0.7=480 480;另外,卸料力为总冲裁力的3%左右,JA21-160冲床完全满足冲裁力要求。经计算,模具压力中心在修孔凹模芯中心偏左约9 mm。冲孔凸模直径14.6 mm,冲孔凹模刃口直径15.6 mm,冲裁间隙1 mm,修孔凸模直径15.8 mm,修孔凹模直径16.0 mm,切断凸、凹模间隙取1 mm。侧面定位两点距离及位置的选择,较高精度热轧扁钢其直线度小于2.5 mm/m,两点定位距离应适宜。当侧面定位两点距离为250 mm时,经计算其直线度就小于0.16 mm;当侧面定位两点距离为100 mm时,经计算,其直线度就小于0.025 mm;当侧面定位两点距离为138 mm时,经计算,其直线度就小于0.05 mm,即工步一与工步二沿扁钢宽度方向的定位不重合误差最大为0.05 mm。因冲孔凹模刃口直径15.6 mm,而修孔凸模直径15.8 mm,可保证孔15.9 mm在厚度上全部修出。

图1 链板零件示意
2 工步设计
该零件形状对称简单,毛坯为板厚8 mm宽45 mm的热轧扁钢,工件长度为128 mm,零件切断的搭边大了浪费材料,小了切断凸模的强度又不足,最后确定搭边为10 mm,这样步距确定为138 mm。工步分解如图2所示: 工步一先冲两孔,工步二再修两孔并切出零件一端的圆弧,工步三切断分离零件。

图2 工步分解示意
3 模具结构及结构要点设计
3.1 模具结构设计
图3为链板的冲孔、修孔、切断级进模。上模部分: 模柄1、联结板36、聚氨酯橡胶34、侧板3、导向板2、顶板33、顶杆4、上模板7、导套6、上垫板9、衬板10、凸模固定板26、冲孔凸模8、修孔凸模11、切断凸模25、小导柱24、卸料板13、定距套27、接近铁板30、螺钉5、31、32、35等;下模部分: 凹模固定板21、冲孔凹模芯19、修孔凹模芯20、切断修孔组合凹模芯22、小导套23、滚轮37、滑块38、滚轮轴15、弹簧46、气缸41、气缸座40、气缸联结板42、侧顶杆39、端定位块44、端定位导向座43、切断定位块47、接近开关支架29、接近开关28、下垫板16、下模板18、导柱17、垫片14、螺钉12、45等。
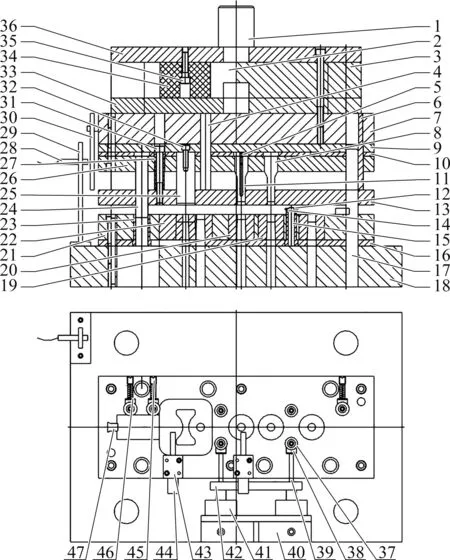
1—模柄;2—导向板;3—侧板;4—顶杆;5—螺钉;6—导套;7—上模板;8—冲孔凸模;9—上垫板;10—衬板;11—修孔凸模;12—螺钉;13—卸料板;14—垫片;15—滚轮轴;16—下垫板;17—导柱;18—下模板;19—冲孔凹模芯;20—修孔凹模芯;21—凹模固定板;22—切断修孔组合凹模芯;23—小导套;24—小导柱;25—切断凸模;26—凸模固定板;27—定距套;28—接近开关;29—接近开关支架;30—接近铁板;31—螺钉;32—螺钉;33—顶板;34—聚氨酯橡胶;35—螺钉;36—联结板;37—滚轮;38—滑块;39—侧顶杆;40—气缸座;41—气缸;42—气缸联结板;43—端定位导向座;44—端定位块;45—螺钉;46—弹簧;47—切断定位块图3 模具装配示意
如图4所示,该模具因制件较长、较厚,导致模具外形结构尺寸较大,为保证冲压的平稳性,采用了四导柱、导套的导向结构,同时为保证模具的刚性,下模板18的厚度达80 mm,上模板7的厚度达60 mm,联结板36和上模板7通过导向板2联结成刚性整体,以承载冲裁力;为保证弹压卸料板13的平稳性和对冲孔凸模8、修孔凸模11、切断凸模25的导向精准性,其上也布置了6个小导柱24;为防止修孔凸模11在冲压过程中松动,产生转动使油孔堵塞,采取了削扁的防转措施。所有的凹模芯均未设计防止向上位移的台阶结构[3-4],主要考虑到以下3种情况: 一是将凹模芯与凹模固定板21采用小过盈配合;二是冲压时弹压卸料板始终压住扁钢并压在凹模芯上;三是便于维修、刃磨凹模芯。

图4 模具三维图
3.2 模具结构设计要点

图5 定位部分三维图
如图5所示,第一组定位滚轮点位置选在两冲孔模芯的中间,第二组定位滚轮点位置选在修孔模芯的中间。初始工步一侧面定位时,用第一组定位滚轮点,以及在第一组定位点向右100 mm处设置的初始定位滚轮点;工步二侧面定位时,用第一组定位滚轮点和第二组定位滚轮点,初始定位滚轮通过弹簧产生约100 N压紧力,在外力大于100 N压紧力时,允许初始定位滚轮向后摆动0.5 mm,初始定位滚轮将失去作用,防止过定位。工步三侧面定位时,仍用第一组定位滚轮点和第二组定位滚轮点,在工步三的一侧设有两个终定位滚轮点,通过弹簧产生约100 N压紧力,在外力大于100 N压紧力时,允许终定位滚轮向后摆动0.5 mm,终定位滚轮也将失去作用。当单根扁钢冲压快完成而工步二无料时,直接将扁钢一侧送到两个终定位滚轮点,即可完成侧面两点定位。
冲压的零件厚度达8.0 mm,冲孔直径只有14.6 mm,采用的是弹压卸料,如将聚氨酯橡胶放置于凸模固定板与卸料板之间,冲孔凸模长,会比较容易折断。为保证冲头的刚性,将聚氨酯橡胶移至上模板的上面,聚氨酯橡胶直径100 mm,厚度80 mm,共放置6块,压缩30%时,6块聚氨酯橡胶产生6 t的弹力[5-6]。
如图6所示,零件的中心距要求较高,弹压卸料板在6个小导柱上平稳滑动,弹压卸料板除起卸料作用外,还为所有凸模起到导向护套的作用[7-8],为减少凸模与卸料板的接触面磨损,增加精冲油流淌到修孔凸模刃口处的长度,凸模与卸料板的圆周配合面为6段均布的长约2 mm圆弧,两者的间隙约0.02 mm,其余间隙约0.5 mm。

图6 卸料板三维图
如图7所示,因冲孔、修孔、切断凹模的磨损程度不一样,为便于凹模的维修、刃磨、更换,采用镶嵌结构,其中切断凹模与其中的一个修孔凹模组合在一起,提高了组合凹模整体的强度[9]。在修磨刃口以后,在镶嵌凹模芯下面垫上一定厚度的垫片,保证所有的凹模芯处于同一平面。
因为每批材料的宽度在轧制时有公差,为保证零件两孔基本居中,通过调整定位滚轮定位处的尺寸大小来实现。

图7 切断修孔组合凹模芯三维图
在冲床旁边设有离地面高度约2 m的体积约30 dm3的精冲油箱,通过金属软管接头与修孔凸模固定板上油路连接,管路上设有流量调节阀[10],如图8所示,修孔凸模距刃口向上15,20, 25 mm圆周上分别设有8个均布的径向小孔共24个(圆周360°上每孔间隙为45°),上、下相邻的孔错位15°,精冲油沿径向油孔向下流淌润滑、冷却修孔凸模刃口,提高了修孔凸模使用寿命。

图8 修孔凸模三维图
3.3 模具工作过程
冲床滑块处于上死点时,将扁钢送至冲孔工步端部定位块处,侧面靠到第一组固定定位滚轮和初始定位滚轮两点处,滑块下行至行程160 mm的一半左右时,接近开关靠近接近铁板,气动阀得电,气缸活塞伸出,带动气缸联结板顶向侧顶杆,推动活动定位滚轮压紧扁钢侧面;滑块继续下行,卸料板压住扁钢,开始冲孔,上模顶杆顶住顶板,聚氨酯橡胶被压缩;滑块行程到达下死点时,冲孔结束,滑块回程,聚氨酯橡胶弹性恢复,卸料板将工件从冲孔凸模上脱开;滑块继续上行至行程一半左右时,接近开关离开接近铁板,气动阀失电,气缸活塞缩回,活动定位滚轮松开扁钢;滑块回到上死点,完成一个循环。将扁钢前移至修孔端定位块,重复上述过程,修孔并切出链板一端圆弧,滑块再次回到上死点;将扁钢前移至切断定位块,重复上述过程,外链板半成品从扁钢上切断分离,在重力作用下从漏料孔落下。
4 制件经济性分析
原链板加工工序分为切断、冲孔、修孔3步,采用160 t冲床切断,每班产量8 000件,人工工资、设备及模具折旧、电费、管理费等,切断工序折算后每件制造成本达0.15元;采用100 t冲床冲孔,每班产量6 000件,冲孔工序折算后每件制造成本达0.20元;采用63 t冲床修孔,每班产量7 200件,修孔工序折算后每件制造成本达0.15元,累计每件制造成本达0.50元。而现在采用级进模加工,每班产量8 000件以上,折算后每件制造成本为0.20元。级进模比原分工序加工的制造成本每件可节约0.3元,全年按100万件计算可节约成本约30万元。
5 结论
该级进模经过近1.5年的冲压生产,累计完成产量超过1 200 000件,产品质量稳定,减轻了工人劳动强度,取得了较好的经济和社会效益。
