高大厂房焊烟治理系统气流组织建模研究
2021-12-28邹靖杜植院邹宇林李勇
邹靖 杜植院 邹宇林 李勇




摘要:焊接作业在熔焊过程中会产生大量的金属粉尘,这些粉尘在空气中以气凝胶形式存在,严重影响环境。同时,该粉尘属于易吸入物质,对人体的呼吸系统、皮肤、眼血等都有一定的危害,严重影响作业人员健康。本文以实际厂房焊烟治理项目为对象,研究高大厂房焊烟治理系统气流组织形式。借助气流组织仿真模拟计算并验证除尘系统管道布置的合理性。同时通过不同断面处的仿真数据,找寻烟尘治理盲区,以此确定最佳的气流组织形式,为项目设计提供参考依据。
关键词:高大厂房;焊烟治理系统;气流组织
中图分类号:X511 文献标志码:B 文章编号:1001-2003(2021)11-0050-06
DOI:10.7512/j.issn.1001-2303.2021.11.09
0 前言
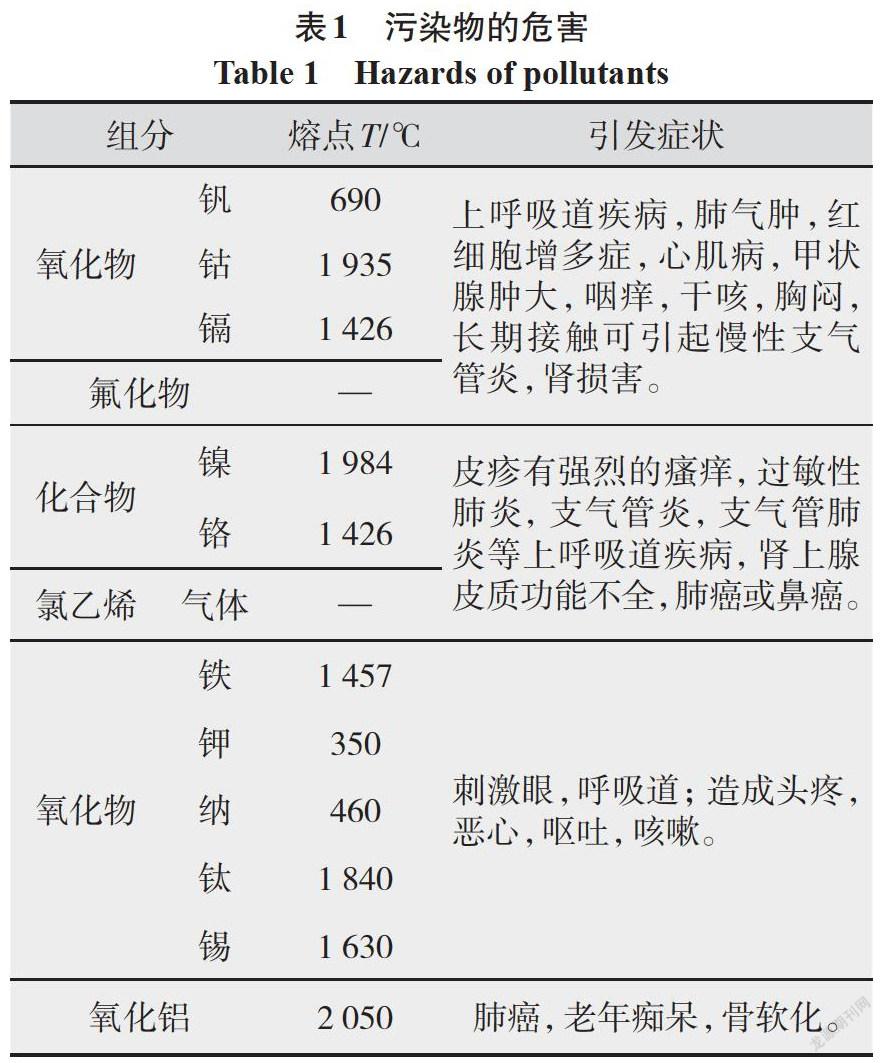
焊接作业在熔焊过程中会产生大量的金属粉尘,称为电焊烟尘。电焊烟尘首先来源于焊接过程中金属的熔化,其次是在电弧高温作用下分解的氧与弧区内的液体金属发生氧化反应生成的金属氧化物。金属氧化物在焊接区附近先结成一次粒子,一次粒子随着温度降低再凝结成二次粒子。研究表明焊接烟尘主要是粒径约为0.1 μm的球状粒子凝集成的二次粒子,低氢型焊条烟尘形貌呈碎片状,粒径约1 μm。酸性焊条和二氧化碳保护、自保护焊的烟尘形貌呈絮状,粒径比低氢型稍大。由于焊条及焊接材料不同,所产生的焊烟成分也有所差异,但其主要成分多以氧化铁、氧化锰、氟化物、二氧化硅等组成的混合性粉尘。这些烟气粉尘和有害气体对人体的呼吸系统、皮肤、眼血等都有一定的危害[1-3]。
焊接烟尘在空气中的存在形式为气凝胶形式,属于可呼吸性粉尘[4-5]。工人焊接时,焊接烟尘在热作用下迅速向四周弥漫,仅仅依靠车间的自然通风不能阻止有害物质进入现场人员的呼吸范围,这样不但污染了工人的工作区域还严重影响了整个车间的工作环境。为满足国家职业卫生和环境等相关标准的规定,须对车间内工位作业时产生的烟尘进行治理。
以高大厂房内的焊烟治理系统工作过程中所形成的气流组织为主要研究对象,通过气流组织仿真模拟计算验证除尘系统管道布置的合理性,以此分析其气流组织形式,为项目设计提供参考依据。
1 焊接烟尘数值建模
为简化焊烟建模的过程,文中以气-固两相流作为模型,将气体作为连续性的介质,而固体看作是分散在气体中的流体。
CFD为计算流体力学,可以视为在流动基本控制方程下对流动进行数值模拟,基本控制方程包括质量守恒方程、动量守恒方程、能量守恒方程[6-7]。
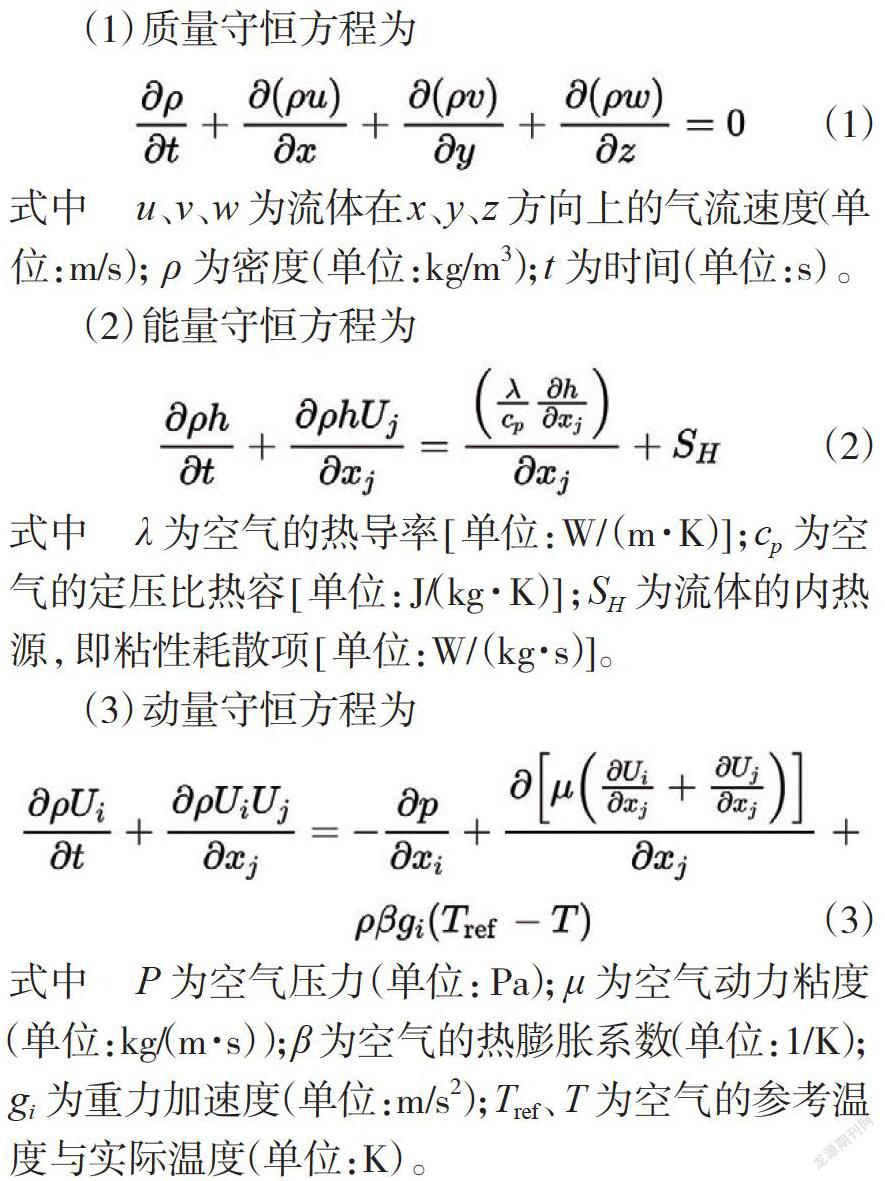
(1)质量守恒方程为
式中 u、v、w 为流体在x、y、z方向上的气流速度(单位:m/s); ρ为密度(单位:kg/m3);t为时间(单位:s)。
(2)能量守恒方程为
式中 λ为空气的热导率[单位:W/ (m·K)];cp为空气的定压比热容[单位:J/(kg·K)];SH为流体的内热源,即粘性耗散项[单位:W/ (kg·s)]。
(3)动量守恒方程为
式中 P为空气压力(单位:Pa);μ为空气动力粘度(单位:kg/(m·s));β为空气的热膨胀系数(单位:1/K);gi为重力加速度(单位:m/s2);Tref、T为空气的参考温度与实际温度(单位:K)。
2 物理建模及仿真
2.1 物理模型
既有模型尺寸长324 m,单跨宽度27 m,层高约23 m,建立物理模型(长度:X方向27 m,高度:Y方向23 m,宽度:Z方向324 m),如图1、图2所示。在厂房内一侧沿立柱布置高效滤筒除尘设备,在标高6.0 m处和标高13 m处布置吸风口(根据焊接点高低与结合气流分析进行调整),捕捉厂房内部的焊接烟尘;烟尘经除尘设备过滤后的洁净空气由高处向下吹向厂房内部。另一侧布置射流空气机组,将厂房内部气流吹向布置有除尘设备的一侧,从而形成气流组织。
2.2 网格划分
导入ICEM CFD中,定义模型的边界,如图3所示。画出四面体网格,网格总数2 612 729個。同时进行网格质量检查,所有网格质量均大于0.2。选择计算求解器Fluent_V6,并导出网格,网格模型如图4所示。
2.3 仿真结果及分析
2.3.1 Y平面上气流组织
Y=0.5 m、Y=1 m和Y=3 m平面与厂房地面平行,其速度云图和速度矢量图如图5所示。由图可知,靠近立柱的附近区域速度偏小,远离立柱区域(即中间区域)的速度在0.5~0.8 m/s范围内,且分布非常均匀。在模拟工况下,厂房内部空气流动条件设定较为理想,因没有考虑阻力,因此实际工况的流速有所降低。
Y=6.5 m平面与厂房地面平行,所有的送风机组送风口均在此平面内。速度云图和矢量图如图6所示。由图可知,送风口向厂房内部送出多股平行气流,送风口附近处速度在2 m/s以上,进入厂房内部后速度衰减较快,大部分区域速度在0.7~0.8 m/s左右,速度分布与Y=0.5 m、Y=1 m等平面类似。
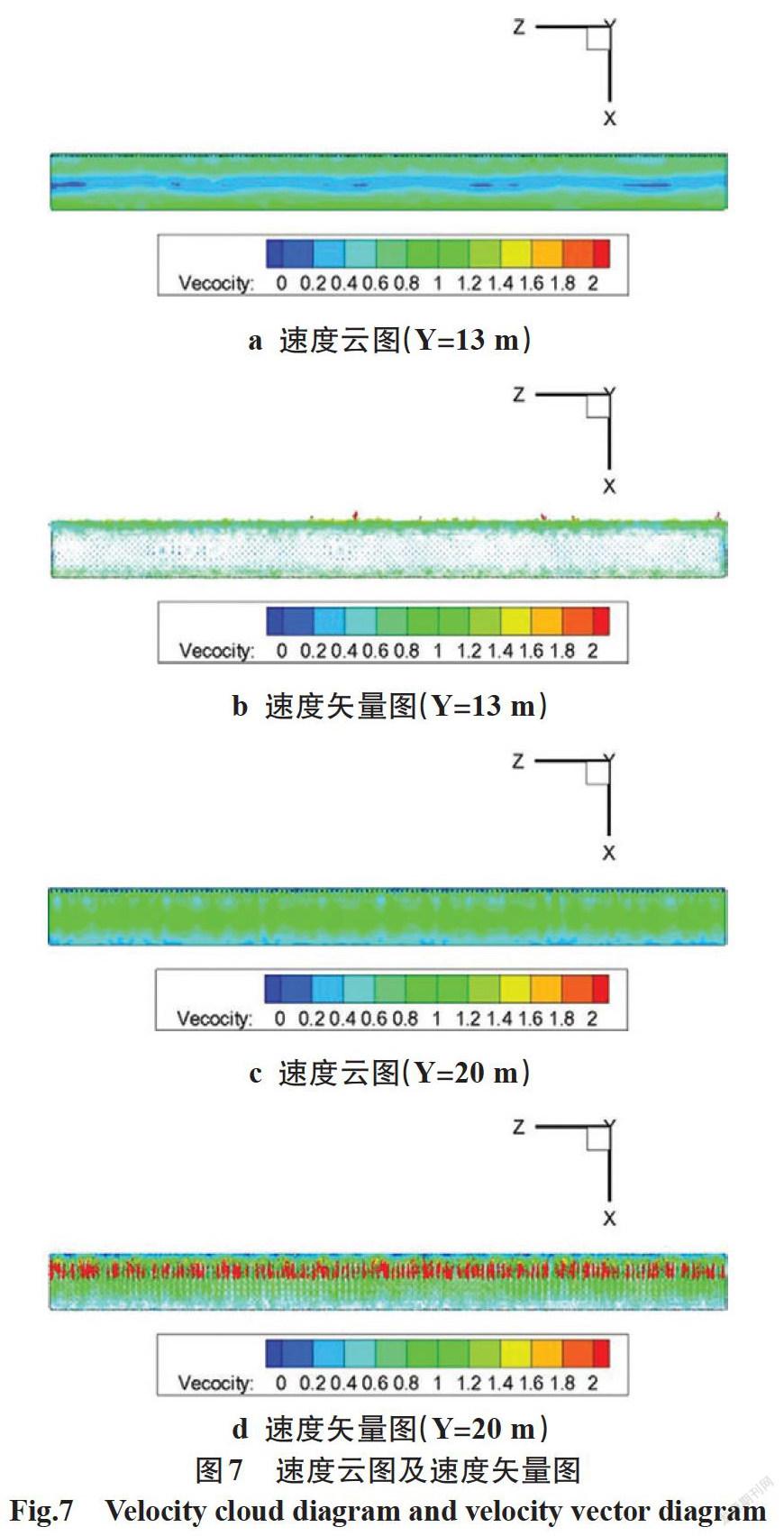
Y=13 m、Y=20 m平面与厂房地面平行,高效滤筒除尘系统的上层吸风口在Y=13 m平面内,高效滤筒除尘系统的送风口在Y=20 m平面内,风口附近风速较大外,其余地方速度分布均匀,且较为相似。总体来说,在该除尘系统模式下,厂房内气流组织较好,易于形成稳定的流场,治理区域内也不存在除尘治理盲区。其速度云图和矢量图如图7所示。
2.3.2 X平面上气流组织
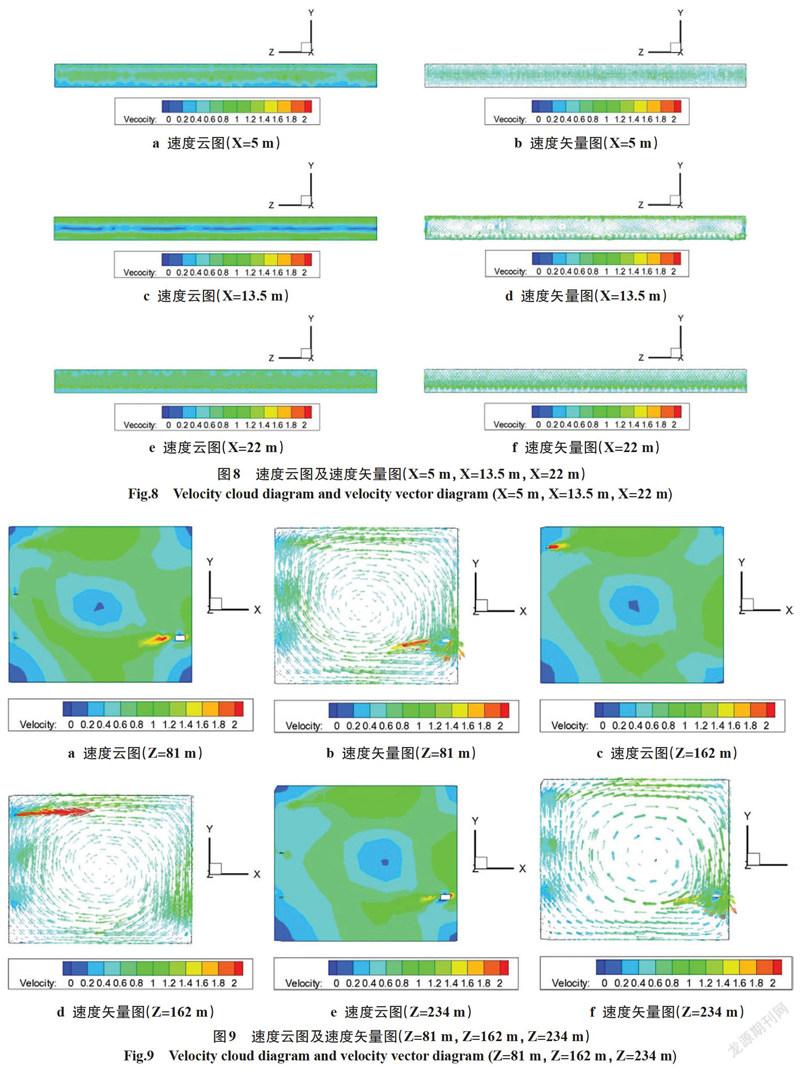
X=5 m、X=13.5 m和X=22 m平面与厂房地面垂直,沿着厂房的长度方向的立面所在平面。X=5 m平面和X=22 m平面几乎为焊接工位的正中心,而X=13.5 m平面为北二跨宽度上中间位置(即该跨的人行通道),这三个立面的速度云图和速度矢量图(见图8)也反映流场内不同高度位置处速度的分布大小(速度值在0.5~0.8 m/s范围内),总体来说,这三个立面的速度分布非常相似,区域内速度连续且分布均匀,形成不错的气流组织,易于带走焊接作业产生的烟尘。
2.3.3 Z平面上气流组织
Z=81 m、Z=162 m和Z=243 m平面与厂房地面垂直,沿着厂房的宽度方向的立面所在平面。与X平面一样,体现不同高度上的速度分布,大部分区域速度在0.5~0.8 m/s范围内。此平面的速度云图(见图9)反映了不同高度上的空气流速分布均匀,速度矢量图更直观地反映了该除尘系统空气流动的方向(图中空气由右侧送至布置在左侧的高效滤筒除尘设备),易于带走车间内部的焊接烟尘。使之靠近左侧,被除尘系统的吸风口带入除尘设备,进行过滤处理。
2.3.4 三维流场下的速度云图
除尘区域三维速度分布如图10所示,空气速度分布均匀,且流场较为连续,具有不错的气流组织形式。这种气流组织形式是除尘效果的关键保证。
3 结论
针对高大厂房焊烟治理系统,为能够更好地发挥焊烟治理系统的效果,通过在标高6.0 m处和标高13 m处布置吸风口,同时通过合理布置出风口风向,将出风口处的风引入室内,从而让洁净空气由高处向下吹向厂房内部,使得逃逸后的烟尘能够有效的被第二次捕捉,从而达到更好的除尘效果。为了能够验证此设计方案,对该除尘系统的气流组织进行模拟,模拟结果为空气速度分布均匀,且流场较为连续,具有不错的气流组织形式。该研究为方案设计提供了较好的支撑。
参考文献:
Antonini J M,Lawryk N J,MurthyG G K,et al. Effect of welding fume solubility on lung macrophage viability and function in vitro[J]. Journal of Toxicology and Environmental Health Part A,1999,58(6):343-363.
楊金刚,孟宪鹏. 电焊烟尘对作业工人肺功能的影响[J]. 铁道劳动安全卫生与环保,1999(1):50-51.
杨建明,孟爱民. 电焊作业对工人神经行为功能的影响[J]. 工业卫生与职业病,1995(3):146-148.
施雨湘,杨世柏. 焊接气溶胶粒子非均质形核机制研究[J]. 武汉交通科技大学学报,1997(4):401-407.
施雨湘,肖诗祥. 焊接气溶胶粒子均质形核机制研究[J]. 武汉交通科技大学学报,1997(4):396-400.
林金贤,林棋,娄晨,等. 气固两相流管道流动阻力特性数值模拟[J]. 油气储运,2014,33(1):32-41.
刘宇宏. 多跨厂房内跨电焊烟控制用吹吸式通风的模拟试验研究[D]. 上海:东华大学,2019.
