预制清水混凝土饰面技术的研究与应用
2022-02-03WANGLi
■ 汪 力 WANG Li
0 引言
近年来,随着建筑业整体的转型升级,装配式建筑在国内得到快速发展,其中,以预制混凝土建筑及相关技术为主要发展方向。为了支撑预制混凝土建筑的落地,以及满足装配式建筑的建造需求,预制构件工厂如雨后春笋般在全国范围内大量建立。由于预制混凝土产品种类单一,主要为叠合楼板、预制墙、预制楼梯等,企业主要通过降低价格来占领市场,使得很多预制厂陷入了持续亏损的恶性循环中。
清水混凝土采用混凝土浇注工艺一次成型,其表面不做其他处理,以混凝土表面的自然效果为最终成型面[1]。传统的清水混凝土在施工现场进行浇筑,但由于现场影响因素多、控制难度大,对清水混凝土的饰面效果提出了巨大挑战。相比而言,预制构件工厂具有人员素质高、管理体系健全、受天气影响小等优点,为实现良好的清水饰面效果提供了较好条件。同时,预制清水混凝土构件的成功生产也可以提高预制构件工厂的核心竞争力,实现产品差异化的竞争优势。
1 预制清水混凝土构件简介
预制清水混凝土构件是在工厂传统预制混凝土构件的生产设备基础上,通过原材料控制、配方改进、模板制作、混凝土养护、成品保护等多个环节进行管理,生产满足要求的相关清水构件产品[2]。根据造型的不同,清水饰面可分为光面清水混凝土构件和造型清水混凝土构件。其中,光面清水混凝土构件采用浇筑工艺,预埋装饰线条、螺栓孔洞等一次成型;造型清水混凝土构件则采用反打工艺浇筑成型,其可用于反打造型技术的模具包括有机硅模具、聚氨酯模具、硬化塑料模具等。本文将结合中建科技湖州工厂和徐州工厂的生产特点,分别开展光面清水混凝土构件和木纹清水混凝土构件的研发、生产工作,以满足不同预制构件的清水装饰需求。
2 原材料及模具
普通混凝土可进行二次处理。对于表面出现的部分质量问题(如蜂窝麻面、钢筋外露、孔洞、气泡等),在不影响结构安全性的前提下,均可进行修复。
清水混凝土则不同,其成型面即装饰面,若结构偏差超过标准,或者表面的平直度、光滑度、色差均一性、线条流畅性等出现问题,都会影响最终的装饰效果。基于对现浇清水混凝土的实践经验,为达到最佳的饰面效果,需要从原材料的选择、配合比的调配、模具的选择及施工、混凝土工艺、养护制度的优化等多方面进行系统控制,其中,又以原材料和模具的选择为关键因素。
2.1 质量通病
2.1.1 外观质量问题
由原材料选择不当、配合比不合理导致的外观缺陷问题,会对清水混凝土饰面效果造成直接影响。因此,有必要对清水混凝土的质量缺陷及其产生原因进行分析。如表1 所示,本文主要从原材料和配合比两方面进行系统归纳。
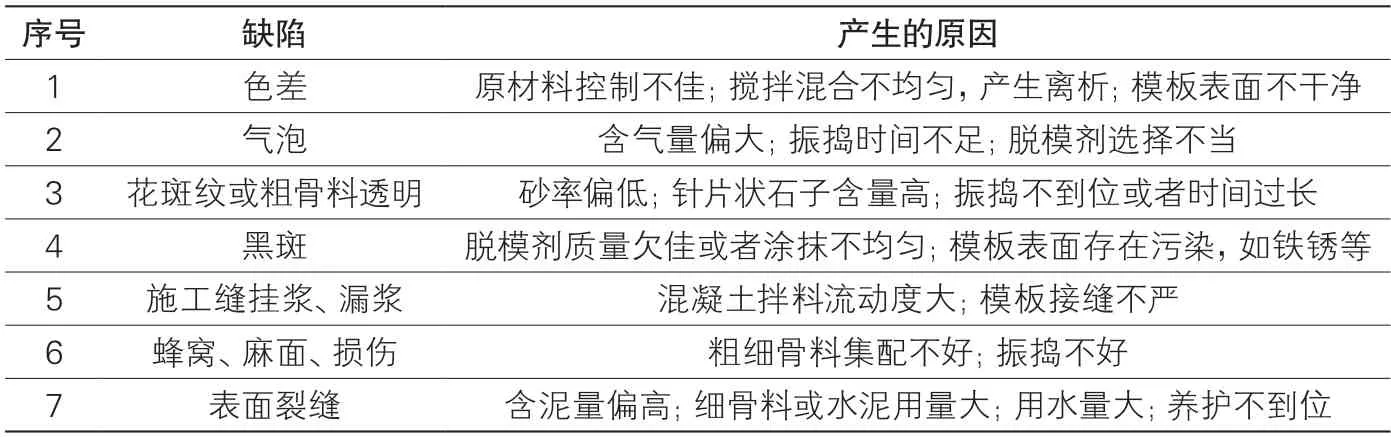
表1 清水混凝土外观质量缺陷[3]
2.1.2 耐久性问题
普通混凝土浇筑完毕后,表面会覆盖装饰材料,以避免混凝土因裸露于空气中而受水汽等环境因素的影响;特别是置于室外环境中,可有效避免紫外线、风、霜、雨、雪等的侵蚀。清水混凝土正好与之相反,其成型面将直接与周围环境接触,为保证清水面的装饰效果和整体工作性,会对其耐久性提出更高要求。
2.2 原材料的选择
清水混凝土为保证整体效果,避免色差、不均匀性的出现,需要保证原材料能够充分混合,因此,在原材料总体把控原则上应尽量保证是同一批次;有条件的情况下,可对入库的干粉料首先进行预混合。
2.2.1 水泥
水泥是混凝土中最主要的胶凝材料,一般采用普通硅酸盐水泥即可,但要对水泥强度、体积安定性、凝结时间等主要技术指标进行检验合格后方可使用。
2.2.2 集料
在满足强度和工作性的前提下,尽量降低砂率,使混凝土中有足够的粗骨料。粗骨料应集配良好,不宜掺量过多,且粒径不宜过大,否则会导致水泥砂浆无法有效包裹粗骨料表面和填充空隙,从而造成蜂窝、麻面等外观缺陷,并产生局部阴影等色差问题。骨料的含泥量应严格控制,过高的含泥量会导致骨料与水泥浆料的过渡区形成薄弱区,不仅会增加混凝土收缩,还会降低混凝土的抗压、抗拉强度,造成不利影响。集料提前用水清洗并阴干,以减少含泥量;粗骨料粒径控制在15~25 mm,在满足强度的要求下,应尽量采用砾石,严格控制针片状含量;细骨料选用中砂,应尽量采用无碱活性的河砂。
2.2.3 掺合料
原则上不采用粉煤灰作为掺和料,如在特殊环境下必须使用时,需采用二级及以上优质粉煤灰。矿粉因含铁量高,会使成型后的清水混凝土表面产生变色,引起色差等问题,因此,严禁在清水混凝土中加入。
2.2.4 外加剂
氯离子会加速钢筋锈蚀,对混凝土的耐久性产生不利影响,因此,不应采用含氯的外加剂。同时,为保证混凝土的工作性,原材料混合分布应更加均匀,以减少大气泡的产生;应尽量采用集高效减水、缓凝、早强等功能为一体的复合外加剂。
2.3 模具
对于清水混凝土质量的优劣,最主要、最直接的评价标准是其表观质量的高低;而表观质量与模具性能紧密相关,因此,合适的模具性能对清水混凝土的整体效果起到关键作用。根据以往经验,清水混凝土用模具需要满足以下技术条件:①模具表面应平整顺滑,无变形、翘曲;②有足够的强度和刚度;③如在重复使用中发生模具破坏变形,需及时进行修复或者采用新的模具;④重量轻、拼缝及拼接工作量少;⑤模具应精度高,操作方便,有条件的可采用标准化的拼装工艺;⑥模具的周转次数高;⑦ 耐水、耐热、耐老化和阻燃性能好。通常,从面板材料选择、模具结构设计、面板拼缝处理等几方面进行考虑,选择合适的模具。
2.3.1 面板材料的选择
实践表明,采用覆膜木胶板、钢板作为面板材料时,在清水混凝土表面能够起到较好的效果,但两者在材料性质、与混凝土的接触机理、与脱模剂间的结合机理和涂覆均匀度等方面均有所不同,上述因素必须根据工程实际特点统筹考虑。
2.3.1.1 钢材面板
钢材面板具有以下优点:①钢材品质均匀、平整度好且表面平滑,有利于混凝土表面的平整和顺直;且板面污物易清理,脱模剂涂刷的均匀性较好控制,不易粘模,因而不易导致混凝土麻面、蜂窝、气泡等表面外观缺陷。②钢板的整体强度和刚度较好,则成型模板的整体尺寸稳定性和侧向挠度好。③钢材具有一定的弹性和塑性变形能力,能够多次承受冲击、振动等荷载。若振捣工艺合理且振捣时间控制较好,则采用钢模板成型的混凝土表面气泡少,整体平整光滑,不易出现表面缺陷。
此外,钢模也存在着一些缺点,如自重较大、施工工序比较繁琐、初始投入费用高、需要经常除锈等。
2.3.1.2 木材面板
木材是一种可再生资源,其自身性能较突出,具有优异的弹塑性,能够承受冲击和振动等持续性影响;且轻质高强,使用时不受季节、地区和环境温度等条件影响,可周转使用次数多、投资少、易加工。
但木材也存在着一些缺点:①木材的构造不均匀及各向异性导致木模具平整度不高,不利于混凝土表面的平整度和顺直度;②木材容易吸湿、吸水而导致力学和物理性能变化,造成模具整体刚度差,不易控制模具尺寸和侧向挠度;③木材收缩变形及边缘变形大,拼装处的板缝可能产生变形,致使水泥颗粒流出,造成砂线缺陷。
针对传统木模具存在的缺点,特别是吸水率高引起的各种问题,本研究采用碳化木作为木纹混凝土的模具。碳化木是一种特别适合于清水混凝土的面板材料,它对普通木材表面进行高温碳化处理形成碳化层,解决了普通木材含水率高、易吸水、材质稳定性差、易变形等缺点。
2.3.2 脱模剂
脱模剂主要包括水性脱模剂和油性脱模剂,两者的区别主要在于采用的原材料和具体的使用方法不同。相比于油性脱模剂,水性脱模剂操作环境较好,气味低、污染小,涂刷后可在模具表面形成连续的隔离膜,从而有效避免混凝土与模具的直接接触,并有利于气泡的迅速排出,避免混凝土硬化后出现气孔。
3 预制光面清水混凝土构件
依托中建科技湖州工厂的预应力生产线,采用先张法进行预应力预制光面清水混凝土挂板的研发、生产和工程示范。与传统混凝土挂板相比,预应力预制混凝土挂板的墙板厚度更薄、板体更大,性能也更加优异。
3.1 设计原则
鉴于清水混凝土既是混凝土结构又是装饰面的做法,在其设计和施工环节,要以装饰装修的设计及管理为理念,同时兼顾结构安全。这里主要以湖州某办公楼为例,通过将其外立面整体效果、螺栓孔布置、装饰线条、板间拼缝设计、连接节点设计等多方面相结合,对预制构件进行系统设计,以满足装饰效果。考虑到现场施工的实际情况,特意设计了两种装饰线条造型,一种是有竖横向装饰线条的墙板,另一种只有横向装饰线条;预应力墙板间通过打胶来实现不同的整体装饰效果。同时,为了充分发展预应力墙板的优势,将墙板的厚度控制在6 cm,并局部加肋以满足墙板从生产、脱模、吊运、安装等正常工作情况下不同工况的需要。
3.2 工厂生产
相比于现场浇筑的清水混凝土,预应力预制混凝土不仅可以提高混凝土的抗裂性和整体刚度,还能减轻构件自重,提高混凝土的耐久性,并能有效降低造价。本项目以现有的先张法预应力生产线为依托,进行清水预制挂板的生产,其生产工艺流程如图1 所示。
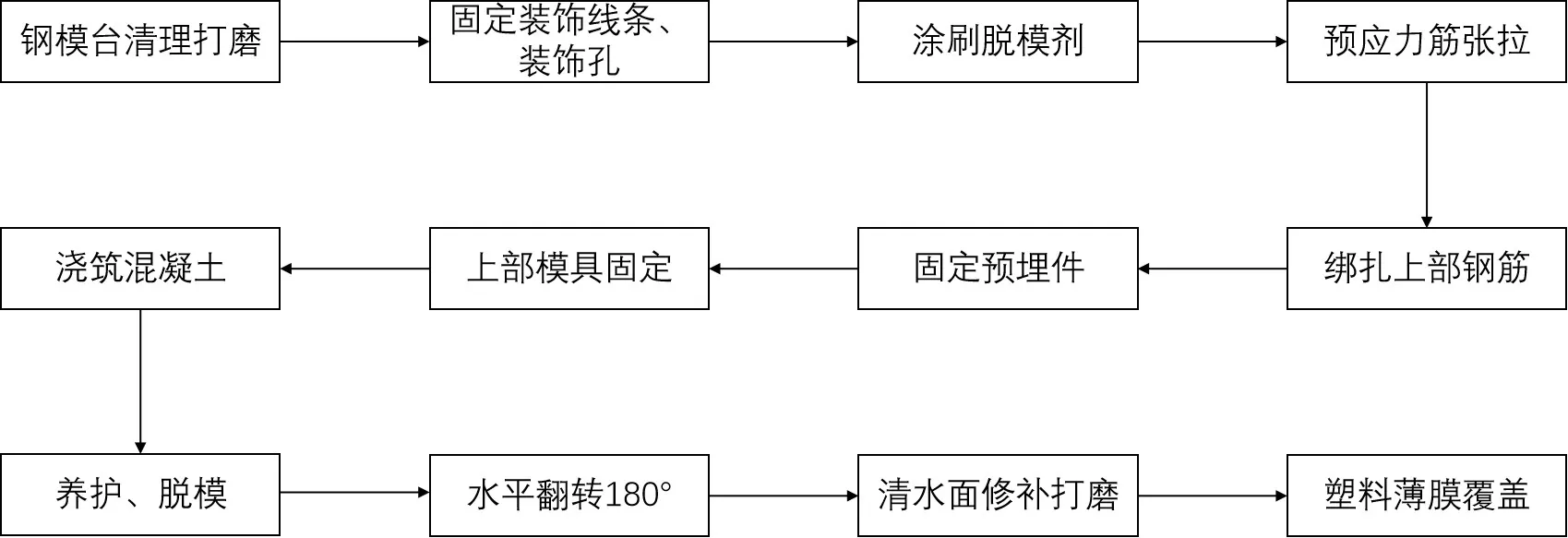
图1 预制力预制清水挂板生产工艺流程图
3.2.1 钢模台清理打磨
因预应力生产线的模台一直处于构件生产中,模台表面产生的钢锈使其表面不够光滑整洁,从而对清水混凝土的表面效果造成不利影响。因此,需对钢模台进行严格控制:首先,对钢模台的平整度误差控制在±2 mm 以内;其次,人工打磨抛光,先局部后整体,保证钢模台表面平整光滑;最后,涂刷油脂进行模台保护,并于使用前2~4 h,用洗衣粉将钢模台上的油脂清洗干净,并用布将多余水分擦洗干净,等阴干后再使用。
3.2.2 固定装饰线条、装饰孔
如图2 所示,装饰线条和装饰孔应定位精准且便于脱模,以保证外立面的装饰效果;特别是装饰线条,必须保证线条的平直。考虑到钢模台未来的重复利用以及其他产品的需求,决定采用PVC 装饰线条,并内嵌磁性条,在保证精准固定的同时,也便于脱模。

图2 装饰线条固定
3.2.3 涂刷脱模剂、预应力筋张拉及绑扎上部钢筋
在涂刷脱模剂、预应力筋张拉及绑扎上部钢筋的过程中,工人需穿上洁净的鞋套,以免对钢模台造成二次污染。
3.2.4 固定预埋件
主要是安装清水挂板与主体结构连接的相关预埋件。
3.2.5 上部模具固定
如图3 所示,上部模具应安装到位,并进行可靠连接。

图3 上部模具固定
3.2.6 浇筑混凝土
如图4 所示,混凝土浇筑时,应保证良好的工作性。为保证表面清水效果,需适当增加混凝土的振捣时间,以保证气泡能够排除。

图4 混凝土浇筑
3.2.7 养护
采用室内常规的养护方式,严禁采用蒸养,以避免加速钢板面的锈蚀。
3.2.8 水平翻转180°
在脱模的预应力预制挂板上进行清水面处理时,需要翻转保证清水面不被破坏。
3.2.9 清水面修补打磨
在大批量生产时,清水面在脱模、搬运过程中会不可避免地出现磕碰、破损等情况,一般需要采用水泥净浆进行表面修补打磨,以保证效果一致。
3.2.10 塑料薄膜覆盖
对于已修补打磨后的预应力预制挂板,未出工厂前应存放在堆场。为了避免清水面砖被二次污染以及在调运安装过程中受损,应用塑料薄膜进行覆盖保护。
4 预制木纹清水混凝土构件
预制木纹清水混凝土构件的生产流程和主要技术控制点与预制光面清水混凝土构件基本相同;不同的是,为达到木纹效果,需要在钢模台上固定木纹模具进行反打浇筑后,才能用于生产。
4.1 模具选择
目前,市场上比较主流的造型模具以聚氨酯模具、硅胶模具等塑料模具为主,但这类模具的一次投入费用高,需要重复使用多次之后才能将摊销费用降低,且每块预制墙板的木纹都一样,标准化程度太高,无法体现出木纹的随意性和自然感,不太适合在木纹清水构件表面使用。为了达到个性化的木纹效果,可采用带纹理的天然木纹作为模板使用。
4.2 生产工艺
预制木纹清水混凝土板的生产工艺可参考预制光面清水混凝土板,同时结合反打工艺,其工艺流程如图5所示。

图5 预制木纹清水混凝土板生产工艺流程图
4.2.1 组模、打胶
碳化木的尺寸规格为100 mm宽、10 mm 厚。首先,在碳化木上涂刷胶黏剂并固定在钢底膜上,由于每片碳化木之间存在拼接缝,需在缝间使用透明密封胶进行填充,以防止新拌混凝土在缝隙间发生漏浆(图6)。

图6 组模、涂刷脱模剂
4.2.2 涂刷脱模剂
采用水性脱模剂涂刷。由于碳化木比钢模台孔隙多,吸水率更大,需要增加脱模剂用量。
4.2.3 绑扎钢筋
如图7 所示,在绑扎钢筋时,为了避免工人踩踏而造成二次污染,需在碳化木表面覆透明塑料膜进行保护。

图7 绑扎钢筋
4.2.4 混凝土浇筑
如图8 所示,在混凝土浇筑前,需对模板进行保护,以避免二次污染;浇筑时,应首先将上部保护塑料薄膜揭开,并在浇筑过程中增加振捣时间,以保证木纹中的混凝土填充密实并排除气泡。

图8 浇筑前保护
4.2.5 养护脱模
不同于预制光面清水混凝土构件直接在钢模台上进行生产,预制木纹清水混凝土构件采用碳化木模具后不受模台锈蚀影响,因此,可采用蒸汽养护方式,在缩短脱模时间的同时,保证饰面效果(图9)。

图9 脱模后木纹效果
5 表面修复
预制构件在工厂批量生产的过程中,必须执行严格的生产质量控制。然而,受原材料品质、工人技术水平差异、天气变化等多种因素影响,很难使预制构件表面的清水效果保持一致。同时,成型产品增加了工厂堆放、构件运输、现场安装等环节,大大增加了构件表面被破坏的可能性,这就需要在现场构件安装完毕后,统一进行调色修复。
5.1 预制光面清水构件表面修复
如图10 所示,预制光面清水构件表面修复技术的工艺流程主要有以下几个步骤。

图10 预制光面清水构件表面修复工艺流程图
5.1.1 基层处理
构件表面应保持平整,特别是阴阳角的棱角应整齐平直。对表面存在的明显缺陷如锈斑、油污、裂缝、流淌及冲刷污染痕迹等,需进行初步刮除处理。
5.1.2 腻子修补
腻子主要用于表面的修补,且颜色的选择需与混凝土表面颜色保持一致。
5.1.3 打磨
此工序一般采用錾刀铲平即可。如有必要,可采用砂轮机磨平,但打磨处需用专用腻子进行二次修补平整。
5.1.4 底涂(二遍)
采用硅基混凝土渗透剂涂刷混凝土墙面时,应按先上后下、从左到右的顺序进行垂直交叉涂刷,并保证渗透剂能够有效渗入混凝土表面的气孔、微裂缝等。
5.1.5 中涂
如图11 所示,在底涂完成24 h 且底涂膜干燥后,可采用半着色硅基保护漆进行修色。修色过程中,应采用专用拍花工具均匀拍花,且收排方向一致;同时,可反复多拍2~3次,以减少拍纹。

图11 预制光面清水构件中涂修色
5.1.6 面涂(二遍)
待中涂层完成24 h 且干燥后,可进行面涂。一般可采用滚涂工艺,面涂时,应均匀成膜,避免出现流坠等现象。
5.1.7 检测验收
面涂完毕8 h 后,检查表面装饰效果。验收标准为:①形成稳定、均匀的保护膜,且墙面平整干净、颜色较均匀、无明显色差;②能够隐约看到混凝土表面的原有机理;③通过向墙面泼水进行防水测试,要求墙面不渗水且颜色无变化。其成品效果如图12 所示。

图12 预制光面清水构件成品效果
5.2 预制木纹清水构件表面修复
由于预制木纹清水构件表面存在凹凸质感,其修复相较于预制光面清水构件要更加复杂,特别是需要顺着构件表面的木纹纹理,进行有规则的修补并打磨。其他的主要施工工序则与预制清水光面构件基本相同(图13~15)。

图13 预制木纹清水构件中涂修色

图14 预制木纹清水构件腻子修补

图15 预制木纹清水构件完成效果
6 结语
建筑工业化是建筑业发展的方向,也是建筑业转型升级的必经之路,其中,装配式建筑特别是预制混凝土技术起着重要作用。清水混凝土饰面技术很好地展现了混凝土本色——混凝土既是结构体,又是装饰面。将清水饰面技术应用到预制混凝土构件中,采用工厂化的生产方式进行生产,可进一步丰富预制构件的装饰集成技术,从而增强预制构件工厂的市场竞争力,使装配式建筑行业的整体技术水平得到提升。
