火焰喷涂用Al-6Si 丝材热处理工艺及涂层性能研究
2022-02-07王彦军梁加宽冀晓鹃苗小峰张思源张鑫章德铭阴荫
王彦军,梁加宽,冀晓鹃,苗小峰,张思源,张鑫,章德铭,阴荫
(1.矿冶科技集团有限公司,北京 100160;2. 中国航发南方工业有限公司,株洲 412002;3.北京市工业部件表面强化与修复工程技术研究中心,北京 102206)
0 引言
Al-Si 合金由于质量轻、导热性能好,具有一定强度、硬度以及耐蚀性能,其快速凝固合金与涂层均有着广泛的应用[1-3]。丝材火焰喷涂主要是以金属、合金及复合丝材等为材料进行涂层制备技术,该类涂层可赋予基体表面新的性能(如耐磨、隔热、封严等),从而实现对基体表面的防护作用。铝硅丝材是一种铝硅合金材料,硅含量6 wt.%左右,其余为铝及少量杂质。以铝硅丝材为原料,采用火焰喷涂的方法可获得铝硅可磨耗封严涂层,涂层具有可磨耗性、耐冲蚀性、热稳定性、摩擦系数较小及抗氧化性等特点,是航空发动机的压气机机匣、涡轮转子外环、涡轮机匣、叶轮外罩等部位常用的喷涂面层。铝硅自熔性喷涂丝材的熔点为621 ℃,除了用于制备可磨耗封严涂层外,还可用于修复铝部件、修补铝铸件砂眼和修复铸铝用的铸型等[4]。本文通过拉拔技术制备满足火焰喷涂用的Al-6Si 丝材,重点对丝材成型退火工艺进行研究,并对比了与进口丝材喷涂的铝硅面层孔隙率、显微硬度、结合强度及热震性能等的差异,以期获得满足火焰喷涂铝硅涂层性能要求的Al-6Si 丝材。
1 试验过程及方法
1.1 原料的选取
本试验主要通过拉拔工艺制备Al-6Si 丝材,所用原料为φ5 mm 的铝硅合金线坯,化学成分见表1。

表1 铝硅合金线坯化学成分(wt.%)Table 1 Chemical composition of aluminum-silicon alloy wire billet(wt.%)
1.2 Al-6Si 丝材制备及喷涂试验工艺
铝硅合金线坯经过450 ℃、2 h 均匀化退火处理,以提升铝硅合金线坯的塑性变形能力,然后将退火后的丝材装入拉拔设备,进行4 道次冷拉拔和光亮化表面处理,直径从φ5 mm 拉拔至φ3.17 mm,最后进行成品退火处理。采用丝材火焰喷涂设备(Metco 6P,型号16E)喷涂制备镍铝底层和铝硅面层,底层喷涂丝材选用Metco 405A 镍铝丝材,面层喷涂丝材分别采用自制的Al-6Si 丝材和Metco SF Aluminum 铝硅丝材进行喷涂,并对两种涂层进行性能比较。镍铝丝材底层和铝硅丝材面层喷涂工艺参数均为:O2流量43 L/min,C2H2流量40 L/min,空气流量53 L/min,送丝速度900 mm/min,喷距150 mm。
1.3 分析测试方法
采用GALDABINI 公司QUASAR 型万能材料试验机对试样抗拉强度和伸长率进行测试;采用ZEISS HAL100 型光学显微镜对试样的金相组织进行表征;采用FEI 公司的QUANTA 400 型扫描电子显微镜(SEM)对Al-6Si 丝材截面形貌和涂层微观组织进行观察;采用WOLPERT 公司402MVA 型显微维氏硬度计对涂层显微硬度进行检测;采用WDW-100A 型微机控制电子式万能试验机进行涂层结合强度测试。
2 试验结果与分析
2.1 退火工艺研究
2.1.1 退火温度对铝硅合金线坯力学性能影响
本文制备火焰喷涂所需的φ3.17 mmAl-6Si 丝材,需将φ5 mm 的铝硅合金线坯进行拉拔减径。但由于铝硅合金线坯经过大变形量的轧制,合金内产生加工硬化,形变储能高,合金的塑性变形差,不利于后端的拉拔。因此,在进行拉拔前需对铝硅合金线坯进行退火处理,通过退火工艺可消除材料内部的残余应力增加塑性变形能力。试验对300~550 ℃恒温2 h 的均匀退火工艺进行对比,退火后对铝硅合金线坯的抗拉强度和伸长率进行测试,结果如表2 所示。

表2 不同退火温度铝硅合金线坯力学性能Table 2 Mechanical properties of Al-Si alloy wire billets at different annealing temperatures
由表2 可知,在退火温度300~450 ℃的范围内,随着退火温度的升高,抗拉强度从196 MPa 逐渐降低至 157 MPa,伸长率从17.6%增加至26.5%,该温度区间铝硅合金线坯抗拉强度和伸长率变化较大,但当温度从450 ℃升至500 ℃之后,抗拉强度从157 MPa 增加至 159 MPa,伸长率从26.5% 减小至25.2%,抗拉强度增加,伸长率减小。说明从300 ℃逐渐升到450 ℃,铝硅合金组织中晶粒再结晶生长,晶粒大小、形状逐渐趋于一致,合金的抗拉强度降低,伸长率逐渐变大,当退火温度达到450 ℃,合金组织均匀,塑性最佳。而当退火温度达到500 ℃时,铝硅合金的抗拉强度增加,伸长率减小,推测可能是组织中晶粒急剧长大[5],塑性变差。
2.1.2 退火温度对Al-6Si 丝材组织的影响
退火后的铝硅合金线坯由5 mm 减径拉拔至3.17 mm 获得成品丝材,但由于拉丝形变加工而造成残余应力,使丝材硬度增加,塑性变形能力变差,不利于丝材喷涂过程送丝,因此需对成品Al-6Si 丝材再次进行均匀化退火以及稳定晶粒尺寸。试验选用 300~450 ℃退火温度进行研究,退火时间1 h,对退火后的Al-6Si 丝材进行金相组织观察和分析,不同温度丝材截面的组织如图 1 所示。从图1 可以看出,300 ℃丝材晶粒分布不均,随着温度增加至400 ℃,晶粒尺寸变化趋于均匀,而当温度增加至450℃,晶粒长大明显,对丝材塑性产生不利影响。因此合适的成品退火温度为 400 ℃。图2 是退火后的丝材的外观和微观形貌分析。如图2 所示,所制备的丝材表面光滑,无肉眼可见毛刺、划痕及疤痕,有利于丝材火焰喷涂。从Al-6Si 丝材截面微观形貌可以看出丝材内部致密、无气孔、缩孔等缺陷。

图1 不同退火温度对成品丝材组织的影响:(a) 300℃;(b) 350℃;(c) 400℃;(d) 450℃Fig.1 Effects of different annealing temperatures on the microstructure of finished wires:(a) 300℃;(b) 350℃;(c) 400℃;(d) 450℃

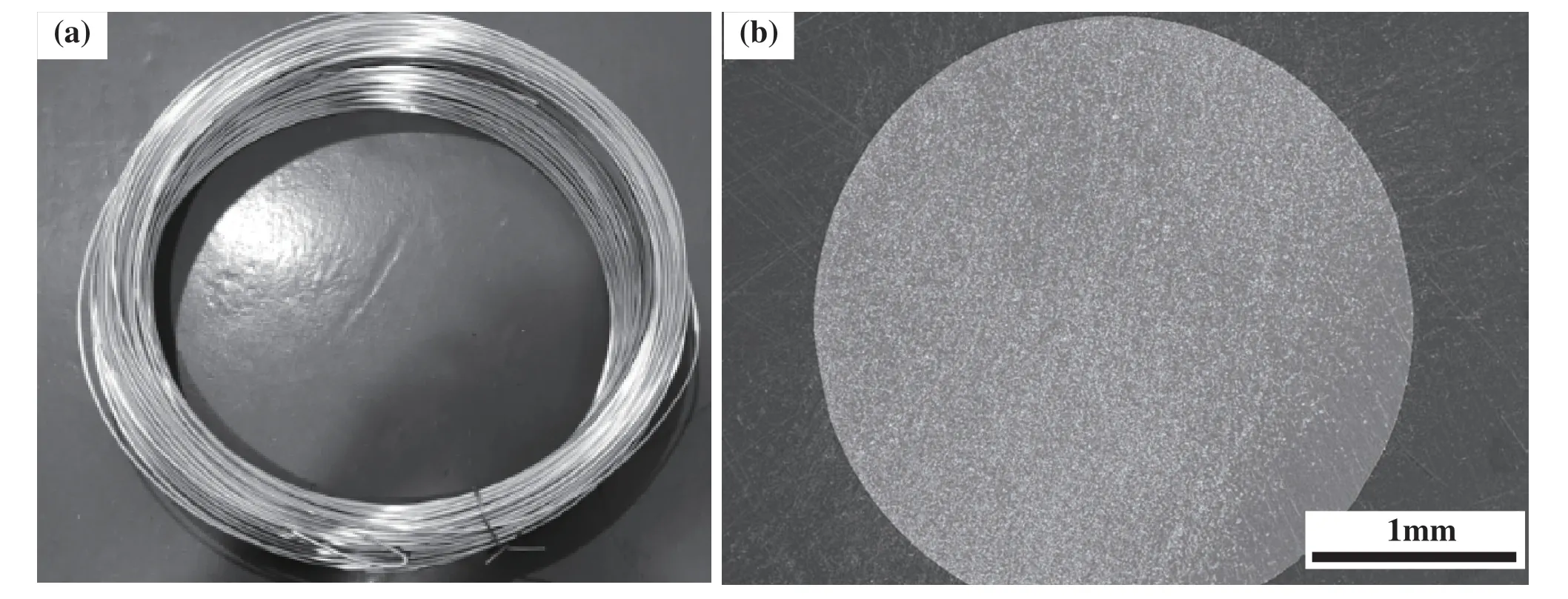
图2Al-6Si 丝材外观及截面微观形貌:(a) 丝材外观;(b) 丝材微观形貌Fig.2 Appearance and cross-sectional micro-morphology of Al-6Si wire: (a) wire appearance; (b) wire micro-morphology
2.2 涂层性能研究
2.2.1 涂层孔隙率分析
孔隙率是衡量涂层防护性能的关键指标[6],封严涂层的重要特点是具有可磨耗性能[7],孔隙的数量增加对涂层性能的影响主要有两个方面:(1) 提高可磨耗性能,随着封严涂层内孔隙数量增多,增加易碎结构[8],使刮削产物尺寸尽可能微细,涂层整体硬度、涂层与基体之间的结合强度均会下降,可磨耗性变好;(2) 增加隔热性能,密布微孔有效降低涂层的弹性模量缓解热应力,使涂层热导率下降[3]。但过多的孔隙会造成涂层结构极度蓬松,涂层之间内聚力极弱,没有足够的强度抵抗外部颗粒和高温气流的冲蚀作用,涂层易产生脱落。图3 是采用火焰喷涂后铝硅涂层微观形貌,可以看出研制的Al-6Si 丝材和进口铝硅丝材涂层微观形貌基本相当,两种丝材制备的涂层致密均匀,与镍铝底层界面结合良好,孔隙率4%~6%,满足了丝材火焰喷涂铝硅涂层孔隙率小于12%要求。
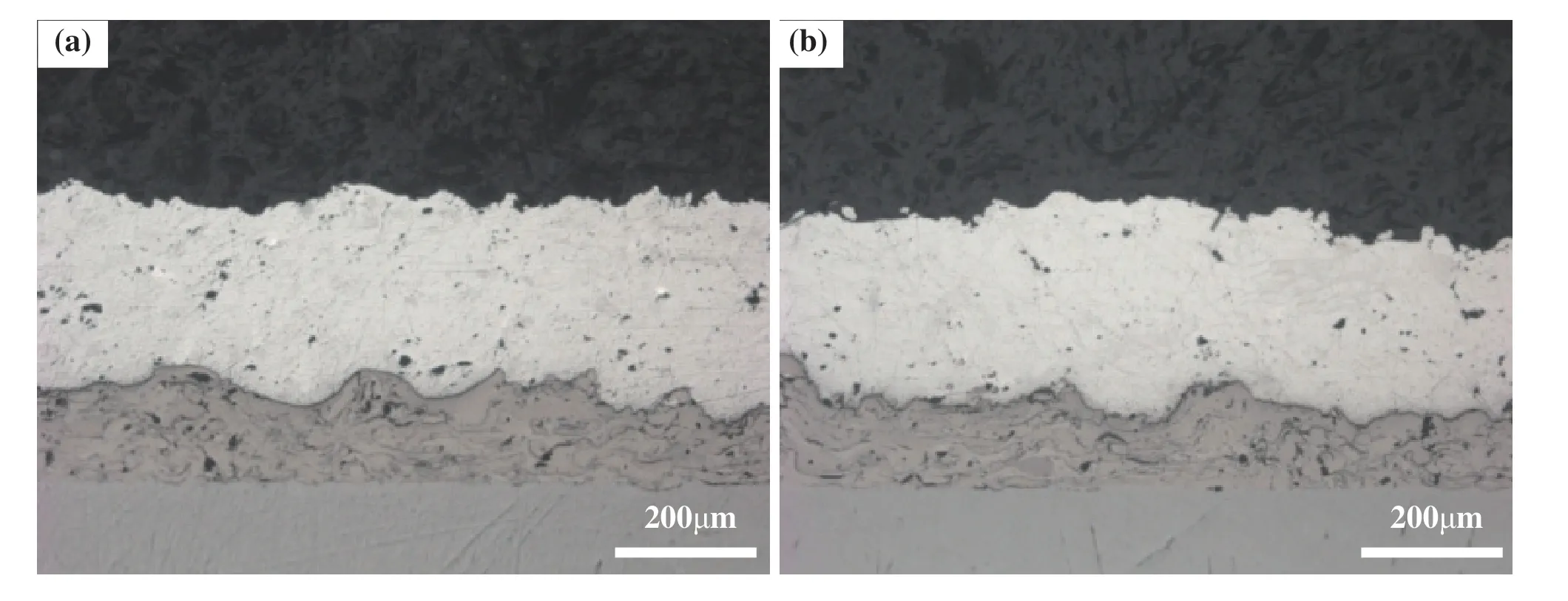
图3 铝硅丝材涂层微观形貌:(a) 自制Al-6Si 丝材涂层;(b) 进口铝硅丝材(Metco SF Aluminum)涂层Fig.3 Micromorphology of Al-6Si wire coating: (a) self-made wire coating; (b) imported wire coating
2.2.2 涂层显微硬度和结合强度
Al-6Si 丝材主要是应用于封严涂层,其正常工作温度应达到 650 ℃以上,这必须要求涂层与基体具有良好的性能匹配性、高温稳定性、较优异的表面硬度和结合强度。在实际应用中,铝硅丝材涂层其表面硬度 大于70 HV0.3,结合强度≥25 MPa,表3、表4 分别给出了研制的Al-6Si 丝材和进口铝硅丝材涂层的显微硬度及结合强度,两种涂层的显微硬度平均值分别为82.9 HV0.3和81.2 HV0.3,基本相当,制备的Al-6Si 丝材涂层结合强度为42.1 MPa,稍高于进口丝材35.3 MPa,满足封严涂层的使用要求。

表3 涂层显微硬度(HV0.3)Table 3 Coating microhardness(HV0.3)

表4 涂层结合强度(MPa)Table 4 Coating bond strength(MPa)
2.2.3 热震性能
将自制Al-6Si 丝材涂层和进口铝硅丝材涂层试片放入450±5 ℃的炉中保温,保温5~10 分钟后,迅速投入20±5 ℃水中淬冷,采用目视或10倍放大镜检查涂层外观,无起泡、分离、剥落和开裂现象,循环次数25 次。经25 次热震循环后,采用自制和进口铝硅丝材制备试片表面涂层均较完整,无起泡、分离、剥落和开裂现象,如图4所示。
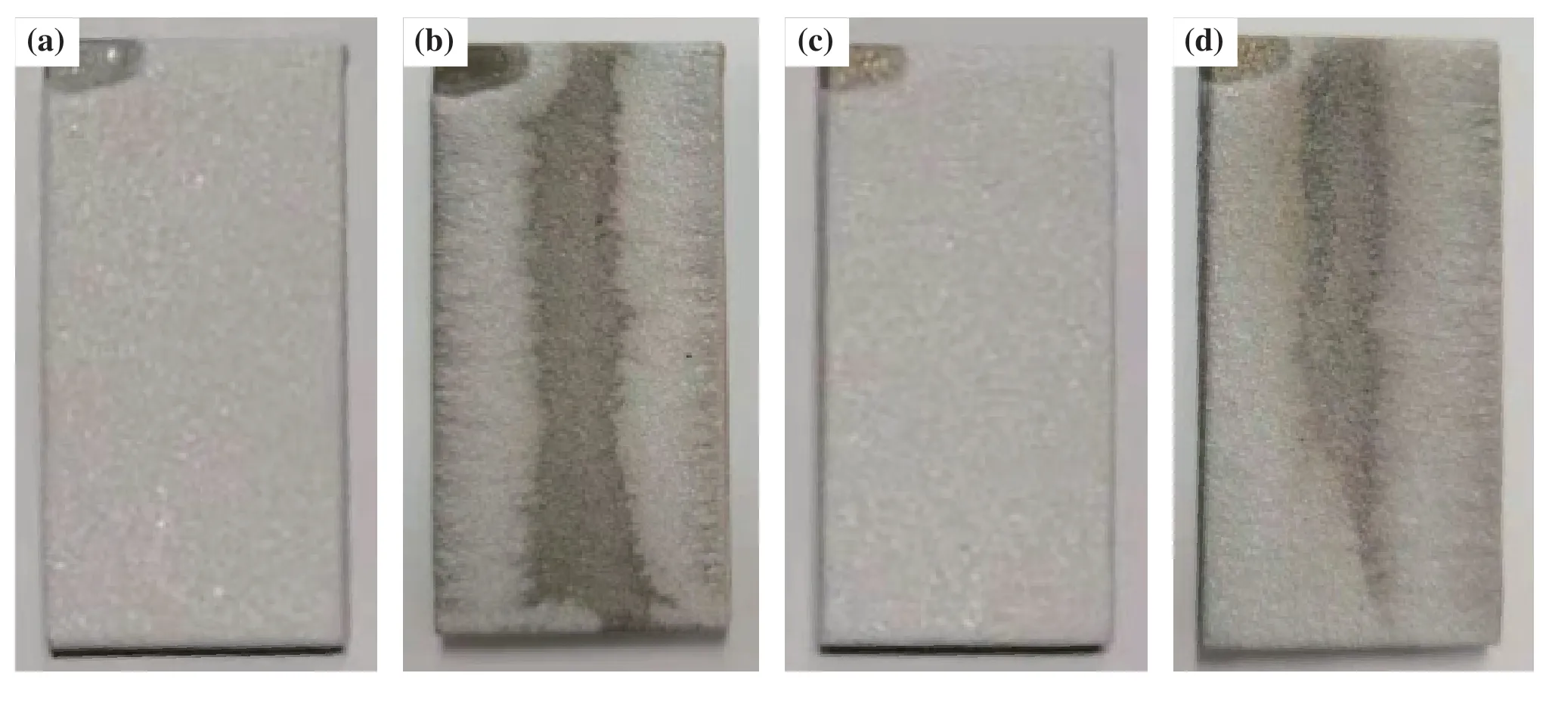
图4 热震试验前后涂层外观:(a)试验前自制Al-6Si 丝材涂层;(b)试验后自制Al-6Si 丝材涂层;(c)试验前进口铝硅丝材涂层;(d)试验后进口铝硅丝材涂层Fig.4 Coating appearance before and after thermal shock test: (a) self-made Al-6Si wire coating before the test; (b) self-made Al-6Si wire coating after the test;(c) imported Al-6Si wire coating before the test; (d) imported Al-6Si wire coating after the test
3 结论
(1) 经过退火,改善了铝硅合金线坯力学性能。退火温度300~450 ℃,抗拉强度从196 MPa 降低至 157 MPa,伸长率从17.6%增加至26.5%,退火温度升至500 ℃之后,抗拉强度增加,伸长率减小,塑性变差。
(2) Al-6Si 合金丝经过400 ℃退火处理,晶粒尺寸变化趋于均匀,而当温度增加至450 ℃,晶粒长大明显,对丝材塑性不利,因此合适的成品退火工艺为400 ℃。所制备的Al-6Si 丝材表面光滑、内部致密、无气孔、缩孔等缺陷。
(3) 采用自制Al-6Si 丝材和进口铝硅丝材进行喷涂试验,两种涂层孔隙率、显微硬度、结合强度及热震等性能基本相当,满足封严涂层应用要求。
