X80M 管线钢铜衬垫外根焊接头冷裂敏感性分析
2022-02-06文学汪宏辉钱建康卢英民郑亮雷正龙
文学,汪宏辉,钱建康,卢英民,郑亮,雷正龙
(1.中石化江苏油建工程有限公司,扬州,225009;2.国家管网集团建设项目管理分公司,廊坊,065000;3.廊坊中油朗威工程项目管理有限公司,廊坊,065000;4.哈尔滨工业大学,先进焊接与连接国家重点实验室,哈尔滨,150001)
0 序言
X80 管线钢具有高强度、高韧性以及良好的焊接性,是目前国内油气建设的主要用钢,在西气东输及中俄东线天然气运输等管道工程中有着广泛应用[1].冷裂纹是大直径X80 管线钢的焊接中需要解决的重要缺陷之一[2-3].影响焊接冷裂纹的主要因素有钢的淬硬性、氢含量以及焊接应力[4].钢组织的淬硬性取决于化学成分、板厚、焊接工艺以及冷却条件[5-6].基于低碳少量多合金化的设计思路,X80 管线钢具有较低的淬硬性,然而X80 管线钢具有的高强度以及油气管道的大厚度导致其焊接接头仍具有一定的冷裂敏感性[7].X80 管线钢焊接冷裂纹常出现在马氏体开始转变温度Ms点附近或更低的温度区间,多发生在100 ℃以下[8].学者们[4-5,9-11]常采用焊前预热的方式,得以避免焊接时出现的冷裂纹,但考虑到冷裂纹出现的延迟特征[12],仍然有必要对接头的冷裂敏感性进行分析.
大管径X80 管线钢可能的薄弱区为焊缝根部和热影响区[13],焊缝根部的应力集中容易导致底部开裂[14-15],对于热影响区,粗晶区经历了高温停留时间长、峰值温度高且冷却速度快的热循环过程,晶粒粗化严重,发生组织转变,产生大尺寸的奥氏体晶粒和M-A 组元[16-17],导致该区域发生脆化,冷裂倾向增大[18].在进行管道焊接时,包括对口间隙和错边量在内的装配工况条件不仅影响到焊缝中的化学成分,还会改变接头的热循环状态和残余应力分布[19],进而影响到接头的淬硬性,是影响接头冷裂敏感性的关键因素.
因此,重点研究错边量和对口间隙参数变化对接头冷裂敏感性的影响.对X80 管线钢的冷裂敏感性进行评价的方法有:碳当量法、Y 形槽裂纹试验、热影响区最高硬度法、插销试验和刚性约束裂纹试验[20].因此,采用碳当量法和热影响区最高硬度法进行表征,结合焊后横截面残余应力分布,确定接头的薄弱区域,分析不同装配工况条件对冷裂敏感性的影响.
1 试验方法
采用试验材料为X80M 管线钢,是X80 管线钢的一种,属于控轧控冷的供货状态,管径为1 219 mm.填充材料采用直径为1 mm 的美国LINCOLN 公司的ER80S-G 焊丝,试验材料化学成分如表1 所示.焊接用保护气体为50% Ar+50% CO2.

表1 母材及焊丝化学成分(质量分数,%)Table 1 Chemical compositions of the base metal and wire
采用SERIMAX SATURNAX 05 型焊机,采用铜衬垫外根焊全自动熔化极气体保护焊(gas metal arc welding,GMAW)方法进行多层多道焊接.图1为焊接接头形式和焊道顺序示意图.图1a 为焊接前的坡口形式示意图,壁厚22 mm,U 形坡口,坡口角度4°,坡口半宽度4 mm ± 0.2 mm,钝边高2 mm ± 0.2 mm,拐点圆弧半径2.4 mm,铜衬垫在根焊时置于母材底部焊缝处,辅助焊缝成形.图1b为13 层14 道的根焊加盖面层焊的焊接顺序.
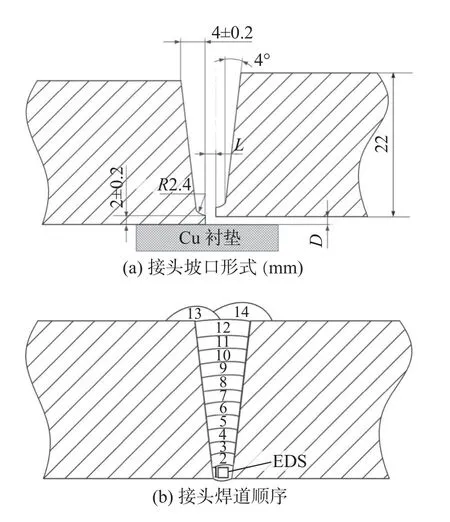
图1 焊接接头形式以及焊道顺序示意图(mm)Fig.1 Schematic of the welding groove and the welding sequence.(a) welding groove;(b) weld sequence
焊接时,采用控制变量法,主要研究错边量D和对口间隙L对X80M 管线钢接头冷裂敏感性的影响.一是在其它工艺条件为正常的情况下,改变错边量,即依据0 mm ≤D≤ 2 mm,2.1 mm ≤D≤ 3 mm 这两种条件进行焊接试验;二是控制其它条件不变,改变对口间隙,范围分别为0 mm ≤L≤0.5 mm,0.6 mm ≤L≤ 1 mm.具体4 种情况对应的试验条件如表2 所示.分别对不同装配工况条件下的管道焊缝位置截取焊缝横截面进行硬度测试,硬度试验采用维氏硬度仪,载荷98 N,加载时间15 s.
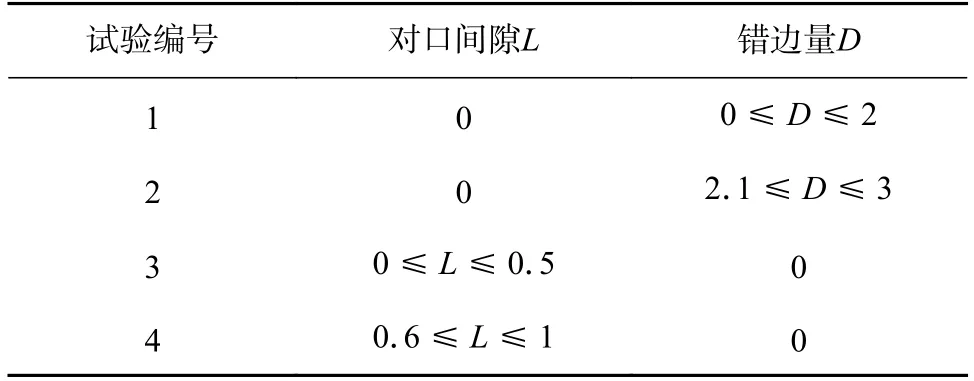
表2 装配试验条件(mm)Table 2 Workpiece mating variations conditions
基于热-弹-塑性力学理论的数值模拟方法可以预测焊后残余应力的大小和分布,有助于冷裂倾向分析[21-22].为了获得X80M 管线钢多层多道焊接接头的温度场和应力场结果,采用MSC.Marc 有限元分析软件进行焊接过程的模拟,采用直接热力耦合方法进行计算.根据试验所得的焊缝横截面形状尺寸进行建模,划分网格,获得有限元模型如图2 所示.首先,对无错边以及无对口间隙的装配进行建模,然后对单独改变错边量和对口间隙的装配工况进行了建模,考虑到计算结果精度及计算效率,采用从焊缝到母材的疏密过渡的网格划分方式,最小网格尺寸为0.5 mm.
焊接结构有限元模拟时,结构的拘束会影响残余应力分布,不合理的拘束容易导致模型变形或者计算不收敛.从X80M 管线钢管道焊接的实际情况考虑,在图2 焊缝横截面左侧母材的两个顶角处约束x,y,z方向位移,在焊缝右侧母材的两个顶角处约束y,z方向位移.

图2 不同装配条件下有限元模型Fig.2 Finite element models of the joints in different workpiece mating variations.(a) no misalignment and gap;(b) 3 mm misalignment and no gap;(c)no misalignment and 1 mm gap
通过“生死单元”技术进行焊缝金属的逐层填充.设定焊后冷却至室温20 ℃,材料采用的屈服准则为Mises 屈服准则.由于缺少焊丝材料的材料属性数据,且考虑到焊丝材料与母材成分差异较小,因此焊缝填充金属采用X80M 管线钢的材料属性代替,同时考虑到焊接过程中高温状态下材料属性的变化,设定随温度变化的材料属性[23],考虑到焊接方式为GMAW,因此采用了双椭球热源模型计算.
2 试验结果与讨论
2.1 碳当量法分析
为探索现场管道焊缝的装配条件(对口间隙和错边量)对焊缝根焊层区域冷裂敏感性的影响,对不同装配条件下接头根焊层区域进行能谱(energy dispersive spectroscopy,EDS)分析,对根焊层大小为3 mm × 3 mm 的方形区域内部多个位置进行点扫描分析,取其平均值作为根焊层的化学成分,如图1b 所示,获得不同装配条件下的接头根焊层化学成分,如表3 所示.

表3 X80M 管线钢外根焊接头根焊层成分(质量分数,%)Table 3 Chemical compositions at the root weld layer of the X80M pipeline steel outside root welding joints
钢中化学成分的变化会影响到组织的冷裂敏感性,为综合评价成分变化对冷裂倾向的影响,采用碳当量法评价冷裂敏感性,C 元素对冷裂敏感性的影响最为显著,而考虑到其它成分的影响,将不同元素的含量统一折算为碳当量,作为接头处冷裂纹倾向的评价指标.
试验采用的碳当量Ceq计算公式[8]为

由于C 元素相对原子质量小,在能谱测试中元素质量过轻将导致测量结果出现较大误差.在相同母材成分下各试样中原始含碳量基本一致,且在X80 低合金高强钢和焊丝中C 元素含量很低.因此在对各接头进行碳当量计算时消除C 元素的影响,仅计算其他合金元素带来的Ceq影响,这种消除C 元素影响的Ceq称为相对碳当量.相对Ceq计算结果如表4 所示.对比不同接头的相对Ceq碳当量数值,在相同对口间隙下,随着错边量的增大,接头相对碳含量数值几乎不变;错边量为0 mm 时,随着对口间隙增加,相对碳当量增加.对于4 号试样,对口间隙为0.6~ 1 mm 时,相对碳当量值超过了X80M 管线钢焊接接头的临界碳当量值0.4%[24],对口间隙增大约0.5 mm,临界碳当量增加16.6%,接头底部冷裂倾向增大明显.
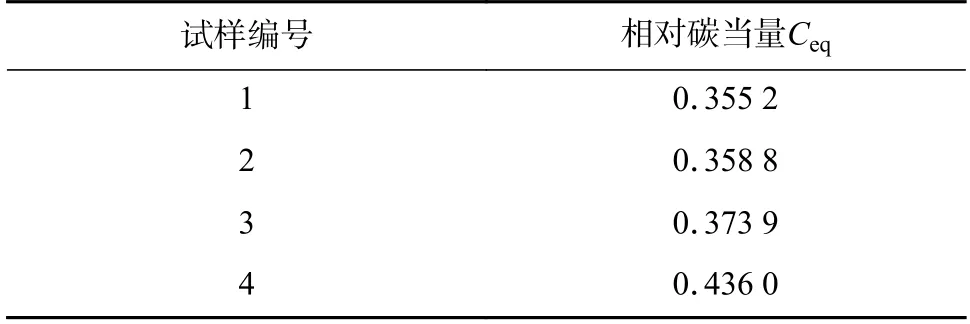
表4 X80M 管线钢外根焊接头根焊层的相对碳当量(%)Table 4 Relative carbon equivalent at the root weld layer of the X80M pipeline steel outside root welding joints
对口间隙主要从合金元素方面影响根焊层的碳当量,一方面对口间隙增加导致了焊丝填充量的增加,焊丝中具备更高含量的Cu 以及其它合金元素;另一方面,较大的对口间隙导致部分电弧热输入作用到铜衬垫,部分Cu 元素溶解到根焊层内.这两方面的因素综合导致了Ceq的提高,进而造成冷裂敏感性的增加.综上分析,增加错边量后根部焊缝冷裂敏感性增加不明显,而对口间隙增大会导致接头底部根焊层冷裂敏感性增大.
2.2 接头热影响区最高硬度法分析
X80M 管线钢强度级别高、板厚大,焊接接头的热影响区的脆化和裂纹倾向较大.在保证焊缝质量时,热影响区的组织性能就成为整个焊接接头的关键.
管线钢焊接时,冷裂纹常起源于焊缝热影响区中的粗晶区[8].在焊接过程中,该区域加热温度高,导致晶粒长大,其中的奥氏体组织在焊后快速冷却时相变,容易产生粗大淬硬组织.利用热影响区的淬硬倾向也可以判断冷裂敏感性,淬硬倾向通过热影响区最高硬度来判断.
对不同焊接条件下管道焊接的接头横截面进行硬度测试,硬度测试位置示意图如图3 所示,在每个试样上沿4 道线测量硬度值,其中线1 覆盖焊缝顶部盖面层,线4 覆盖焊缝底部根焊层.
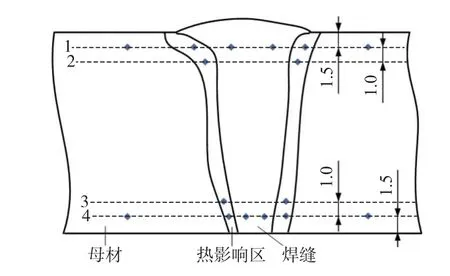
图3 硬度测试位置示意图(mm)Fig.3 Schematic of the testing position of hardness
不同焊接条件下接头在4 条线上不同区域的硬度值如表5 所示.观察到线2 和线3 对应位置的最高硬度值均小于线1 和线4 对应位置的硬度值,说明在焊缝底部根焊层附近以及焊缝顶部盖面层附近的热影响区硬度值最大,淬硬倾向最大.图4为试样1,2,3 和4 在顶部盖面层(线1)和底部根焊层(线4)的硬度分布曲线.从硬度分布曲线4b 中分析试样的根焊层硬度可以看出,各试样在根焊层的硬度分布整体趋势均呈现为中间高两端低,即焊缝区域硬度最高,硬度值随着距离焊缝中心的距离增加而减小.根焊层热影响区的最高硬度依次为220,220,231 和242 HV,错边量增加,根焊层热影响区硬度不变,而对口间隙增加导致根焊层热影响区淬硬性增加.4 组试样的热影响区最高硬度点均分布在接头的盖面层位置,表明在相同的存放和服役条件下,接头的盖面层热影响区可能表现出更高的冷裂纹敏感性,这与焊接接头不同区域的冷却速率有关,该工艺为根焊热焊同步进行(前后焊炬间隔6 cm),热焊对根焊起到了一次“回火”的作用,而盖面层焊接完实施的是环境温度中自然冷却,因此盖面层区域的冷却速度相对较快.

图4 接头横截面显微硬度分布曲线Fig.4 Microhardness distribution curve at the joint cross-sections.(a) top cover layer of the joint;(b)root weld layer at the bottom of the joint

表5 不同装配条件下X80M 管线钢外根焊焊缝硬度(HV)Table 5 Hardness of the X80M pipeline steel outside root welding weld in the different workpiece mating variations
根据热影响区最高硬度法判断,热影响区最薄弱位置为盖面层附近热影响区,存在最大的淬硬性,因此该区域具有最大的冷裂敏感性,而根焊层附近热影响区也有一定的淬硬性,冷裂敏感性较盖面层热影响区小.错边量的增加会显著增大热影响区的冷裂敏感性.
2.3 焊后残余应力分析
通过模拟结果分析了错边量和对口间隙对焊接后残余应力的影响,进而判断装配条件对接头冷裂倾向的影响.图5 为多层多道焊接过程中不同焊道的熔池轮廓变化过程及最终的温度场熔合线验证结果,设置钢熔点1 500 ℃作为熔合线,为了验证模拟结果的准确性,采用熔池尺寸对比方法[21-25]对比了模拟熔池结果与实际熔池横截面结果的差异.从测量结果对比发现,模拟焊接熔池的熔合线与实际焊接熔池的熔合线位置的误差仅为3.34%,证明了模拟结果的准确性.依据温度场结果进行应力场计算,图6 为拘束情况下焊后残余应力分布云图.不同装配条件下焊缝均表现为接头上部盖面层区域及附近热影响区应力最大,而在焊缝底部位置,残余应力较小,错边量的变化对接头残余应力分布影响较大,而对口间隙的变化影响不明显.存在较大错边量时,在图6b 所示的接头上、下凹角处均存在着较大的应力集中,应力最大超过了440 MPa.

图5 不同焊道的熔池轮廓及熔合线验证结果Fig.5 Weld pool profile and fusion line verification results of different weld passes

图6 X80M 管线钢接头焊后等效残余应力分布云图Fig.6 Equivalent Von Mises stress cloud chart of the X80M pipeline steel joint after welding.(a) no misalignment and gap;(b) 3 mm misalignment and no gap;(c) no misalignment and 1 mm gap
图7 为X80M 管线钢接头焊后横向应力分布云图.焊缝从顶部到底部依次受到横向拉应力、压应力以及拉应力,在盖面层附近热影响区、底部根焊层及附近热影响区均存在着横向拉应力.对于这几个冷裂敏感性较大区域,横向拉应力的存在会导致冷裂倾向的进一步增加.
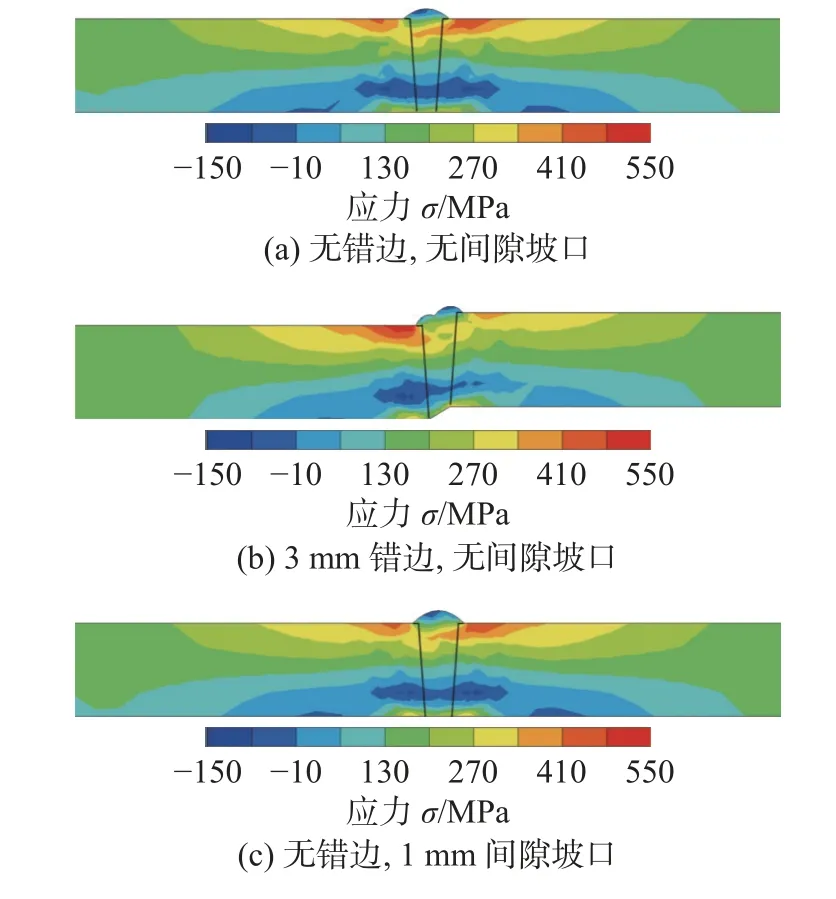
图7 X80M 管线钢接头焊后横向应力分布云图Fig.7 Transverse stress cloud chart of the X80M pipeline steel joint after welding.(a) no misalignment and gap;(b) 3 mm misalignment and no gap;(c) no misalignment and 1 mm gap
从装配工况条件变化造成的影响来看,错边量增加导致接头应力不对称分布,在顶部盖面层左侧和根焊层右侧热影响区造成拉应力集中[19].表5 中顶部盖面层淬硬性最大,而在该区域的应力集中使冷裂敏感性进一步增加.
图8 为3 种装配条件下的接头横截面应力分布曲线.在接头存在的盖面层热影响区、根焊层以及附近热影响区这几个薄弱区域,均存在着较大的残余拉应力,均会导致更大的冷裂倾向.图8a 和图8b 分别为盖面层在焊后沿着虚线位置分布的残余应力和横向应力,观察到错边量对应力分布的影响最明显,错边量的增加明显提高了热影响区的残余应力,此外在焊缝盖面层左侧热影响区,即错边量导致的接头上部凹角应力集中区域,存在的横向拉应力最大为517 MPa,接近X80M管线钢的屈服强度550 MPa.研究表明,断裂临界应力往往会低于屈服强度[26].因此,考虑到对应区域本身较大的淬硬性,较大的横向拉应力会导致裂纹更容易在此处萌生并扩展,导致冷裂敏感性增加.对口间隙的增加对盖面层区域的应力分布影响不大,应力的分布和大小与无错边、无间隙装配条件下的情况相似.

图8 3 种装配条件下接头横截面应力分布曲线Fig.8 Stress distribution curves in cross section of the joints in three workpiece mating variations.(a) equivalent Von Mises stress distributed along the cover layer;(b) transverse stress distributed along the cover layer;(c)equivalent Von Mises stress distributed along the root weld layer;(d) transverse stress distributed along the root weld layer
图8c 和图8d 分别为焊缝横截面上沿着根焊层分布的残余应力和横向应力.在根焊层及附近热影响区,错边量的增加会导致焊后残余应力明显增加,横向应力增加且不对称分布,在形状急剧变化的根部凹角处存在着较大的应力集中.错边量从0 mm 增加为3 mm,其焊缝区根焊层残余应力最大值从225 MPa 增加到343 MPa,增加了52.4%,而横向拉应力最大值从257 MPa 增加到320 MPa,残余应力和横向拉应力的增大均会导致冷裂敏感性的增加.对口间隙增加,根焊层应力几乎没有变化,而根焊层附近热影响区的横向拉应力及残余应力有所提高,造成该区域冷裂敏感性的增加.
应力分析结果表明,对口间隙增大对残余应力的分布状态影响较小,而错边量增大,会导致焊缝整体残余应力的峰值提高,同时也导致了焊缝凹角区域的应力集中,这是由于错边导致的焊缝形状变化造成的.从图8a 和图8c 可知,在顶部焊缝左侧的凹角以及根焊层底部右侧形成的凹角区域,错边量增大均导致了残余应力的明显增大.
3 结论
(1) 在采用铜衬垫外根焊进行X80M 管线钢全自动熔化极气体保护焊接过程中,增加对口间隙和错边量均会导致接头冷裂敏感性增加,而错边量的增加为主要原因.
(2) 碳当量分析法表明,当对口间隙从0~0.5 mm 增大至0.6~ 1 mm 后,根焊层相对碳当量增加16.6%,导致冷裂敏感性增加,而错边量提高造成的影响较小.
(3) 采用热影响区最高硬度法得出,热影响区最薄弱位置为盖面层附近热影响区,存在最大的淬硬性,因此该区域具有最大的冷裂敏感性,当错边量从0~ 2 mm 增加到2.1~ 3.0 mm 时会显著增大热影响区的冷裂敏感性.根焊层附近热影响区也存在一定的冷裂敏感性.
(4) 焊后残余应力计算分析表明,错边量的增加会提高根焊层、根焊层热影响区和盖面层热影响区的残余应力,导致在形状急剧变化的凹角处产生应力集中,造成冷裂敏感性增加.
