云南杉木锯材高温过热蒸汽干燥工艺研究
2021-12-24李军伟
摘要: 对杉木锯材高温过热蒸汽干燥工艺进行试验研究的结果表明:杉木锯材高温过热蒸汽干燥工艺能够使杉木锯材达到预定的温度和湿度,通过干燥末期高温过热喷蒸处理工艺,消除了木材干燥应力,提高了杉木锯材的干燥质量和出材率,是一种可行的干燥方法。
关键词: 杉木锯材; 干燥方法; 高温过热蒸汽干燥
中图分类号: S 791. 27 文献标识码: A 文章编号:1001 - 9499(2021)05 - 0032 - 03
杉木(Cunninghamia lanceolata)属杉科、杉木属,俗称沙木、沙树、刺杉、香杉等,作为一种亚热带树种,是我国南方种植面积最大的树种之一,也是我国特有的速生材树种。杉木为云南省部分地区的主要针叶速生用材树种,主要分布在文山、红河、保山、普洱、曲靖、昭通等州市。目前,杉木人工速生林主要分布在广西、云南、贵州、湖南和四川等省份,占我国商品材的20%~25%。作为建筑、家具、桥梁、造纸及木纤维等工业的优良原材料,杉木种植加工产业已成为南方林农增收途径之一。通过研究云南杉木锯材高温过热蒸汽干燥工艺,减少杉木锯材干燥缺陷,提高杉木锯材的干燥质量和出材率,旨在提高杉木的经济效益。
1 云南杉木速生材材质特征
作为速生材种,杉木具有生长速度快、木纹通直、结构均匀、密度较小、重量较轻、外观美观的特点。通过对10年树龄杉木材性进行测定,杉木密度为0.39 g/cm3,杉木年轮数平均为3.0个/cm,杉木木材晚材率为22.0%,杉木干缩系数为0.386,木材顺纹抗压极限强度358 kg/cm2 ,静曲极限强度661 kg/cm2,端面强度285 kg/cm2。杉木木材本身具特殊香味,含有“杉脑”,具有抗虫耐腐的功效。据报道,杉木中的香杉木醇能杀死空气中的细菌、抑制人体病原菌,并对各种皮肤炎症具有一定的抑制作用,能够缓解人体疲劳,舒缓人体压力。
由于杉木材质轻软、含水量大、易开裂等,造成杉木的木材综合利用率较低。调查发现,杉木木材和杉木家具制品都普遍存在材质差、强度和硬度低、易变形、易开裂、易吸湿、结构疏松、尺寸稳定性差、不耐磨等缺陷, 严重限制了杉木的应用范围和杉木经济价值提升。
2 杉木的常规干燥方法
杉木锯材干燥是杉木制品加工过程中的重要环节,如果控制不当,杉木锯材会出现开裂、变色等一系列质量问题,并直接影响后续环节的加工和利用。目前国内对杉木干燥所使用的干燥基准主要分为时间干燥基准和含水率干燥基准两种。时间干燥基准是把杉木锯材整个干燥所需的时间分为若干个时间段,并按每个时间段来控制介质温度和湿度;含水率干燥基准是依据杉木锯材含水率的变化,控制介质的温度和湿度参数,最终达到木材的平衡含水率。
杉木锯材干燥方法生产中主要有常规蒸汽干燥、高温干燥、过热蒸汽干燥、除湿干燥、真空干燥、高频干燥等。此外,部分木材加工企业结合自身企业设备状况和生产要求将不同干燥方法进行结合,称为联合干燥,常见的有常规干燥窑-高温干燥、常规干燥窑-除湿干燥和真空干燥-高频干燥等方法。常规干燥方法相对比较成熟,具有操作简便和干燥成本较低等优点,是目前较常用的干燥方法。将杉木锯材按照一定的顺序堆放在木材干燥窑内,通过加热管道交替加热窑内空气,定时向干燥窑内喷蒸汽,并通过控制干燥窑顶部风机来实现控制干燥窑内气流循环,最终完成对杉木锯材的干燥。调查显示,对于大多数木材生产企业而言,目前国内制材与干燥生产大多数为独立外包制,操作工人基本不具备木材加工技术专业知识,对干燥窑的操作和控制全靠经验来实现,难以控制杉木锯材的最佳干燥基准。在干燥进行中,由于各种干燥控制数据设定不合理,造成锯材在升温阶段就已经开始干燥,锯材干燥质量难以保证,杉木锯材干燥周期变长,最终造成干燥成本增加,干燥质量降低,出现杉木锯材扭曲、端裂和表裂等变形问题。
3 试验材料与方法
3. 1 材料与设备
试验所选用的材料来自云南省普洱市景东人工速生杉木木材,树龄为10年以上。锯材尺寸规格为:800 mm×100 mm×30 m;初始含水率45%~50%;鋸解时尽量选用少节或无死节径切板作为试验材料。
干燥试验采用蒸汽加热常规木材干燥窑,风机为轴流式叶片风机,安装在干燥窑顶部风机间,散热装置采用方形叶片式散热管。
3. 2 试验方法
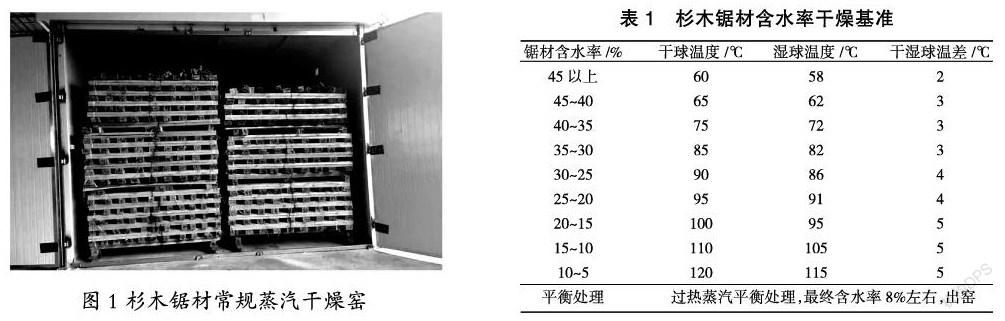
将杉木锯材放入木材干燥窑,按照顺序堆垛,锯材层与层之间使用隔条隔开。在锯材干燥初期,对锯材进行预热,温度在60℃时,保温3~4 h,然后缓慢升温,升温梯度以5℃左右递增,最终将干燥窑升温到120 ℃,杉木锯材干燥达到含水率5%~10%,最后用过热蒸汽进行杉木锯材平衡处理,通过采用喷蒸法对杉木锯材进行过热蒸汽处理,处理时间为2~4 h,使杉木锯材含水率达到8%,达到平衡含水率。最后,关闭干燥窑加热装置,逐步使干燥窑温度降低至室温,杉木锯材平衡养生结束,打开干燥窑大门,锯材按顺序出窑,干燥结束。
3. 3 干燥基准制订
杉木锯材干燥采用蒸汽加热常规木材干燥窑,通过试验制订杉木锯材的含水率干燥基准。在木材干燥过程中,木材中的水分含量多少通常用含水率或含水量(Moisture content,简称MC)来表示,即用木材中水分的质量与木材质量之比的百分数的方式表示。杉木干燥基准制订中采用含水率作为杉木锯材的干燥基准(表1)。
4 结论与讨论
4. 1 通过对杉木锯材高温过热蒸汽干燥工艺的试验研究,根据杉木锯材的尺寸规格、干燥介质的流速和锯材的含水率制订杉木含水率干燥基准,通过干燥试验,干燥过程进行顺利,最终杉木锯材达到平衡含水率8%左右。杉木锯材干燥试验,高温过热蒸汽干燥工艺能够使杉木锯材达到预定的温度和湿度,通过干燥末期高温过热喷蒸工艺,消除了木材干燥应力,提高了杉木锯材的干燥质量。
4. 2 在杉木干燥过程中,通过对杉木锯材进行必要的热湿处理(喷蒸处理),可以有效预防杉木锯材在干燥过程中产生缺陷。既能提高锯材干燥质量,又能减少能耗,降低干燥成本。
4. 3 干燥结果表明,杉木锯材高温过热蒸汽干燥工艺是一种可行有效的木材干燥方法。与杉木锯材常规干燥工艺相比,高温过热蒸汽干燥杉木锯材的干燥质量和出材率更高,且缩短了锯材的干燥周期,进一步扩大了杉木锯材的使用范围,提高了杉木的经济益。
参考文献
[1] 周永东, 李晓玲. 人工林杨木和杉木的干燥特性与干燥工艺[J]. 木材工业, 2004(3): 4 - 6.
[2] 蔡家斌, 钱世江. 速生杉木薄板热压干燥的试验研究[J]. 南京林业大学学报, 1997, 21(3): 34 - 38.
[3] 张立宾, 高瑞清, 李晓玲. 人工林落叶松板材的真空干燥工艺[J]. 木材工业, 2011, 25(4): 50 - 53.
[4] 董明光, 李军伟. 25 mm番龙眼地板毛坯低温干燥工艺探讨[J]. 林业科技, 2013, 38(1): 42 - 43.
[5] 董明光, 李军伟. 对实木制品生产中含水率的控制的探讨[J]. 林业科技, 2013, 38(2): 47 - 48, 52.
第1作者简介: 李军伟(1974-), 男, 硕士, 教授, 主要从事木材加工技术相关教学与研究工作。
收稿日期: 2021 - 03 - 20
(责任编辑: 张亚楠)
