细纱机中注塑件的功能扩展设计
2022-01-09边文广
杨 林,边文广
(1.国家电投集团科学技术研究院,北京 100029;2.经纬智能纺织机械有限公司,山西 晋中 030601)
0 引言
环锭纺细纱机是纺纱工程中的重点设备,因此,一个纺纱企业生产规模的大小是以细纱锭子的总数量来衡量的,并以每千锭小时产出细纱重量来衡量细纱机的生产能力,足见细纱机对纺纱企业的重要性。工程塑料(POM)具有良好的介电特性,且具有质量轻、耐磨、耐热、耐侵蚀等物理、化学特性,有别于金属材料,因而广泛应用于各领域。随着工程塑料原料种类的增多、产量的提高和注塑制成品生产工艺水平的提升,以塑代钢的思想深入到了现代工业产品及日常用品等领域,同样对纺织机械设计及制造产生较大影响,通过设计合理的工程塑料零部件,可以达到优化零部件的功能特性、提高生产效率和降低生产成本等目的,因此注塑零部件在环锭纺细纱机中的占比逐渐提高。
细纱机的粗纱喂入装置由吊锭、导纱杆、横动导纱喇叭等构成,每只导纱喇叭与锭子一一对应,除导纱杆的高低位置必须按工艺设置之外,导纱喇叭横动喂入点要准确对正罗拉齿部中心。材质为POM 或增强尼龙的导纱喇叭经注塑成型,目前导纱喇叭有单口、双口等多种不同的形式以满足纺纱工艺的需要,采用封闭环状的喇叭结构设计上基本相同,用六角头螺钉将导纱喇叭的连接板固定在导纱扁铁上,通过蜗轮副及偏心装置实现大周期上的小周期横动作用[1]。
由于导纱喇叭在细纱机中的配用数量非常之大,每当更换粗纱、工艺变动等情况发生时,就需要通过导纱喇叭重新穿引粗纱,穿引粗纱的操作需要完成捏、搓、穿、拽等动作,消耗的人力劳动强度大,消耗时间的总量长,但由于不会像细纱接头次数频繁,而往往被人们忽略。
1 导纱喇叭的应用概述
环锭纺细纱机的工作过程大致为:从置于吊锭上的粗纱筒管退绕出的粗纱,经导纱杆(棒)、导纱喇叭进入牵伸机构,由罗拉间线速度的差异将粗纱逐渐抽长拉细,使粗纱须条得到充分牵伸、并达到细纱工艺要求,再经过导纱钩、气圈环、钢丝圈,在高速转动的锭子带动下,最终卷绕于细纱筒管上。导纱钩、气圈环、钢丝圈是具有开口的开放式结构的环状零件,仅需要简单的挂、绕动作即可将纱线须条穿入环内,一气呵成达到约束须条的目的,可见非封闭的开放式结构对于挂接纱线非常方便。
相对于过纱零件导纱钩、气圈环、钢丝圈的开放式结构,常用的导纱喇叭则是封闭型的通道结构,作业时,必须从入口端穿入,从出口端引出,由于粗纱须条直径较大,不便于顺利通过喇叭通道,作业人员需要将粗纱须条用手指搓捻成较尖而细的形状,再行穿入通道后放开手指移至出口端,第二次捏住露出尖细的须条头部,将须条牵拽到皮圈表面,完成粗纱须条挂接过程。由于需要经过搓捻、移行、捏紧、穿引、拖拽等动作,其工作效率相比于挂、绕动作的既简单又顺畅的操作效率要低得多。
2 革新导纱喇叭口的思考
在环锭纺细纱机中,过纱零部件导纱喇叭、钢丝圈、气圈环、导纱钩均为环形结构,但除导纱喇叭呈封闭环之外,其余3 种均有开口便于挂纱操作,为此值得研究导纱喇叭是否可以改变封闭环的现状。
导纱喇叭在细纱机中的作用是集束须条,在横动机构的作用下随导纱扁铁做往复运动,以便使须条减少对皮辊、皮圈的集中磨损,延长皮辊、皮圈的使用周期。导纱喇叭口的结构一般为单通道型,如图1,从导纱杆上垂吊而下的粗纱须条沿入口端的上部曲面进入通道,从出口端的下边沿部分被牵拉而出,通道内的须条呈倾斜的直线状态,通道的左右两边起到约束阻挡作用,使须条随往复机构做横向移动。虽然双通道或多通道导纱喇叭占有一定的份额,但总体而言单通道型导纱喇叭占比非常大。
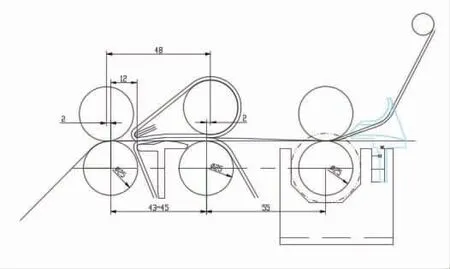
图1 导纱喇叭及牵伸系统
现阶段导纱喇叭的结构,无论是单通道还是多通道,均为封闭式的过纱零件,在对粗纱进行操作时均需要搓捻、移行、捏紧、拖拽等动作而穿引通道,对应于每锭一个喇叭使用量来说,从降低劳动复杂性、操作方便快捷和提高工作效率的角度来看,设想要改进封闭结构的导纱喇叭为侧边开放式结构,有必要进行探究和实践。
3 曲线、曲面在细纱机中的应用情况
从零部件的分析和设计方面来说,结构设计中广泛使用了直线、圆弧所形成的平直面和圆弧面,这是由直线、圆弧有着分析计算便捷的特点决定的,而曲线、曲面则由于计算的复杂性使用得相对较少,特别是在计算机广泛使用之前更是如此,实践中凸轮、齿轮等类零部件才应用了曲线、曲面的理论分析与成果。
一台环锭纺细纱机通常由千余种不同结构的零(部)件构成,除了少量的齿轮齿廓、丝杆、成形凸轮之外,含有非平直面、非圆弧面构成的较复杂曲面结构的零件近乎没有。纵观细纱机零件表面构成情况,形似喇叭而得名的导纱喇叭可以说独树一帜,具有相对独立的较复杂的曲面形式,由粗纱入口的圆形,逐渐过渡到长圆形较小截面的出口,通道内部要求光滑平顺,因其并非影响纺纱质量的关键零件,很少被人们关注。
依托于现有注塑工艺、模具制作的生产条件,重点在于如何构建侧边开放式导纱喇叭曲面通道的设计思路与方法。
4 注塑件侧边开放式导纱喇叭的设计
该设计首先是要对注塑件导纱喇叭的功能特点进行充分了解,之后还要考虑工程塑料材料特性,是否适合其工作环境,是否可采用工程塑料及相关工艺手段进行设计优化,再进一步考虑采用注塑工艺来进行生产加工。然而无论如何,零部件的优化基础不仅需要严谨构思,更需要也必须设计出完善的模型,才能达成预期目标。
注塑件的材料为聚甲醛树脂POM(俗称赛钢),经常用于齿轮、轴承、仪表骨架等产品,是一种具有高硬度、高刚性、高耐磨性的材料,另外其摩擦系数小并有良好的自润滑特点,即使在纺纱车间高温、潮湿环境中,由其制成的注塑件不易吸湿,尺寸稳定性好,也一样能够正常使用。利用POM 材质的低摩擦、自润滑、耐磨损、尺寸稳定、比刚度高等特性,将其作为过纱的导纱喇叭用材非常合适。
喇叭状的导纱喇叭模型设计,采用三维设计能更加直观、全面地反映设计意图,细化的参数优于二维工程图的表达,同时三维模型有利于后续的注塑模具设计和模具表面型腔尺寸检测。因此要求三维设计软件能用其各功能模块最方便地来实现曲线、曲面造型目的。第二个要求是方便设计对象仔细分解成各个图元,并逐一构建这些图元,达到三维设计软件的要求条件。另外在设计过程中,需要假设与试算,不断分解、细化和抽象综合图元所需的合理参数值,并反复循环。
就本导纱喇叭来说,采用CREO 软件的边界混合功能,在一个或两个方向上由曲线图元(控制曲线)定义曲面的边界,构建从圆形截面的粗纱入口端过渡(收缩)到近似圆形的中部、再逐渐变化到长椭圆形截面的出口端,形成光滑的内表面粗纱通道,达到边界明确、曲率连续的空间曲面[2],之后再用CREO 软件的加厚功能形成实体模型。
在构建导纱喇叭的曲面之前,需要判断构成各条控制曲线连续性的合理程度,连续性高的曲线能更精确、更完整地定义光滑曲面形状,构建高质量曲面。否则曲面片之间就会产生棱边、折皱、尖峰、破洞等不光滑的情况,并会进一步影响实体模型的光滑程度。因此各条控制曲线的设计或分解成为重要环节。如图2 是免穿引侧边开口式导纱喇叭第一、二方向控制曲线分布情况。
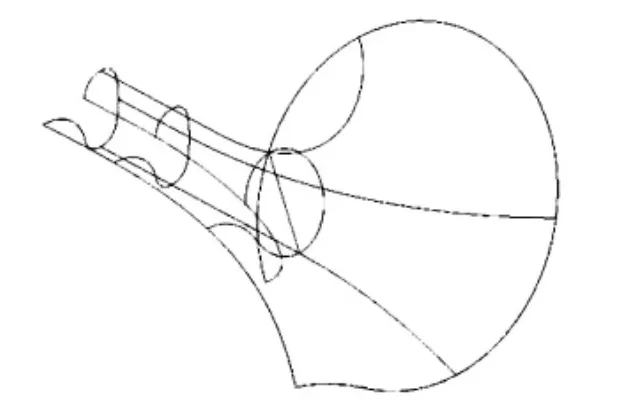
图2 第一、二方向控制曲线的分布
主视图、俯视图分别如图3~4。在主视图中A~F各截面分别是粗纱出口、过渡面1、过渡面2、粗纱入口、水平基面(距基点P00 的高度为S12+S13/2)、侧边开口基面(S17)。如图3 顶部曲线由直线S06、半径S05大圆弧及另一小圆弧构成;底部曲线由一段直线、一段圆弧构成,两者相切于点P006,过P006 连接顶部曲线上的点P007,且延长线通过S05 大圆弧的圆心。
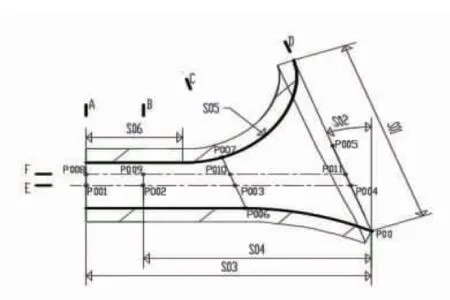
图3 导纱喇叭主视图
图4 的俯视图中,点P004 为水平基面E 与直径S01 圆入口曲线的相交点,侧边曲线由直线和圆弧构成,半径S32 的圆弧过点P004 相切直线S31 于点P002。S31 直线的长度小于S06,通过参数值的调整使侧边与顶部收缩时避免出现折回。
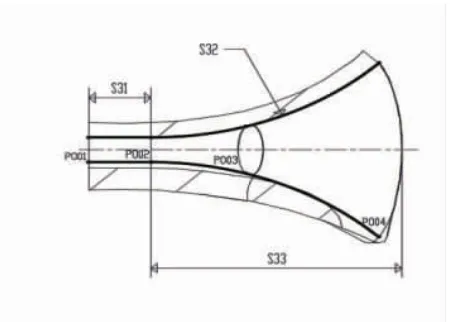
图4 导纱喇叭俯视图
第一方向控制曲线由截面A、B、C、D 上的4 条曲线组成。控制曲线I 和控制曲线II,如图5 左上角,其形状相同,由短轴半径S11 椭圆、半径S14 上下圆弧、半径S16 侧开口圆弧构成,各段连接且相切;控制曲线III,如图5 左下角,由椭圆与侧开口半径S22 圆弧构成,椭圆长轴为点P006 到点P007 间的距离,椭圆过侧边曲线与截面C 的交点P003,并决定椭圆短轴半径;控制曲线IV,如图5 右侧,直径S01 圆与侧开口半径S42 圆弧构成,为达到挂、绕纱方便的目的,其起始点P011′、末端点P111′的位置依据侧边开口基面F 适当调整。
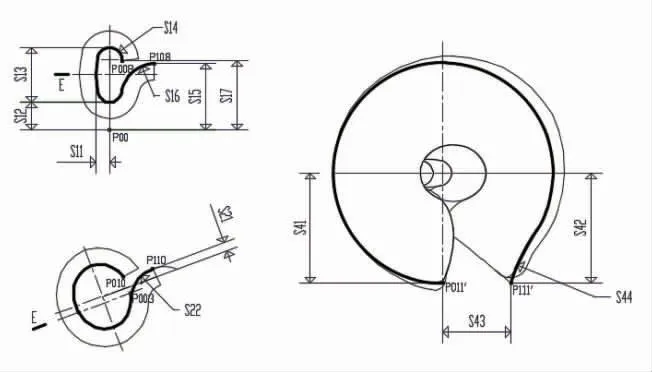
图5 第一方向控制曲线
第二方向控制曲线共5 条:由第一方向各控制曲线的起始点构成的曲线、主视图顶部曲线、俯视图侧边曲线、主视图底部曲线、第一方向各控制曲线末端点构成的曲线。
5 免穿引侧边开放式导纱喇叭的优势
首先是对环锭纺细纱机零部件的功能设计思路的一种创新尝试,将导纱喇叭、导纱钩、气圈环、钢丝圈统一为适当开口环形的过纱零件,并完善了曲面的控制曲线,明确了控制曲线的设计要点;其次是在于开口基面处于水平面,便于注塑时的脱模处理;最后是便于更换粗纱,用挂、绕的方法代替穿引的方法,达到动作要素简化、操作快速高效的目的,从而提高工作效率并降低劳动强度。
从吊锭上的粗纱管退绕出的粗纱须条需要导入导纱喇叭时,操作人员用手指轻捏须条自由端头,稍向导纱喇叭入口端斜下方摆动,同时挂入侧边开口上边缘处,挂牢之后顺势向出口端拉拽,此时须条自然会贴合到入口端的曲面部分,不间断地沿侧边开口上边缘及缝隙轻拉拽至出口端,由宽于上边缘的下边缘圆弧面承接须条的下垂,并方便地导入到通道内部,滑落于通道的底部,沿出口端下边缘引出,达到简单而顺畅操作的目的。由于开口基面靠近出口端的上边,须条落入通道内后,通道的左右两边仍有一定的高度,能够起到约束阻挡作用,可使须条随往复机构做横向移动。一个连贯的牵拉动作使从上垂吊下来的须条,贴合在入口端曲面上部,从出口端底边引出,通道内呈倾斜状态,完成粗纱的集束导引作业。
6 结语
构成环锭纺细纱机的零件数量很多,功能各有不同,其中一部分在纺纱过程中与纱线须条直接相联系,会影响成纱质量指标,同时对作业人员的操作有一定的影响,不断优化、简化某一个动作要素,看似微不足道,但是面对数以万亿锭计的国内生产规模,就不能说是一件小事。作为工程技术人员和管理人员既要深入钻研注塑领域的专业技术,结合注塑材料特性、工艺方法,通过分析和研究不同领域的应用,用注塑手段使零部件的功能得到优化,推进产品走向高端化,也要深入实践脚踏实地发现和解决“小问题”,才能全面优化社会资源,提高生产水平。
