REA水箱溶解氧不合格原因分析与处理
2021-12-29刘主根李良涛孙显海
刘主根,李良涛,孙显海
(辽宁红沿河核电有限公司,辽宁 大连 116300)
1 问题概述
国内某核电站一期工程除盐除氧水供给系统(以下称REA)水箱于2012年投用,在机组运行期间,多次发生REA水箱溶解氧不合格情况。主要为除盐除氧水箱在静止备用或使用过程中,溶解氧快速增长甚至超化学技术规范限值要求(<100 μg/kg),而进行换水处理的异常事件。仅2018年,9REA001BA(REA水箱) 就发生14次溶解氧不合格情况(见图1),调研国内外其他核电机组也存在类似情况。

图1 某电站除盐除氧水箱溶解氧超限值统计
通过对2018年11月—2018年12月期间,REA水箱溶解氧与液位的变化趋势分析(如图2),发现该水箱在备用情况下,液位保持不变,溶解氧由40 μg/kg上升到65 μg/kg以上;在水箱使用期间,随着液位下降,溶解氧继续上升至80 μg/kg以上,而电导率无明显变化。对比其他基地的REA水箱溶解氧情况,溶解氧在制水后均维持在65 μg/kg以下,由此判断,REA水箱的溶解氧存在不明原因的异常增长情况。

图2 REA溶解氧与液位变化趋势
2 REA水箱相关问题
2.1 REA系统
国内某核电站一期工程共4台机组,双机组共用2个REA水箱(9REA001/002BA),1个水箱对2台机组供水,另1个水箱充水或置于备用状态(见图3)。2个水箱共有600 m3(2×300 m3)的有效可用容积,保证了1台机组在寿期末从冷停堆状态提升至满功率状态,或2台机组同时从热停堆(在氙峰值时)再启动提升至满功率所需的除氧水量。箱内最高工作温度为50 ℃,最高工作绝对压力为1.05×105Pa。水箱的正常水源是硼回收系统(TEP)回收的一回路水(经过蒸馏过程),而初次充水或异常情况下的应急充水由核岛除盐水分配系统(SED)的水经过辅助给水系统(ASG)的除氧器处理后供给。
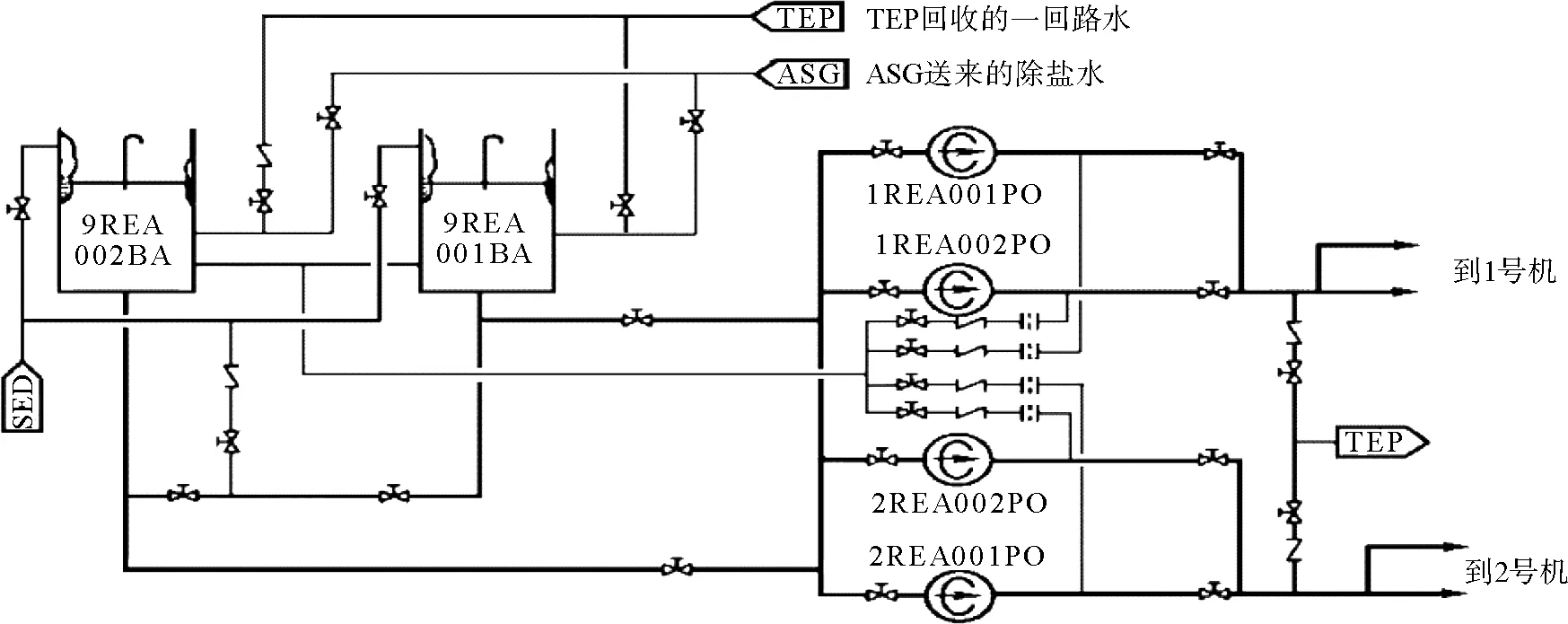
图3 REA系统部分流程
2.2 运行技术规范对REA水箱的要求
运行技术规范定义了6种运行模式,即反应堆功率运行模式(RP)、蒸器发生器冷却正常停堆模式(NS/SG)、冷却正常停堆模式(NS/RRA)、维修停堆模式(MCS)、换料停堆模式(RCS)、反应堆完全卸料模式(RCD)。运行技术规范对REA水箱的要求如下。
a.水装量(总容积)要求。即RP模式下,在线到机组上的REA水箱的水装量(总容积)必须大于100 m3,如果REA水箱会影响到2台机组,则水装量(总容积)必须大于180 m3。
b.在RP、NS/SG、NS/RRA模式下,机组的防腐蚀控制(水质)要求,其中最重要的项目之一是对REA水箱氧含量的要求,其氧含量限值为<100 μg/kg。如果1个水箱的氧含量>100 μg/kg,使用另一水箱补水,并尽快采取措施恢复水质在限值内。如果2个水箱的氧含量均不合格,则:当100 μg/kg≤氧含量<1000 μg/kg时,允许使用24 h;当超过24 h或氧含量≥1000 μg/kg时,维持2台机组功率稳定,水箱逐个换水,尽快恢复水质在限值内,同时应确保安全所需的最小容量。
2.3 REA水箱溶解氧含量高对机组的影响
a.一回路管道、设备及燃料包壳腐蚀风险增大。如果REA水箱溶解氧含量高,机组补入氧含量高的水,增大了一回路管道和燃料包壳腐蚀[1]的风险。
b.废水产量增大。如果REA水箱溶解氧含量高,频繁采用换水的方式来保证机组供水水质,则导致废水产量增加,增加三废负担。
c.对机组日常的生产活动产生影响。如果2个REA水箱溶解氧均超标,由于换水的过程必须满足技术规范对REA最小水装量的要求,且机组不允许进行负荷跟踪运行。如果在机组启动期间,则会影响关键路径。
另外,通过对水箱换水降低溶解氧的方式仅仅为临时措施,彻底解决还须检修设备,相关设备的检修对电厂生产活动的影响较大,从电厂经济利益角度考虑是不可接受的。
2.4 9REA001/002BA的结构及密封原理
为了防止REA水箱的水与空气接触而被氧化,REA001/002BA设计采用胶囊覆盖浮顶水箱,即浮顶罐。REA001/002BA的结构如图4所示,它主要由圆柱形平底容器、胶囊、浮顶、限位开关、鹅颈弯管及阀门组成。浮顶通过胶囊与罐体连接,而胶囊的四周在罐体中部与罐壁铆接固定。胶囊两端分别固定在罐壁内侧中部和浮顶的边缘,胶囊上充有除盐水作为胶囊上下运动的润滑剂并确保其密封性,避免胶囊之间干摩擦,其密闭的浮顶可以随着液体的液位变化而自由上下移动。浮顶上鹅颈弯管通大气,以防罐子因浮顶被卡住时承受过大的负压,另外其突出的高度也使浮顶可以浮在水面上。
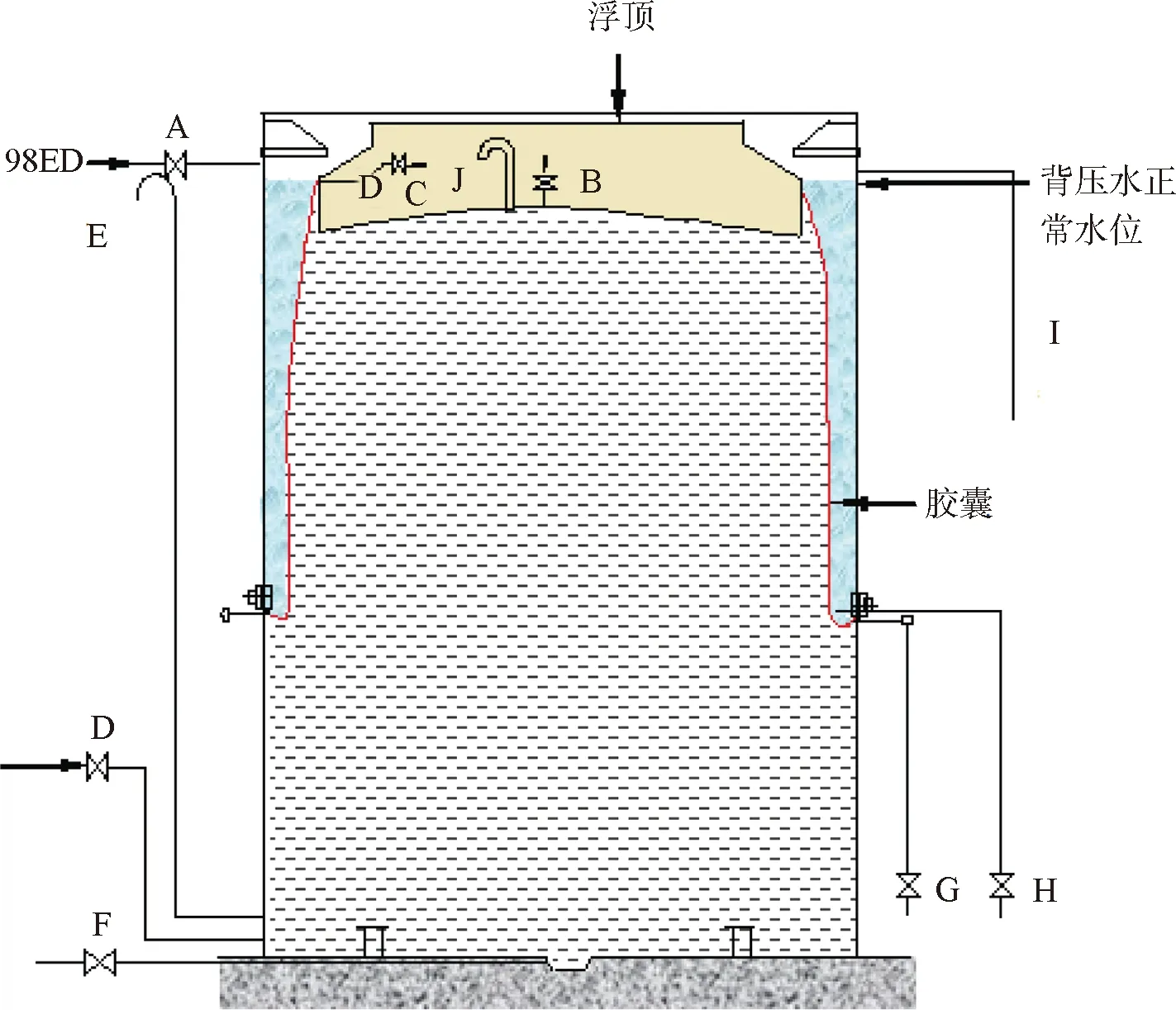
图4 浮顶罐结构
3 水箱溶解氧异常原因分析
从REA除盐除氧水系统的设计、制造、安装、运行、维修等方面分析,可能导致REA水箱溶解氧不合格的可能因素主要有以下几个方面:测量误差;环境温度影响;补水系统引入;设计缺陷;介质与空气直接接触;系统缺陷;在运行过程中引入;维修、定期试验引入。其可能影响因素对比分析见表1[2-4]。
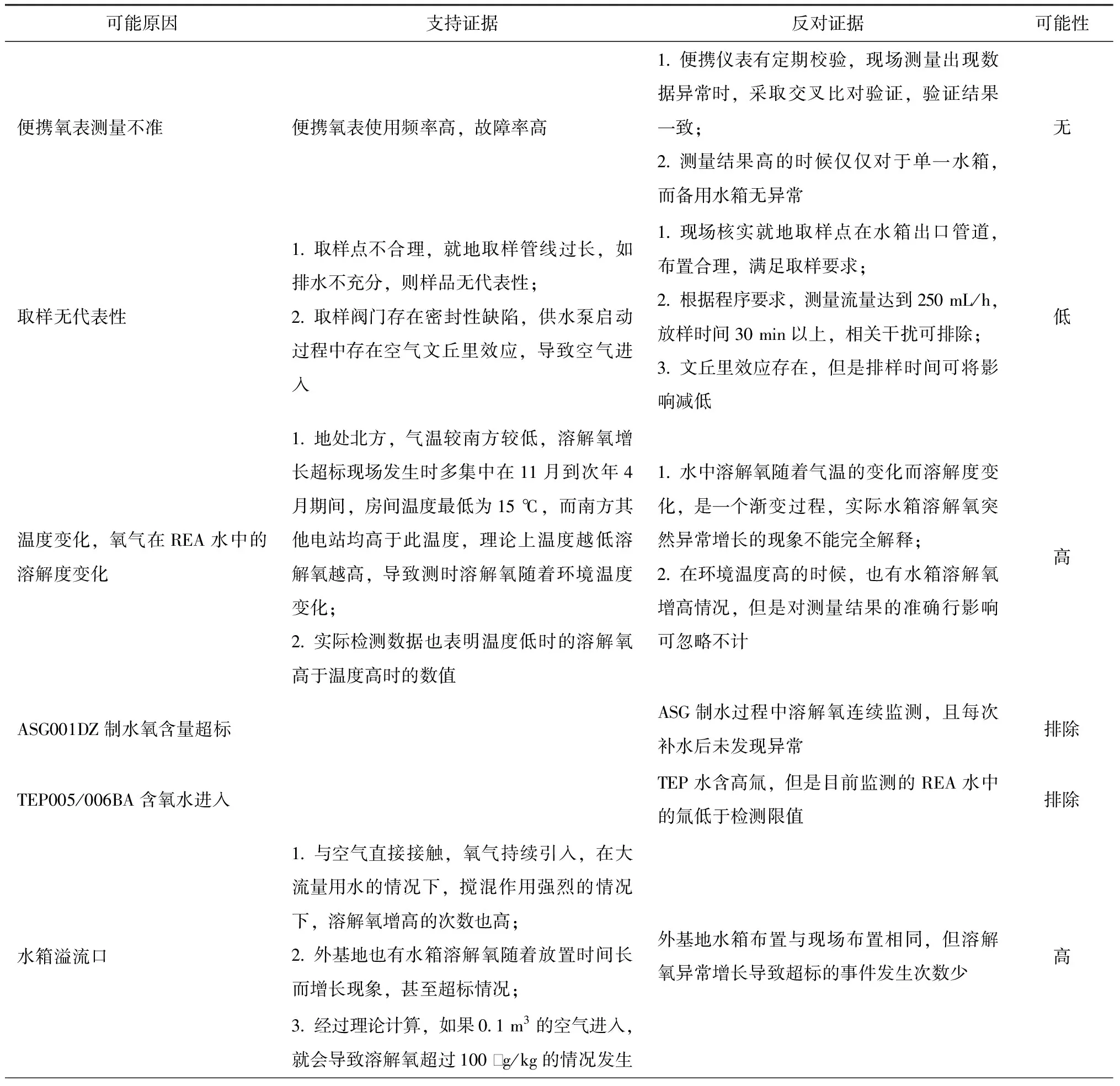
表1 水箱溶解氧升高影响因素分析
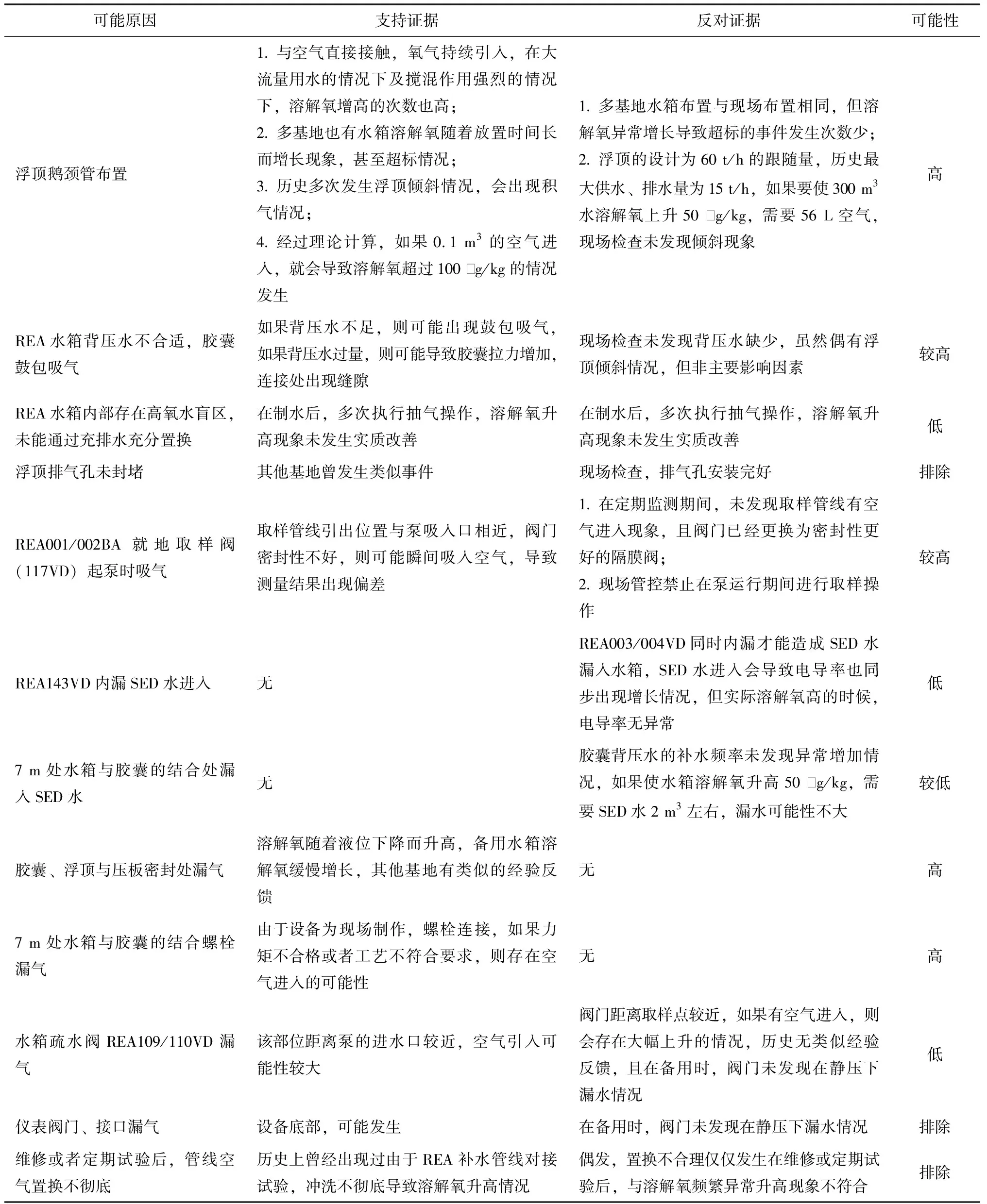
续表
4 详细分析及验证
4.1 测量影响
a.便携溶解氧表故障,导致测量结果不准:便携氧表选型为OBISHPHERE 厂家的成熟产品,各基地在未安装在线溶解氧表前,均采用该产品,仪表成熟稳定。另外,仪表本身有定期标定,当出现测量结果异常时,采用多台仪表交叉验证的方式进行对比,测量结果一致。故该可能因素排除。[5-7]
b.样水缺乏代表性,样品的取样在就地水箱出口的取样管线上,且规定要求测量30 min以上,故影响因素可以排除。
4.2 环境温度影响
根据理论,温度越低,水中溶解氧浓度越高。该公司地处北方,相对南方机组环境气温较低,由于REA水箱所在房间空间大,房间温度受环境温度影响较大,历史测量有记录的最低水温约15 ℃,对水箱的除氧水中的溶解氧含量影响较大(见图5)。

图5 REA水箱溶解氧与环境温度变化趋势
4.3 补给水影响
a.补水系统异常(以下称ASG)。ASG制水水质化验合格后才能传水至REA水箱,传水过程中有氧表连续监测,制水过程如有异常,将造成氧的质量比大幅增加。该故障现象与9REA001/002BA制水后,水体静置或用水时氧含量出现上涨的现象不符,故该故障因素排除。
b.TEP系统水回收。TEP 系统中含有氚,目前采取的运行方式为该系统的水不回收,对REA水箱氚的分析测量结果表明该系统不含有氚,故该影响因素排除。
4.4 水箱设计影响
水箱溢流口、鹅颈弯管与大气直接接触,空气中的溶解氧持续溶入,在机组用水的搅混作用、环境温度的变化影响下,溶解氧持续升高。各基地也有水箱溶解氧随着放置时间延长而上涨现象,甚至出现超标情况。理论计算,如果0.1 m3的空气进入,就会导致溶解氧超过100 μg/kg的情况发生。
假设水箱溶解氧目前为100 μg/kg,水箱体积300 m3,则有V体积的空气溶入。
V=300×100 ×106÷1.43÷0.19=0.1 m3
4.5 系统缺陷影响
a.REA水箱背压水不足,导致胶囊鼓包吸气,浮顶倾斜,存在富氧气空间。
如图6所示,胶囊上充有SED除盐水(背压水)作为胶囊上下运动的润滑剂,并确保其密封性,避免胶囊之间干摩擦,其密闭的浮顶可以随着液体的液位变化而自由上下移动。背压水经过长期蒸发,可能存在不足, 产生浮顶倾斜,胶囊鼓包。在制水过程中,水位与浮顶上升速率不同,导致出现气空间,导致高氧水盲区出现,此故障类型也为偶发故障。
图6 9REA001/002BA顶盖水封
b.水箱浮顶内壁内凹空间隐蔽角落处的2个浮顶排气孔(见图7),经现场排查,未发现异常,该故障因素可排除。

图7 浮顶排气孔位置
c.REA水箱本体在胶囊、浮顶、压板处的螺栓、连接处存在漏点,导致溶解氧进入。产生该缺陷的主要原因其一为背压水过量,导致胶囊拉力增加,在连接处出现缝隙,随着机组用水、时间的增长而导致溶解氧升高;其二为胶囊、浮顶、压板、水箱本体现场制作、安装工艺不好,圆度不连续,部分位置存在调整、打磨的情况,故存在缝隙;其三为在环境温度变化的情况下,金属压板、胶囊、垫片的膨胀系数不同,温度变化特性不同,导致系统原有缺陷扩展,存在缝隙。
d.罐子本体有漏点,空气会从漏点进入,与罐内介质接触,造成氧含量高,通过现场检查未发现漏点,该故障因素可排除。
e.胶囊本体存在漏点,或者材质存在问题,导致空气、富氧水进入。由于胶囊与桶壁之间有润滑水,如果该处泄漏,则漏入的为富氧的SED水,进入后导致电导率也会产生大幅变化,实际溶解氧升高,电导率未发生明显变化,故胶囊本体存在漏点的能性较低。
f.局部真空吸入空气。REA水箱在小流量管线循环时,泵入口管道会形成局部微负压,若泵入口管线上的边界阀、法兰、就地取样管线存在漏点,空气会吸入再循环管线,回到REA水箱,导致浮顶罐中的存水氧质量比高。
4.6 结果验证
通过对以上可能原因的分析,采取了以下控制与处理方案,验证处理效果。
a.日常运行、维护方式的管理优化。在REA泵启动期间禁止取样,防止负压吸入空气;增加在线溶解氧表、电导表监测,实现对水箱的连续监测与测量;水箱维修、检查大纲优化至冬季,确保维修、检查质量;水箱密封水每季度检查一次,每年调整、补充一次; 补水后、排水前,对浮顶排气口不定期抽气处理。
b.采取纠正性维修活动,提高系统严密性。将部分管线的球阀改造为密封性更好的隔膜阀;对水箱出口管线(包括就地测氧管线)相关阀门、法兰等进行密封处理;浮顶、胶囊、压板连接处螺栓紧固、中部连接处密封处理。采取以上控制、处理措施后,特别是对水箱浮顶、胶囊、压板连接处螺栓紧固、中部连接处密封处理后,水箱溶解氧的质量比基本维持在40 μg/kg以下(见图8)。

图8 处理前后溶解氧变化趋势对比
由此分析,REA水箱溶解氧高的异常增长原因:浮顶、胶囊、压板螺栓连接处密封不严,水箱使用过程中浮顶上下运动,负压吸入空气导致。促成原因为水箱鹅颈管、溢流口对空,氧气溶解进入;环境温度降低,氧气溶解度变大,水箱水中溶解氧量增多。
5 结语
本文从该核电站除盐除氧水箱溶解氧不合格故障现象着手,分析并解决REA水箱溶解氧异常增长的问题。而实际不同电站、不同机组,水箱溶解氧不合格的现象不同,并非单一原因导致,而是多种因素叠加产生。在某一时间段,某一因素占主导。如冬季环境温度低,氧气在水中的溶解度高,导致水中溶解氧增高,如果再叠加水箱固有缺陷后,水箱溶解氧上升较快,甚至出现超出标准要求的情况。故在水箱溶解氧异常超标的情况下,需要从多个方面进行原因分析,锁定故障点,快速解决问题。
