钠冷快堆控制棒驱动机构用GH1059合金动导管的试制*
2021-12-15高佩
高 佩
(1.江苏银环精密钢管有限公司,江苏 宜兴 214203;2.江苏大学材料科学与工程学院,江苏 镇江 212013)
钠冷快堆作为第四代6个先进核能系统堆型之一,具有极高的安全性,能显著提高铀的利用率并大幅度减少核废物,有效防止核扩散[1-10]。控制棒驱动机构作为钠冷快堆独立的停堆系统执行机构,按照系统的指令来驱动控制棒组件在堆芯内作上下往复运动及快速落棒运动,从而改变其在堆芯的插入深度,最终实现反应堆紧急控制(主要是安全快速停堆)、功率调节、补偿控制等功能[10]。动导管是控制棒驱动机构驱动控制组件上下移动的重要通道,是确保反应堆安全的重要堆内部件。由于动导管位于堆芯中央的上部,中子通量高,辐照后动导管材料韧性会降低并发生脆化,在快速落棒时,控制棒驱动机构会对动导管的上端产生很大的冲击功,同时,由于动导管的工作介质为钠,因此要求动导管材料具有良好的抗辐照性能、抗冲击性能、与钠相容性等。根据俄罗斯的核电技术经验以及我国高温合金材料的现状,选择GH1059合金作为快堆控制棒驱动机构动导管材料是非常合理的。
GH1059合金是一种固溶强化型铁镍基高温变形合金,相当于俄罗斯牌号ЧC59,国外对ЧС59合金实行技术封锁,而国内尚无相关研究,也无厂家能冶炼及生产GH1059合金无缝管。GH1059合金的合金化程度较高,变形抗力大,冶炼及制造技术困难。近年来,国内冶炼及制造厂家的装备水平已达到甚至超过国外水平,参考国内合金无缝管的制造经验[11-19],研制出GH1059合金动导管完全可行。我国虽已建成实验快堆,但关键结构用钢均从俄罗斯进口,而目前正在建造的示范快堆关键结构用金属材料已开始逐步实现国产化。因此,实现GH1059合金动导管的国产化对实现我国钠冷示范快堆的设计定型及商业化具有重大意义。
1 试验材料与方法
1.1 试验材料
GH1059合金动导管主要制造工艺为:真空感应冶炼→保护气氛电渣重熔→高温均质化热处理→热锻→热挤压→高温热处理→冷轧→固溶热处理→成品检验。具体包含两个阶段:
(1)第一阶段:热挤压管坯制造。
GH1059合金材料采用真空感应冶炼,浇铸成规格为Φ440 mm的合金锭,然后采用6 t保护气氛电渣重熔炉冶炼成Φ620/Φ720 mm的合金锭,再采用2 000 t快锻液压机组开坯,锻造后坯料规格为Φ415 mm×750 mm,锻压比≥5,然后依次进行固溶热处理、矫直、表面机加工、超声波探伤、剪切定尺,并通过表面检验、钻孔、端面加工、预热、一次感应加热、扩孔、二次感应加热,最后在63 MN卧式挤压机上进行挤压,采用玻璃粉润滑,挤压速度100~200 mm/s,挤压后得到规格为Φ280 mm×55 mm的管坯。
(2)第二阶段:动导管制造。
将规格为Φ280 mm×55 mm的热挤压管坯在高温箱式炉中进行高温热处理,以消除管坯带状组织,使第二相充分溶解,成分更加均匀,热处理温度为1 200~1 230℃,保温时间150 min,水冷。热处理后进行矫直,切除头尾缺陷及去除毛刺,再进行酸洗,并冲洗去除残酸。然后进行2个道次冷轧,即Φ280 mm×55 mm→Φ232 mm×48 mm→外径186 mm/内径104 mm,第一道次冷轧后进行温度1 080℃、保温时间120 min的固溶热处理,再进行矫直、酸洗、表面检验及修磨、清洁等工序。第二道次冷轧后进行温度1 070℃、保温时间150 min的固溶热处理,再进行矫直、酸洗、表面检验及修磨、清洁、表面检验、尺寸检验、超声波检验、理化检验等工序。
1.2 试验方法
超声波检验按GB/T 5777—2008《无缝钢管超声波探伤检验方法》中的L2.5级要求进行;动导管外表面质量应采用直接目视检验,内表面采用内窥镜检验;外径、内径分别采用外径千分尺及内径千分尺进行检测,直线度采用1 m塞尺进行检测;表面粗糙度采用SJ-201型粗糙度仪检测。
随机选取1支规格为外径186 mm/内径104 mm的动导管并在其一端取样,然后进行成分分析、显微组织检验、25~800℃拉伸试验、布氏硬度检测、室温冲击试验及晶间腐蚀试验。其中成分按ASTM A 751—2014《钢制品化学分析的试验方法、准则和术语》的规定分别在SPECTRO MAXx型直读光谱仪、CS-8800型红外碳硫分析仪、ONH-500型氧氮氢分析仪上进行检测分析;纵向金相试样采用10%草酸电解浸蚀,然后在ZEISS Axiovert 40MAT型金相显微镜下观察,按GB/T 6394—2017《金属平均晶粒度测定方法》中规定的截点法测量其平均晶粒度;将金相试样放入ZEISS EVO18型扫描电镜中对其表面形貌进行观察,采用能谱仪对合金中的析出相进行分析;拉伸试验分别按GB/T 228.1—2010《金属材料 拉伸试验 第1部分:室温试验方法》及GB/T 228.2—2015《金属材料 拉伸试验 第2部分:高温试验方法》中的规定进行,采用R4试样,试样平行长度原始直径为10 mm,原始标距L0为50 mm,拉伸试验在DDL-300型电子万能拉伸试验机上进行;布氏硬度检测按GB/T 231.1—2018《金属材料 布氏硬度试验 第1部分:试验方法》的规定在570HAD型字式显示布洛维硬度计上进行;U型缺口室温冲击试验按GB/T 229—2007《金属材料 夏比摆锤冲击试验方法》的规定在ZBC2302-C型金属摆锤冲击试验机上进行。按GB/T 15260—2016《金属和合金的腐蚀 镍合金晶间腐蚀试验方法》中的B法和D法规定分别进行晶间腐蚀试验,B法试验用试样沿纵向选取,试样尺寸为80 mm×20 mm×4 mm,2个试样包含外壁,2个试样包含内壁,腐蚀溶液为铜-硫酸铜-16%硫酸溶液,腐蚀试验为24 h,腐蚀试验后将试样进行180°弯曲,弯曲用压头半径为8 mm,试验后用显微镜放大10倍对试样弯曲外侧进行观察,看是否有晶间腐蚀倾向;D法试验用试样沿纵向选取,试样尺寸为30 mm×20 mm×4 mm(长×宽×厚),其中2个试样包含外壁,2个试样包含内壁,腐蚀溶液为65%硝酸,腐蚀试验为5个周期,每个周期48 h,且每个周期试验后均更换新鲜溶液后继续试验,试验结束后,按相关公式计算每个周期的腐蚀速率及5个周期腐蚀速率的平均值。
2 试验结果及分析
2.1 超声波检验
按要求对GH1059合金动导管进行超声波检验,检验结果表明,动导管的缺陷回波幅度均低于报警门限,说明动导管的表面质量优异,生产工艺稳定、可靠。
2.2 表面质量及尺寸检验
经目视检验及内窥镜检验,动导管内外无裂纹、夹渣、结疤等缺陷。经检测,动导管外表面粗糙度Ra为1.2~2.0μm,内表面粗糙度Ra为1.3~2.2μm,可见动导管内表面质量优良。
经测量,动导管外径实测偏差在(-0.5,+1.2)mm,内径实测偏差在(-1.1,+0.6)mm,直线度≤1.5 mm/m,可见其外径及内径尺寸精度优良。
2.3 化学成分
GH1059合金动导管的化学成分见表1,可见GH1059合金中P、S、Co、B及五害元素含量均在较低水平。

表1 GH1059合金动导管的化学成分(质量分数) %
2.4 纵向显微组织
GH1059合金动导管纵向显微组织如图1所示。可见动导管为全奥氏体晶粒,且部分晶粒存在孪晶,经测量,其平均晶粒尺寸约为78.23μm,平均晶粒度约4.1级。
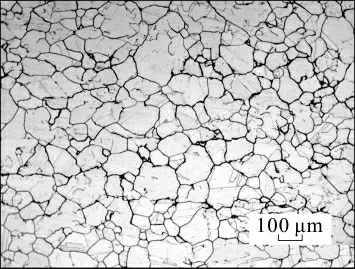
图1 GH1059合金动导管纵向显微组织
在扫描电镜下,动导管纵向组织形貌及第二相能谱如图2所示,从图2(a)~(b)可知,动导管晶内有近似圆形第二相呈不规则分布,最大直径可达1μm,经能谱分析,晶内近似圆形第二相主要为含Cr、Fe、Ni、Mo的碳化物;由图2(a)~(c)可知,晶内及晶界还有呈片层状的第二相,经能谱分析,为富Cr、Mo的碳化物。
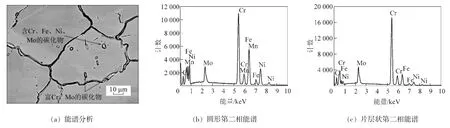
图2 GH1059合金动导管第二相形貌及能谱分析结果
2.5 动导管力学性能
GH1059合金动导管在25~800℃的拉伸性能随温度的变化趋势如图3所示。由图3可知,动导管的抗拉强度及屈服强度均随温度的升高而降低。在25℃时,动导管抗拉强度为592 MPa,温度升高到100℃时,抗拉强度为555 MPa,下降幅度较大,温度继续升高,抗拉强度下降幅度开始减小,温度在200~600℃时,抗拉强度下降趋势非常缓慢,当温度超过600℃,抗拉强度下降幅度开始增大,超过700℃时,抗拉强度急剧下降,温度为800℃时抗拉强度最小,即279 MPa;在25~300℃时,随温度的升高,屈服强度下降幅度逐渐减小,当温度在300~500℃,屈服强度降低非常缓慢,基本保持在192 MPa左右,温度达到600℃时,屈服强度降低到最低值166 MPa,温度上升到700~800℃时,屈服强度缓慢上升到177 MPa左右;断后伸长率在25~200℃随温度的升高而呈降低趋势,在200~700℃基本呈缓慢上升趋势,温度超过700℃时,断后伸长率开始明显上升;断面收缩率在25~200℃随温度的升高呈缓慢下降趋势,在25~600℃下降趋势较明显,温度超过600℃时断面收缩率开始缓慢上升,超过700℃时上升幅度增加。
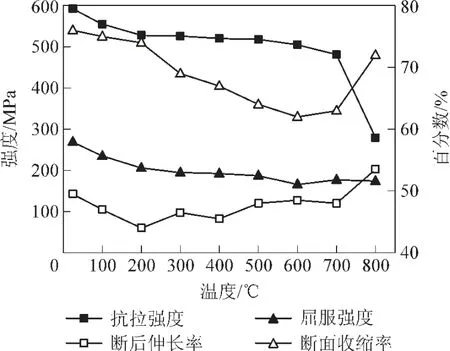
图3 GH1059合金动导管拉伸性能
采用布洛维硬度计对GH1059合金动导管的硬度进行检测,结果为157,155,158 HBW;采用摆锤冲击试验机对动导管进行冲击试验,室温冲击韧性为479,476,481 J/cm2。
2.6 耐晶间腐蚀性能
按GB/T 15260—2016中B法对GH1059合金动导管进行晶间腐蚀试验,试样尺寸为80 mm×20 mm×4 mm(长×宽×厚),其中2个试样包含外壁切取,2个试样包含内壁切取,试样加工过程防止过热,表面粗糙度Ra≤0.80μm,腐蚀溶液为铜-硫酸铜-16%硫酸,加热试验溶液到沸腾并开始计时,试验连续进行,中间不更换溶液,试验周期为24 h。试验后每个试样均弯曲两个被检验面,即原始表面作为弯曲的外侧,弯曲压头半径为试样厚度的2倍,即8 mm,弯曲角度为180°,弯曲后的试样宏观形貌如图4所示,然后用显微镜观察(放大10倍),可见弯曲外侧均无因晶间腐蚀而产生的裂纹,可见GH1059合金动导管具有良好的耐铜-硫酸铜-16%硫酸腐蚀性能。
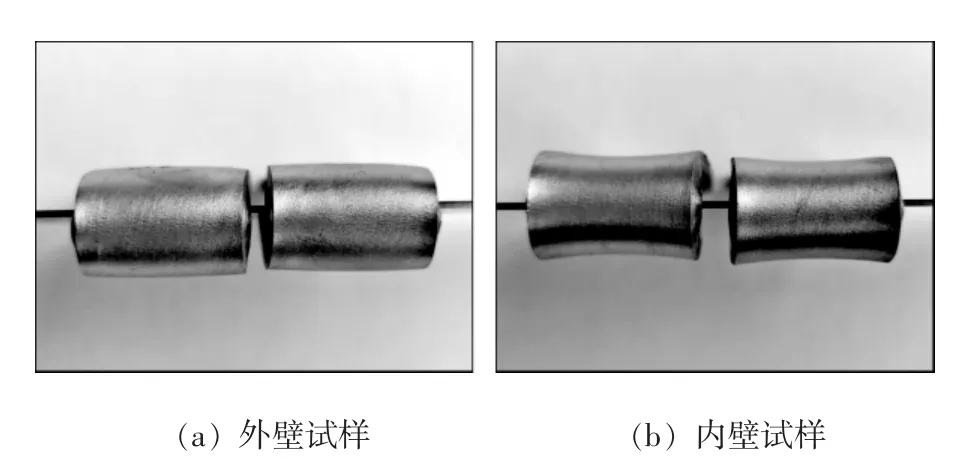
图4 GH1059合金动导管弯曲试验后的宏观形貌
按GB/T 15260—2016中D法对GH1059合金动导管进行晶间腐蚀试验,试样尺寸为30 mm×20 mm×4 mm(长×宽×厚),沿纵向取样,其中2个试样包含外壁,2个试样包含内壁,并对试样所有表面进行抛光加工,加工过程防止过热,表面粗糙度Ra≤0.80μm,腐蚀溶液为65%硝酸。试验前对每个试样进行尺寸测量,精确到0.01 mm,计算总表面积,然后进行清洗、吹干并称重,精确到0.001 g。加热试验溶液到沸腾并开始计时,试验共进行5个周期,每个周期48 h,且每个周期试验后均对试样进行清洗、吹干、称重,记录每个状态试样的质量,每个周期均需更换新鲜溶液继续试验。试验结束后,按GB/T 15260—2016中第4.4.1节公式(1)计算腐蚀速率,结果见表2。可见GH1059合金动导管腐蚀速率在0.29~0.31 mm/a,具有良好的耐硝酸腐蚀性能。
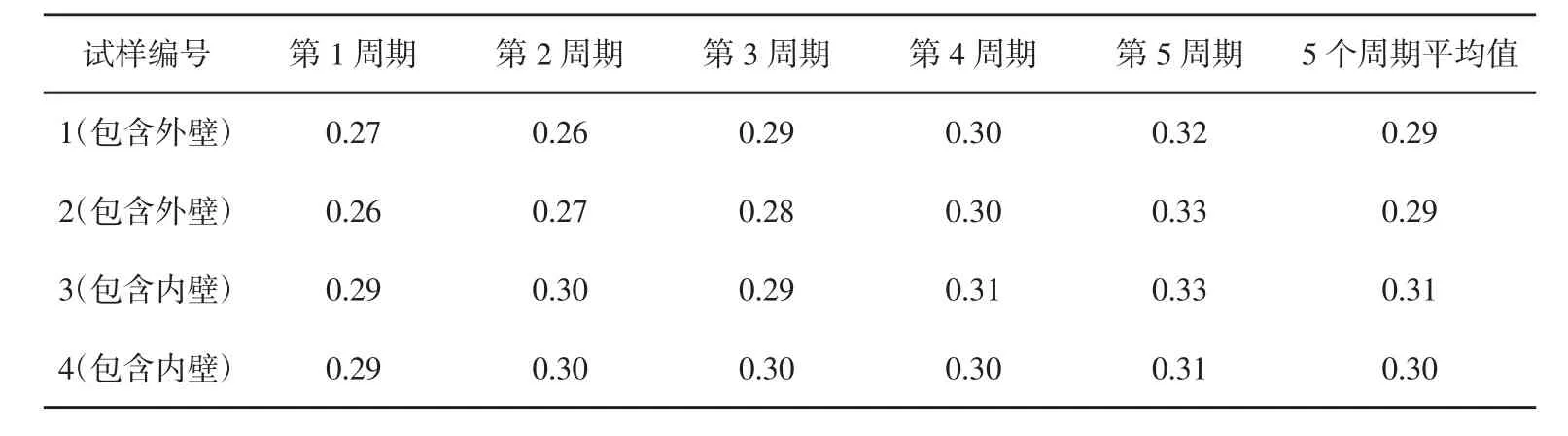
表2 GH1059合金动导管硝酸腐蚀试验腐蚀速率结果 mm/a
3 结 论
(1)采用真空感应冶炼+保护气氛电渣重熔+锻造+热挤压+冷轧工艺成功研发出外径186 mm/内径104 mm的钠冷快堆控制棒驱动机构用GH1059合金动导管。
(2)经超声波检验、表面质量检验、粗糙度检测及尺寸检验,GH1059合金动导管各项指标均满足技术条件要求,其表面质量及尺寸精度优良。
(3)GH1059合金动导管纵向显微组织为全奥氏体晶粒,部分晶粒存在孪晶,平均晶粒尺寸约为78.23μm,平均晶粒度约4.1级。经扫描电镜及能谱分析,晶内有近似圆形的含Cr、Fe、Ni、Mo的碳化物,晶内及晶界还有呈片层状的富Cr、Mo的碳化物。
(4)GH1059合金动导管在25~800℃的拉伸性能优良,硬度适中,室温冲击韧性较高,耐铜-硫酸铜-16%硫酸及硝酸腐蚀性能优良,满足动导管的使用要求,实现了国产化。
