切削液集中过滤系统功能模块的解析与探究
2022-01-07赵亚宁王小强
赵亚宁,王小强
(宁夏共享机床辅机有限公司,宁夏 银川 750021)
0 引言
湿式加工是当前机械加工企业所采用的主要冷却方式,切削液是最常用的媒介,主要有冷却、清洗和润滑的作用。随着机床性能的提高以及机器人和自动化设备的高速发展,企业对切削液的品质有了更高的要求,这对切削液相关的处理设备也提出了更高的要求,主要体现在切削液的高精度过滤,大流量供给,高利用率,绿色环保等方面。高精度的切削液能够减少刀具的磨损,提高零件表面加工质量;切削液大流量供给对于机床、刀具、加工零件的冷却以及避免机床内部积屑有积极的作用;高利用率对企业的投入产出比有着重要意义;环保政策以及工业废水的清洁排放使得切削液的过程维护和处理要求更为严格。
切削液是机械加工企业中最大的污染源,加工设备在机械零件的生产加工过程中产生的大量切削液及切屑混合物每时每刻需要处理,切削液和切屑的妥善处理,不仅是清洁生产的需要,也是企业节能减排、降本增效的必然选择,更是企业生产经营活动中必须要履行的社会责任。
1 企业现状与过滤技术应用特征
目前国内机械制造企业中针对切削液的处理方式有两种:单机过滤和集中过滤系统。单机过滤是指每台机床自身带有过滤水箱,切削液过滤后在该机床内部循环使用,每台机床产生的铁屑单独收集。集中过滤系统是指多台机床或整个生产线的设备使用相同的切削液,切削液使用后经管道汇流到专门的设备进行集中过滤处理,废屑进行统一收集,干净的切削液统一供给各加工设备使用。单机过滤和集中过滤系统各有优势。单机过滤形式简单,多用在加工设备数量较少,厂房空间较充裕的情况下。集中过滤系统可以对整条加工线的切削液质量进行统一控制,厂房内设备布置整齐,环境良好、自动化程度高、总的运行成本低。
集中过滤是一个系统工程,通过过滤介质的再生循环为机械加工设备不断地提供洁净的切削液,企业可以依据设备布局和生产工艺流程配置不同的功能模块。但是,一套完善的集中过滤系统(见图1)应包括:单机回液提升泵站、回液管路、沉淀刮板式粗过滤机、负压精过滤机、反冲洗过滤装置、供液管路、铁屑收集处理装置、油雾收集处理装置、配液补液装置、浮油浮渣处理装置、增氧杀菌装置、自动调节液温装置、电气控制系统、以及变频稳压系统等。

图1 集中过滤系统的构成
2 总体规划及关键技术
2.1 遵循的原则
湿式加工在机械制造领域是最常见的方式。加工期间使用水溶性切削液来冲洗夹具,冷却刀具进而提高工件的表面质量。工件在不同的加工工序会产生不同形态的切屑,常见的有团屑、长屑和碎屑。为了减轻设备的负荷和降低故障率,切屑的过滤分离采用的总原则是逐级、逐层过滤与分离。团屑、长屑通常需要进行预分离,通过排屑机排出至少75%的切屑(重量比例),残余的切屑会随切削液一起回流至单机回液提升泵站,单机回液泵站所采用的离心泵,要求泵的叶轮部分具有良好的耐磨性;泵对切屑和切削液的混合比(重量比例)有着严格的限制,通常要求小于1.5%,此类泵通常需要连续运行,不建议频繁起停和干运转,因此泵的流量特性需要和机床使用的流量要匹配。
2.2 过滤的工艺流程
我们将结合切削液在集中过滤系统中的流向,对上述各功能模块的作用进行详细解析,便于企业和专业工程技术人员在实际应用中有所启发。
回液泵出口至回液主管路部分要考虑使用的可靠性和维护的便利性,此段管路上需要设置止回阀、压力表、手动球阀和自动球阀等。回液主管路通常为无压力管路,为了便于切屑和切削液的流动,管路通常沿着切削液的流向会设定一定的倾角,在管路上需间隔一段距离设置多处冲洗口和维护口,以便于切屑和切削液的回流。相对较长的切屑一般会在回液提升泵站中进行破碎,再通过泵将切屑和切削液的混合物输送至回液管路中,然后进入沉淀刮板式粗过滤机(一级过滤)进行过滤,并由模锻链刮板排屑机将切屑排出。
一级过滤后的切削液及小切屑进入负压精过滤机(二级过滤)进行过滤,精过滤机的过滤介质通常为一次性滤纸或无纺布,也会有企业选用循环过滤带的方式,使用循环过滤带的优点在于过滤介质的使用周期长,减少更换滤纸和设备维护的频次,但是需要注意,采用循环过滤带需配备滤带清洗装置,以确保滤带的过滤能力。过滤介质能够将切削液中所含的细小切屑及杂质过滤掉,过滤后的切削液的精度能达到一般加工设备的工作要求。过滤后的切削液通过泵输送给机床再次使用。如果机床使用中心出水刀具(所需切削液的精度一般为20-30微米),此时需要对切削液再次进行过滤(三级过滤),使得切削液的精度符合使用要求后被机床利用。三级过滤通常选用过滤罐,小流量的情况下一般选用单筒过滤罐,或双筒过滤罐;使用双筒过滤罐的好处在于过滤罐维护时不需要停机,通过筒体的切换即可完成。大流量通常采用更先进的反冲洗过滤装置,该装置能实现在线自动反冲洗,使得过滤罐自动清洗维护,确保长期使用。反冲洗过滤装置通常配置独立的控制器,通过和主控系统的通讯,实现设备的自动控制与运行。
2.3 粗过滤及精过滤设备
集中过滤系统针对不同的加工材料,需采取不同的粗过滤手段。比如,当加工材料主要为灰口铸铁、球墨铸铁、钢件等密度较大材料时,粗过滤一般通过重力沉降后由刮板排屑机排出。当加工材料为铝合金、镁合金等密度较小材料时,一般采用预处理的方式,即对铝屑及切削液的混合物通过楔形过滤网进行过滤,较大的铝屑被过滤网拦截后,通过刮板排屑机预先排出。粗过滤后的切削液及细小铝屑进入精过滤机。
下面结合图2对切削液在精过滤机中的过滤过程进行详细描述:精过滤机通过中间隔板将箱体分割成两部分,下部作为真空室,上部作为污液箱。精过滤机的隔板(带孔或楔形丝网板)上方铺设有过滤介质(过滤纸或无纺布),切削液流经过滤介质时,切削液中粒径大于过滤介质孔径的切屑及杂质被过滤介质截留,在端吸泵的抽吸作用下,在真空室内形成一定的负压,当过滤介质截留的切屑越来越厚时,真空室的真空度也不断升高,当真空度达到真空度检测开关的预设值时,系统自动开启净液箱与精过滤机下腔连接管路阀,净液箱内的净液快速补充到真空室内,消除真空室内的负压,过滤介质与隔板的吸附压力也随之消除,此时程序自动启动刮板链电机,电机通过传动轴驱动刮板链运动,并将过滤介质推动一段距离,过滤介质移动一段距离后,刮板链电机停止,净液箱与真空室之间的阀自动关闭,精过滤机继续进行过滤,这样精过滤机就完成了一个滤纸再生过程,如此循环,持续向供液管路内供给洁净的切削液。在过滤介质移动过程时,泵所输送的切削液是净液箱向真空室补充的切削液,虽然此时过滤介质不过滤,但是净液箱补充的净液足够泵向供液管提供不间断的切削液。当过滤介质恢复正常过滤后,供液泵输出的净液中有一小部分会再次补充到净液箱内(主供液管处设有旁路与净液箱连通),当净液箱内的液位恢复到正常高度后,通过液位开关反馈使净液补充阀关闭补液停止,净液箱内的液体可在下次滤纸再生过程中使用。
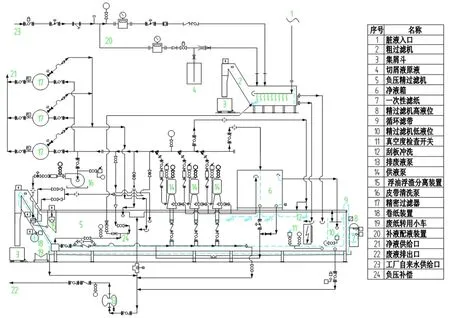
图2 集中过滤系统的流程图
2.4 功能选配
集中过滤系统在规划过程中还需考虑以下功能:
(1)刮板在刮屑时其上会残留切屑,为了确保刮板的刮屑及输送效果,需要针对刮板设置冲洗装置。
(2)切削液在冷却刀具、夹具和工件的过程会带走大量的热而产生雾气,也会由于高压喷射而产生雾气,如果对这种情况不加以处理会造成环境污染和人员健康伤害,采用油雾收集器可以有效解决上述问题。
(3)切削液在循环使用过程中会随着蒸发和切屑的携带排出而使切削液逐渐减少,浓度变动。配液补液装置就是依据系统预设的液位高度和浓度比例,自动计量、加注补充切削液原液和水。
(4)切削液清洗冷却过程中会携带机床导轨和其他润滑部位的油酯,为了清除浮油延长切削液的使用寿命,需配置浮油浮渣处理装置,分离出的浮油浮渣需收集至污液箱。
(5)切削液在使用过程中还易滋生细菌,进而影响切削液品质,切削液中的细菌可分为亲氧型和厌氧型两类。其中厌氧型是造成切削液黑臭的主要原因,为了减少切削液的更换周期,降低生产成本需配置增氧杀菌装置。
(6)切削液循环使用过程中会吸收大量的热量,温度会有变化;另外由于季节的变化也会导致切削液的温度出现变动,为了更好地发挥冷却效果,保证加工精度,需配置自动调节液温装置。
(7)生产线机床用液量的变化会引起供液管路的压力变化。压力传感器实时监控供液管道的压力,并将压力以模拟量信号的形式输出给模拟量输入模块。通过模拟量输出模块给变频器一个能连续控制变频器频率和电压的电流信号。变频器根据控制信号调节供液水泵的转速和转矩,实现水泵随外界负载的变化而随动。如此闭环控制,以实现供液管路压力相对稳定的目的。变频恒压控制改变了定量供应方式,降低了管网压力的波动且在节能降耗上效果显著。
(8)刮板排出的切屑会携带一部分切削液,这会造成切削液的浪费和环境污染。需要对切屑和切削液进行分离。常用的处理手段是离心分离设备,如离心机。
(9)切屑通常为松散状态,所占体积较大,为了减少储存空间,通常配备压块设备使切屑的体积减小,切屑清理周期延长。
(10)清洗循环滤带产生的污液、反冲过滤器反冲产生的污液、甩干机工作时产生的污液、压块过程挤压出的切削液需要收集再处理,一般选用纸带过滤机,过滤后的切削液通过泵供给聚结式油水分离器,分离出油污和切削液,油污被收集至污液箱,切削液则返回至过滤系统循环使用。
(11)切削液是有使用时限的,为了便于箱体内大量切削液的排出,还需配置排液管道和阀门,或者切削液排出泵。通常选用隔膜泵,隔膜泵对废液有良好的耐腐蚀性能。
(12)为了便于切削液分析,设备上通常需要设置取样点。
(13)使用离心机进行切削液箱的养护,离心机必须配单独的泵,这样可确保切削液箱养护独立于机床供给,在不生产的时候也能进行。
3 结语
综上所述,在大型机械加工企业的生产中,集中过滤系统可以对整条加工线的切削液质量进行统一控制,厂房内设备布置整齐,环境良好、自动化程度高,运行成本低。企业可以选配所需的功能模块来实现经济效益的最大化。本文主要阐述了切削液集中过滤系统的功能模块解析与实际应用注意事项,以及最核心的负压精过滤机的工作原理,旨在使用户对集中过滤系统有个全面的认识,便于在厂房规划、设备布局及配置选型方面有所借鉴。
