高强度页岩气井开采用CB140V套管的开发
2021-12-15刘广华陈松林苏郑卿
刘广华,陈松林,苏郑卿
(江苏常宝普莱森钢管有限公司,江苏 常州 213200)
随着世界油气工业的发展以及各国对能源的战略需求增大,自美国页岩气革命以来,直井和水平井的压裂工艺已成为开发页岩气的关键因素,而压裂作为一种关键的增产技术手段在页岩气开发过程中已得到广泛应用[1-3]。在压裂过程中,页岩气井的生产套管出现了大量的变形损坏,严重影响生产。根据相关文献分析[4-10],套管损坏主要表现为套管管体受到的外界非均匀载荷超出套管能力极限,导致套管整体结构失稳,发生点变形,主要变形为剪切变形和挤压变形。因此,在页岩气套管选型及套管生产过程中,提高壁厚和屈服强度均可以提高抗外压挤毁强度,能有效地减少套管变形。
抗挤毁性能作为套管的主要实物性能指标,起着维持套管稳定性的重要作用。参考部分文献资料,在钢管规格确定的情况下,影响抗挤毁性能的主要参数是:外径椭圆度、壁厚均匀性、屈服强度和残余应力[11-16]。因此,在屈服强度达到钢级要求的同时,控制好套管的几何尺寸精度并降低残余应力,可以生产出具有较高抗挤毁强度的套管。
以Φ139.7 mm×12.7 mm规格CB140V钢级套管为例,从钢管生产过程中的尺寸控制、性能控制等方面介绍了页岩气套管开发生产过程。根据API TR 5C3—2018《套管或油管的性能计算》,对于Φ139.7 mm×12.7 mm规格CB140V钢级套管,其适用的抗挤毁强度Pyp计算公式为塑形挤毁压力公式,见公式(1),该规格产品的理论抗挤毁强度可以达到159.5 MPa。CB140V钢级套管性能指标要求见表1。

表1 CB140V钢级套管性能指标要求

式中Yp——规定的最低屈服强度,MPa;
D——套管外径,mm;
t——套管壁厚,mm。
1 主要技术指标
为了降低套管尺寸对抗挤毁强度和使用性能的影响,对套管尺寸公差进行了严格设计,Φ139.7 mm×12.7 mm规格套管几何尺寸要求见表2。

表2 Φ139.7 mm×12.7 mm规格套管几何尺寸要求
2 钢种设计
首先需保证管体具有良好的屈服强度和抗拉强度,确保管体强度指标达到设计要求;其次在保证强度的前提下,尽可能提高管体韧性。参考国内合金结构钢标准,并结合以往套管生产经验,综合考虑,选择具有良好强韧性的CrMo合金钢,并添加少量的细化晶粒元素Nb、V等合金元素。铬能增加调质热处理钢的淬透性并有二次硬化的作用,可提高碳钢的硬度和耐磨性而不使钢变脆,经回火热处理后具有良好的综合性能;钼在调质钢中不但能够提高钢的淬透性,还具有良好的热强性,提高钢的抗回火性或回火稳定性,使钢材可以在较高的温度下回火,从而更有效地消除(或降低)残余应力,提高塑性;钒在钢中主要以碳化物的形式存在,其主要作用是细化钢的组织和晶粒,但会降低钢的强度和韧性,在结构钢中常和锰、铬、钼以及钨等元素联合作用,在调质钢中能提高钢的强度和屈服比,降低过热敏感性;铌在钢中也具有细化晶粒的作用,微量铌可以在不影响钢的塑性和韧性的情况下提高钢的强度,提高钢的冲击韧性并降低其脆性转变温度。
Φ139.7 mm×12.7 mm规格套管化学成分设计目标见表3。

表3 Φ139.7 mm×12.7 mm规格套管化学成分(质量分数)设计目标 %
3 热轧生产
3.1 工艺流程
EAF(高炉铁水+废钢)→炉外精炼→真空脱气→连铸→连轧→缓冷→管坯检验→冷定心→管坯加热→穿孔→轧管→再加热→定(减)径→冷却→调质热处理→热矫直→压力矫直→管端锯切→目视检验→尺寸检验→超声波探伤→管端磁粉→水压测试→通径→车丝→螺纹检验→管拧→喷标→涂油→包装入库。
3.2 冶炼控制
为了降低钢中气体含量对钢韧性的影响,在管坯冶炼过程中采取了真空脱气处理,其中w(O)≤30×10-6,w(N)≤80×10-6,w(H)≤2×10-6。另外,为了降低非金属夹杂物对钢材强度和冲击韧性的影响,冶炼过程中采取了钙处理,改善钢中夹杂物形状,从而进一步保证钢管热处理后的综合性能。
3.3 热轧控制
(1)为了保证热轧穿孔过程中毛管壁厚均匀性,在生产条件有限的情况下,对管坯提前进行两端冷定心,一方面提高穿孔过程的咬入条件,另一方面保证咬入过程对中性,从而提高穿孔毛管的壁厚均匀性。
(2)芯棒作为轧制过程的主要变形工具,是影响荒管壁厚精度的主要工具;因此,对芯棒直度和椭圆度提出了更高的要求,芯棒直度≤1 mm/m,椭圆度≤0.3 mm。在轧制生产之前,对芯棒直度和椭圆度进行逐支检验和压力矫直,并剔除最终无法满足要求的芯棒,保留直度和椭圆度最好的8支芯棒投入生产使用。
(3)为了改善定(减)径过程钢管椭圆度,在微张力定(减)径孔型设计过程中,充分发挥14机架微张力定(减)径机的设备特点,控制单架最大减径率不超过3%,总减径量不超过15%,椭圆度系数不超过1.03%,同时增加成品机架个数,使用两架规圆机架将钢管充分规圆,以减小椭圆度。
3.4 热处理控制
热处理不但是影响钢管力学性能的主要工序,也是影响高强度、高韧性套管直度的重要工序,为了在热处理过程中控制这两个重要控制指标,一方面从热处理工艺方面着手对CB140V的热处理工艺进行充分研究,通过延长回火保温时间,按照常规回火时间的1.5倍设计,经过多次热处理小试样工艺试验和重复性试验验证,最终确定一组较为合理的淬火+回火热处理工艺进行车间生产应用。另一方面,生产之前对热处理设备进行检查和维修,保证热处理热电偶测温准确可靠、水淬设备托轮中心线一致、矫直辊角度一致、矫直辊辊面与管体包络紧密贴合。同时矫直过程增加了钢管的残余应力,为了降低其影响,对矫直温度也进行了严格控制。热处理工艺及矫直温度见表4。
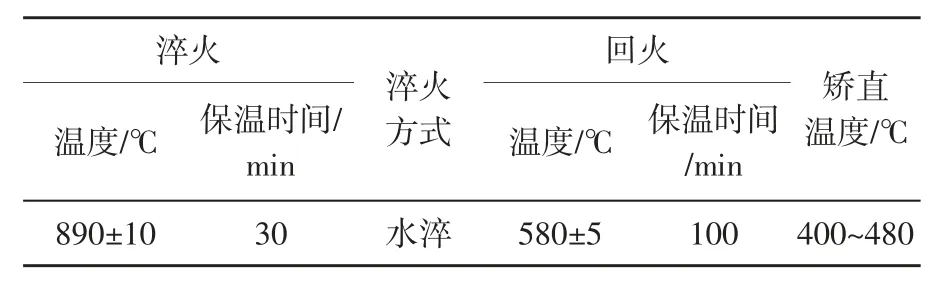
表4 Φ139.7 mm×12.7 mm规格CB140V钢级套管热处理工艺及矫直温度
4 性能试验及分析
4.1 几何尺寸检验
抽检10支套管的几何尺寸和直度,具体检测结果见表5。从统计结果来看,外径、壁厚、椭圆度、壁厚不均度完全达到设计目标;钢管经过热旋转矫直,钢管直度也能够满足设计目标要求。目标对比结果见表6。

表5 Φ139.7 mm×12.7 mm规格CB140V钢级套管几何尺寸统计

表6 Φ139.7 mm×12.7 mm规格CB140V钢级套管尺寸结果对比
4.2 室温力学性能
Φ139.7 mm×12.7 mm规格CB140V钢级套管的力学性能数据见表7。常温拉伸性能、0℃冲击性能,均达到了设计要求。

表7 Φ139.7 mm×12.7 mm规格CB140V钢级套管的力学性能
金相组织为晶粒细小的回火索氏体,晶粒度达到10级,Φ139.7 mm×12.7 mm规格CB140V钢级套管金相组织如图1所示。另外取一支试样委托第三方实验室进行抗挤毁强度试验,受到试验设备安全条件限制,试验压力已经达到了表1中抗挤毁数值目标,抗挤毁强度已经达到了172.9 MPa,该委托第三方实验室进行抗挤毁强度试验的钢管仍未出现挤毁变形迹象,试验顺利通过。

图1 Φ139.7 mm×12.7 mm规格CB140V钢级套管金相组织
4.3 用户使用与评价
该批CB140V钢级页岩气套管经过特殊螺纹接头加工之后,供给国内某油田生产试用,在井上服务人员的跟踪、指导下,顺利完成了套管下井、固井、完井作业,整个过程中未出现任何异常套损,得到客户的好评和认可。
5 结 语
(1)此次开发的CB140V钢级高强度、高韧性、高尺寸精度、高抗挤毁套管取得了初步成功,产品各项技术参数均达到设计目标;
(2)该产品经过油田客户的使用验证,能够满足油田页岩气开发生产用套管的使用要求;
(3)CB140V钢级页岩气套管的开发生产,为国内外页岩气开发生产用套管提供了新的选择渠道;
(4)CB140V钢级页岩气套管研究开发的成功,为其他更高钢级页岩气套管的开发生产提供了研究基础和方向,主要体现在高强度、高韧性、高尺寸精度、高抗挤毁性能。
