微尺度下塑料微管气辅挤出成型的模拟及分析
2022-02-25蔡圳南黄兴元刘同科彭艳蓝
蔡圳南,黄兴元,刘同科,彭艳蓝
(1.江西交通职业技术学院机电工程系,南昌 330013; 2.南昌大学机电工程学院,南昌 330031)
塑料微管广泛应用于医药等行业,多被生产成各类医用导管[1]。由于其成型制品的几何尺寸小,在聚合物挤出过程中易出现挤出胀大[2-3]和熔体破裂[4-5]等现象,为了解决这些问题,有学者研究了工艺参数[6-7]对管材挤出的影响,寻求能在工艺上突破技术难题。到目前为止,随着气体辅助挤出成型技术方面研究的深入,其高效可行的优点也被工业生产所认可,并被广泛应用于各个行业。二十一世纪初,Liang等[8]通过狭小缝隙进气的方法,把气体作为一种辅助成型介质,应用在高分子材料挤出成型过程中,并命名为气体辅助挤出成型技术。随后,黄兴元等[9-10]研制出气体辅助挤出成型装置,通过实验研究及数值模拟等多手段方法,并分析了圆棒挤出成型胀大现象。2016年,任重等[11]针对管材成型首次提出了双层气垫层气辅挤出技术,极大地解决了挤出胀大等问题,其建立的气液两相流气辅挤出的数值模拟模型,首次把气体作为单独相来分析,并将气体的可压缩性纳入实验研究的考虑范围内[12]。同时,还分析了气体压力[13]与壁面滑移条件[14]对气辅挤出成型的影响。但由于成型的挤出微管壁厚在百微米级别,有学者研究发现[15],当挤出成型制品的特征尺度低于1 mm时,将出现微尺度效应,即微尺度下的流体特征行为与宏观尺度下的行为出现偏差,传统的经验、理论和分析方法就不再适用[16-17]。2009年,Zhao等[18]对微尺度下熔体的流动情况进行了研究,并考虑了微尺度效应对熔体黏度等的影响,研究表明:微尺度下黏度与宏观条件下不同,研究微尺度熔体流动时,需要考虑黏度变化情况。例如2013年,娄燕等[19]基于宏观的Cross黏度模型,引入分子链段长度尺寸修正因子,建立宏观注塑流动与微观注塑流动的联系。分析了微观黏度对流动黏度、注塑压力、流速分布的影响。并通过实验验证了新黏度模型的可靠性,研究发现了特征尺寸减小、微观黏度减小的规律。有些学者认为必须对边界条件进行修正[20],宏观条件下熔体流动行为与微尺度下熔体流动行为有所差异,例如,在宏观流动行为下,熔体流动行为受到成型过程熔体壁面粗糙度、表面张力、熔体可压缩性、黏性耗散等因素影响很小,可以忽略不计,但在微观条件下,对于熔体成型来说,以上因素会严重影响成型质量,因此在进行微尺度熔体挤出成型方面研究时,不能忽略微观因素[21]。
1 有限元数值模拟的理论与方法
1.1 几何模型和网格划分
由于塑料微管为轴对称结构,为了节省计算内存消耗和提高有限元计算效率,采用沿流道方向的二维模型如图1所示进行计算,采用2D 1/2轴对称方法进行计算。在微尺度下,随着熔体壁厚不断的变化,熔体的可压缩性对微管成型的影响也在不断的变化,为了考虑其影响度,将熔体宽度BC设为四种不同的厚度(模拟中为1,0.8,0.6,0.4 mm)进行分析,外气垫层宽度AB仍为0.1 mm,内气垫层宽度CD仍为0.1 mm,内气垫层气体离开口模后在微管腔内的流动半径KJ为1 mm。图中,BLKC为熔体区域(BFGC为口模内的熔体区域,FLKG为口模外的熔体区域),AEFB为外气垫层,CGHD为内气垫层,GKJI为内气垫层气体离开口模后在微管内的气体流动区域。口模内气垫层长度AE为10 mm,口模外熔体长度FL为10 mm。假设熔体与气体流向为坐标Y轴方向,其有限元网格如图1b所示,为了提高计算精度,在口模入口、出口和末端,以及靠近壁面和界面附近,网格进行加密,上述模型的网格数为1 764。

图1 几何模型和网格划分模型
1.2 控制方程和本构方程
由于模拟时设置的温度为463 K,在此温度下根据气辅挤出过程中聚合物熔体和气体在口模内的流动特点,进行如下假设:
(1) 聚合物熔体视为可压缩非牛顿黏弹流体,气体视为可压缩牛顿流体;
(2) 通过计算气体雷诺数Re,即根据方程:

其中ρ为气体密度(取1个标准大气压下温度27℃时空气的密度为1.293 kg/m3)、d为气垫层宽度(气辅实验和数值模拟中,气体流道宽度均为0.3 mm)、η为气体动力黏度(取值为2.6×10-5Pa·s)、v为气体流速(实验测得形成稳定气体层的气体流速小于150 m/s),经计算此条件下气体雷诺数最大值约为2 237,根据湍流界定标准,当Re<2 300时,流动可视为层流,故本文中忽略气体的湍流流动。而熔体的流动基本为蠕动流,其流速相对较慢。因此,熔体和气体均视为稳态层流;
(3) 由于聚合物熔体的黏弹性高、流速低,而气体黏度和质量很小,故忽略惯性力和重力对两种流体流动的影响;
(4) 忽略气体与口模壁面以及与熔体之间的相对滑移;
(5) 忽略气体分子对熔体的渗透作用。
熔体和气体的控制方程如下:
式中,▽为哈密顿算子,kρ为密度,vk为速度矢量,pk为压力,τk为偏应力张量。
用PTT微分黏弹本构方程来描述聚合物熔体的流动特性,PTT本构模型为:

式中,ηr=η2/η为黏度比,其中η2为偏应力张量纯黏性部分对应的黏度、η为熔体总黏度;λ为熔体松弛时间;ξ为与熔体剪切黏度有关的材料参数;1τ▽和 1τ△为偏应力张量τ1的上随体和下随体导数;η1为熔体的非牛顿黏度;D为熔体形变速率张量。

其中,δⅡ为二阶单位张量,uⅡ是速度张量,▽是哈密顿算子,T是温度。
由于气体为可压缩流体,为了使得气体的偏微分方程组有解,采用密度-压力法,即:根据气体密度与压力之间的关系,用压力变量替代控制方程的密度变量,为此,将气体状态方程[22]引入进来,即:

式中,pII为气体压力,IIρ为气体密度变量,TII为气体温度,R为气体常数,其值R=287 J/kg·k。
在微尺度条件下,在考虑剪切变稀,黏性耗散及体积压缩等条件下,熔体的密度变化会对其流变性能产生很大的影响,因此必须考虑熔体的可压缩性,即:

其中,V(T,P)是在温度T和压力P条件下的比容,在此引入Tait方程[23]来描述其状态变化:

其中,V0是在零压下的比容,C为普适常数,对于聚合物一般为0.089 4;V1(T,P)为材料在固体状态下的比容修正值,B是反应材料压力敏感性参数。
1.3 边界条件
用fn和fs分别表示边界面的法向应力和切向应力,用vn和vs分别表示边界面的法向速度和切向速度。根据图1所示的基于气-液-气模式的塑料微管双气体辅助挤出成型沿流道方向的二维模型,进行如下边界条件设置:
(1) 入口边界:BC为熔体入口边界,AB和CD为气体入口边界。假设熔体和气体各自已经分别经过无气辅段和气道流动后,在熔体和气体入口处均已完全发展,即满足如下关系:其中,VX和VY分别为流体在X和Y方向的流速,熔体入口流率设为1.0×10-8m3/s,而可压缩气体入口采用压力入口边界条件。熔体入口边界BC温度为463 K,气体入口边界AB和CD的温度要等于或略高于熔体的温度,故设为463 K。
(2) 壁面边界:AE为口模壁面,DH和HI为芯棒壁面,假设气体与壁面无任何滑移,故满足关系:vn=vs=0。口模壁面温度与熔体温度相同设为463 K。
(3) 对称边界:Y轴(图1中为IJ)为模型的对称边界。
(4) 交界面:BF和CK为气体与熔体交界边界。忽略气体与聚合物熔体之间的相对滑移及表面张力对流体流动的影响,交界面两侧应力保持平衡,且流体流动没有穿透交界面,即满足动力学条件为:其中上标Ⅰ,Ⅱ分别为熔体和气体,n→为法向单位向量。由于交界面BF和CK温度的连续性,故设置其为交界面温度变化边界。
(5) 自由边界:EL为挤出口模后的熔体自由边界,满足的动力学边界条件为:fn=0,fs=0和vn=0。EL设置其为热交换边界,其中熔体与外界空气进行热对流交换满足如下关系:,式中q为热通量、k为热传导系数、h为空气自然对流系数,取值为5 W/m·℃、T为熔体本体温度、Tair为外界空气温度,取值为300 K。
(6) 末端边界:LK为熔体末端边界,KJ和EF分别为内外气体层的出口边界。在无外力牵引下,满足fn=0和vs=0。由于熔体和气体的出口温度未知,故两流体温度均设置为温度出口边界。
1.4 材料参数
所用的聚合物为聚丙烯(PP,牌号:K9015),熔点为163℃,密度为723 kg /m3。辅助气体是压缩空气。表1为用于数值模拟的聚合物和气体的物理性质,其中空气的物理性质参数是通过在标准大气压和190°C下查表获得的。

表1 熔体和气体的物理性质参数
1.5 软件和数值方法
在这个数值模拟中,用Gambit进行几何模型的建立以及网格划分,用Polyflow进行有限元数值模拟的分析,用CFD-POST进行后处理分析。
为了便于方程有解,采用2D 1/2轴对称的模型处理方式进行有限元计算,采用黏弹分裂格式(EVSS)结合流线迎风(SU)进行方程的求解。求解中,离散方程采用二次速度、线性压力和二次温度方法进行插值处理;为了使有限元计算最终收敛,计算中对熔体松弛时间和运动边界采用渐进方法进行设置,并采用Galerkin法进行迭代计算。对于挤出自由面,使用网格优化方法进行网格重画。
为了考虑熔体的可压缩性随熔体的壁厚的变化情况,将模型中熔体的壁厚设置为1,0.8,0.6,0.4 mm,同时为了保证熔体的壁厚被挤压在0.1~1 mm之间,在模拟中设置气体入口压力为10 000 Pa来进行分析,并在考虑了熔体的可压缩性与未考虑熔体的可压缩性两种情况下,对塑料微管成型的差异进行了对比分析。
2 数值模拟的结果与分析
2.1 可压缩熔体密度的结果与分析
在塑料微管双层气辅挤出成型的过程中,不同壁厚下的熔体的密度分布如图2所示。
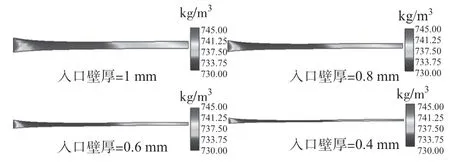
图2 不同壁厚下的密度分布
由图2可以看出,随着壁厚的不断减小,其密度变化基本相同。密度数值都在730 kg/m3到745 kg/m3之间变化,在口模内部,熔体的密度沿轴向不断减小,并且越接近熔体的外壁面,熔体的密度的减小速率就越快;口模外部的熔体的密度沿轴向不断增大,且越接近熔体外壁面,熔体的密度的增大速率就越快。如果不考虑熔体的可压缩性,其密度就为720 kg/m3恒定不变,在宏观尺度下,其对熔体流动性的影响可以忽略不计,但是在微尺度条件下,这种影响是不容忽视的。
2.2 可压缩熔体内半径的结果与分析
由图2可以看到,由于气体层对熔体的挤压作用较大,熔体的内半径在不断的增大。沿模型轴向,熔体内半径的增加幅度如图3所示,考虑了熔体的可压缩性比未考虑熔体的可压缩性熔体内半径的差值比如图4所示。
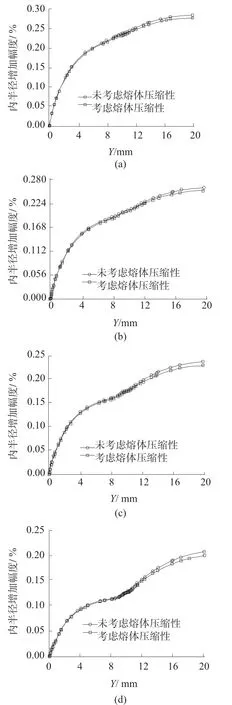
图3 熔体内半径的增加幅度
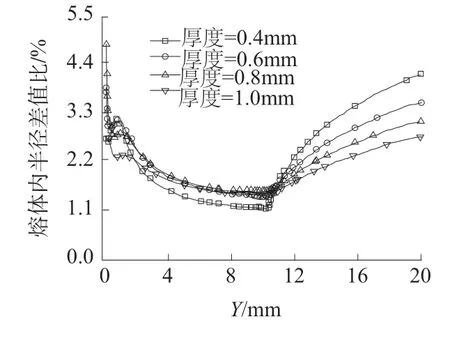
图4 熔体内半径差值比
由图3可以看出,在相同的气体入口压力下,熔体的入口壁厚越薄,其内半径的增加量越小。但是无论壁厚为多少,当考虑了熔体的可压缩性时,其内半径的增大量较未考虑熔体可压缩性时更小,而且在出口模后的冷却阶段,这两者的差异更加明显。
由图4可看出,考虑了熔体的可压缩性与未考虑熔体的可压缩性相比,在口模入口处其内半径变化量的差值比达到了5%以上,随后在口模内部气体与熔体相互挤压并且稳定的阶段,其内半径变化量的差值比逐渐减小,而且入口壁厚越薄其减小的速率越快。这是因为口模入口处是气体对熔体挤压效果最明显阶段,也是熔体壁厚变化最大阶段,这充分体现了考虑熔体的可压缩性时,熔体与气体的相互挤压导致熔体的温度升高,密度减小,而后熔体与气体不断地相互挤压并达到平衡状态的流变过程。
在口模出口处,其变化量的差值比由减小转为增大,而且壁厚越薄其变化越明显,随后其差值比不断增大,且入口壁厚越薄,其增大的速率越快。这是因为在出口模后的冷却阶段,考虑了熔体的可压缩性时熔体的密度在随着温度的降低不断增大,内气垫层气体流入微管腔内流动时对密度不断增大的熔体的挤压效果不断减小,最终两者的相互挤压达到平衡;而未考虑熔体的可压缩性时,由于熔体密度变化而影响熔体流动性能的这部分效果未显示出来,因此其内半径的增加量更大。
2.3 可压缩熔体壁厚的结果与分析
由于双层气垫层的挤压作用,由图2可以看出,熔体的壁厚在不断的变薄。沿模型的轴向,熔体的壁厚变化如图5所示,考虑了熔体可压缩性比未考虑熔体的可压缩性熔体壁厚的差值比如图6所示。
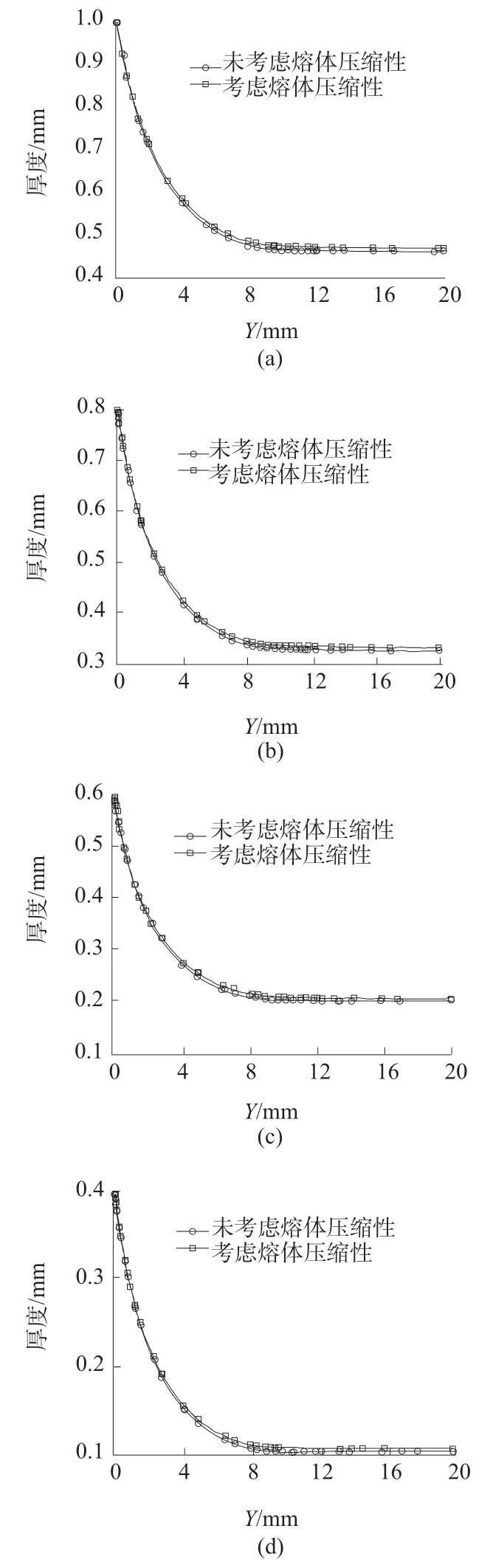
图5 熔体的壁厚变化
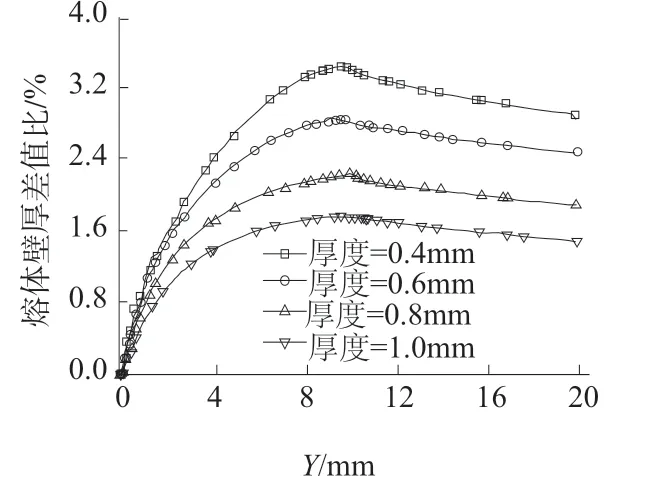
图6 熔体壁厚差值比
由图5可以看出,无论入口壁厚为多少,考虑了熔体的可压缩性与未考虑熔体的可压缩性相比,熔体的壁厚更厚,在出口模后,两者壁厚的差值逐渐增大。这是因为考虑了熔体的可压缩性即是将熔体与气体相互挤压时体积与密度的变化考虑了,在口模内部,气体挤压熔体,同时熔体对气体有相反的挤压作用,熔体的密度由于温度与压力的变化在不断的变化,而未考虑熔体的可压缩性即是忽略了熔体密度的变化这部分对其流变性能的影响。
由图6可以看出,考虑了熔体的可压缩性与未考虑熔体的可压缩性相比,在口模内部其壁厚的差值比在不断增大,在口模出口处达到最大,随后不断减小,这也是考虑熔体的可压缩性时,熔体被挤压时密度变化对其流变性能影响的体现。当入口壁厚为1 mm和0.4 mm时,其在口模出口处的壁厚的差值比达到了1.6%和3.2%以上,这说明随着入口壁厚不断减小,其壁厚差值比不断增大,这是因为熔体壁厚越薄,即尺度越小,微尺度效应体现就越明显。
2.4 可压缩熔体温度的结果与分析
沿模型轴向,熔体与内气垫层交界面上的温度,即熔体内壁面上的温度分布如图7所示。
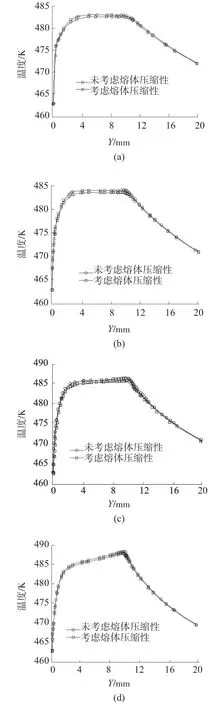
图7 熔体内壁面的温度分布
由图7可知,由于气体对熔体的挤压和剪切,熔体密度降低,且在口模内壁上温度升高,在入口压力相同时,熔体更易被挤压。熔体温升较低时密度更大,在受到同等挤压时形变更小。同时,入口壁厚越小,口模内温升越大,口模外温降也越大,熔体密度变化就越大,熔体可压缩性对其流变性影响就越大,这是熔体内半径增量更小、壁厚略厚的原因。
2.5 可压缩熔体X速度的结果与分析
沿模型轴向,熔体与内气垫层交界面上的X速度,即熔体内壁面上的X速度分布如图8所示。
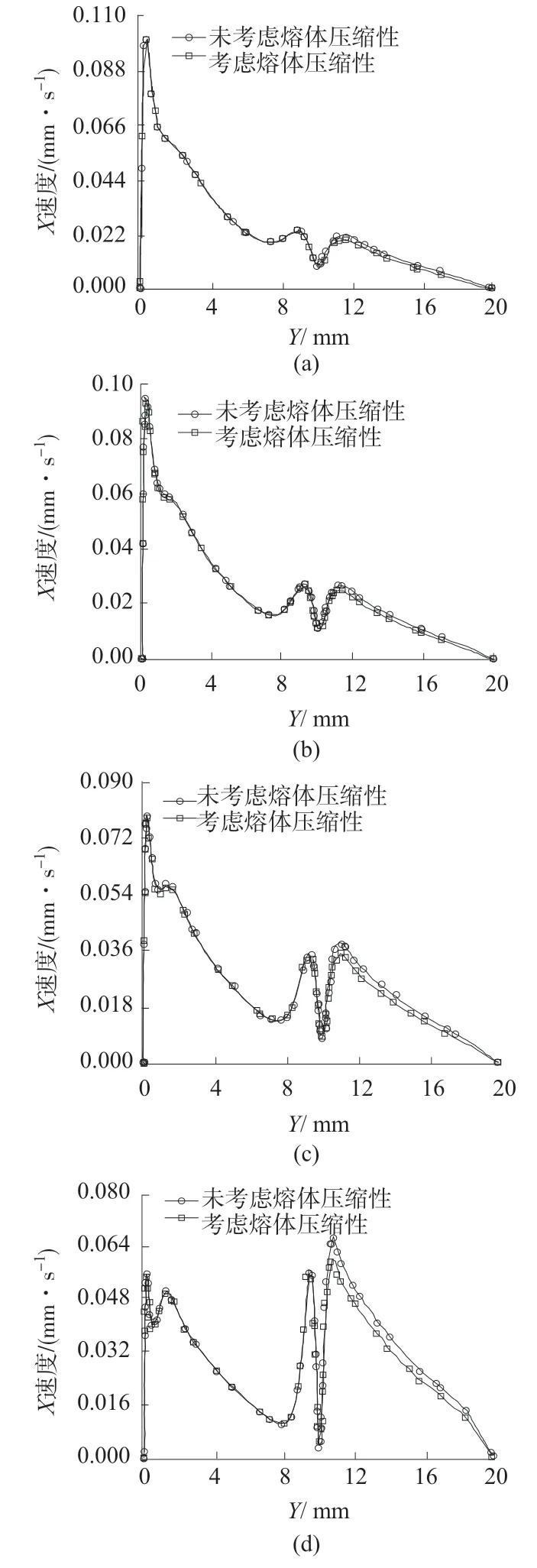
图8 熔体内壁面的X速度分布
由图8可以看出,考虑了熔体的可压缩性与未考虑熔体的可压缩性相比,在口模入口处,可以看到其内壁面上的X速度略小一点,随后在口模内部,其X速度基本没有差别,在出口模后,其内壁面上的X速度明显更小,这是其内半径产生上述变化的直接原因。
随着入口壁厚的减小,考虑了熔体的可压缩性与未考虑熔体的可压缩性相比,在口模入口处、口模出口处和出口模后,其内壁面上的X速度差增大,这是在考虑了熔体的可压缩性时,密度的变化对熔体与气体不断地相互挤压并且不断地达到平衡效果的影响,这个影响是未考虑熔体的可压缩性时所不能体现出来的;同时,熔体X速度变化的波动逐渐增大,尤其是在口模入口处与口模出口处波动尤其明显,这是尺寸效应对熔体挤出的影响,在微尺度下,熔体的壁厚越薄,其X速度变化越大,对熔体的成型的影响就越明显。
2.6 可压缩熔体Y速度的结果与分析
沿模型轴向,熔体与内气垫层交界面上的Y速度,即熔体内壁面上的Y速度如图9所示,考虑了熔体的可压缩性与未考虑熔体的可压缩性相比,熔体内壁面上的Y速度差如图10所示。
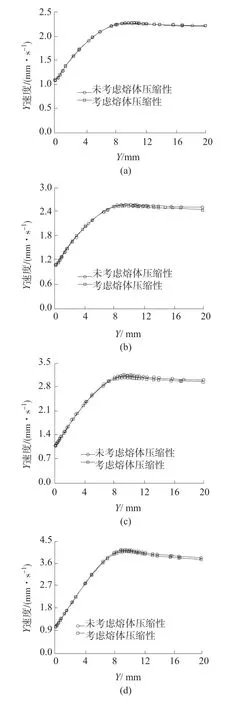
图9 熔体内壁面的Y速度分布
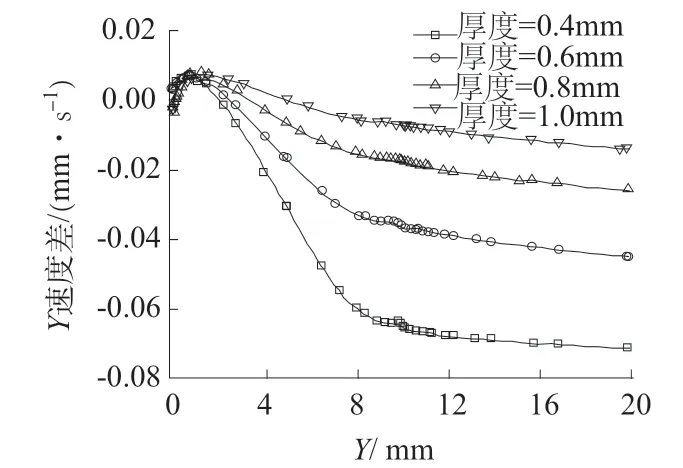
图10 熔体内壁面上的Y速度差
由图9可以看出,考虑了熔体的可压缩性与未考虑熔体的可压缩性相比,在口模内部,其内壁面上的Y速度没有明显差别,在出口模后,其内壁面上的Y速度更小。
由图10可以看出,随着入口壁厚的不断减小,考虑了熔体的可压缩性与未考虑熔体的可压缩性相比,其内壁面上Y速度差的变化不断增大,这是因为随着熔体的壁厚越来越薄,熔体可压缩性的影响就越来越明显。
在口模入口处,考虑了熔体的可压缩性与未考虑熔体的可压缩性相比,其速度差为正值,即其内壁面上的Y速度略大一点,这是因为在口模入口处,无论考虑与未考虑熔体的可压缩性,由上述壁厚分析可知熔体都迅速被压缩到相同的壁厚,熔体的温度升高,但未考虑熔体的可压缩性时,其密度不变,体积也不变,而考虑了熔体的可压缩性时,其温度升高,密度减小,体积增大,同时两者壁厚相同,增大的体积只能沿轴向被更快的挤出到口模外,因此其Y速度略大。随后在口模内部,其速度差为负值,即其内壁面上的Y速度更小一点,这是因为考虑了熔体的可压缩性与未考虑熔体的可压缩性相比,虽然其温度仍然有升高,密度减小体积增大,但由上述壁厚分析可知其壁厚的减小也愈加缓慢,因此其壁厚差不断增大,即其体积的增大不足以充满这个壁厚差所需要的体积,因此其Y速度的增大也愈加缓慢,其Y速度差为负值并且速度差越来越明显。
3 结论
(1) 考虑了熔体的可压缩性与未考虑熔体的可压缩性相比,其各个变量变化的值都非常小,但是在微尺度条件下,塑料微管的壁厚也非常小,极其细微的变化都会引起熔体的形貌产生很大的变化,这种变化往往是不能被忽略的。
(2) 熔体的可压缩性不仅影响了塑料微管挤出时X速度的变化,即影响了其壁厚,内半径等的变化;而且影响了塑料微管Y速度的变化,即会影响其挤出速度,牵引速度等的变化。这对尺寸极小的塑料微管的加工参数的设置有极其重要的影响,进而影响了微管的加工精度与加工质量。
(3) 在微尺度条件下,应用双层气垫层气辅挤出技术时,熔体与气体不断地相互挤压并且不断地达到平衡的过程是不能被忽略的,通过考虑熔体的可压缩性可以体现出这个过程,因此必须考虑熔体的可压缩性对塑料微管挤出成型的影响。
