柴油产品质量升级与清洁柴油生产技术应用进展
2021-12-14葛泮珠刘清河
王 哲,张 乐,葛泮珠,刘清河
(中国石化石油化工科学研究院,北京 100086)
随着人们环保意识的逐渐增强,世界各国政府对车用燃料的质量要求越来越严格。对柴油产品而言,低硫化和低芳烃化成为其质量升级的主要趋势。我国从21世纪初开始执行国Ⅱ车用柴油标准(GB/T 19147—2003),历经20年发展,目前已经全面实施国Ⅵ柴油标准,将车用柴油硫质量分数全面限制在10 μg/g以下,并要求多环芳烃质量分数不大于7%。
如何在相对较低的成本下实现超低硫、低芳烃清洁柴油的生产,已成为炼油企业面临的主要问题之一。为应对柴油产品质量标准升级带来的挑战,世界各国的催化剂供应商和研究机构陆续开发了一系列清洁柴油生产技术及催化剂。截至目前,我国柴油产品质量升级的改造和建设已趋完成,绝大多数新建装置和改造装置的性能均已达到预期水平。
1 国内柴油产品质量标准的更迭
与发达国家相比,我国的柴油产品质量升级起步较晚。从GB 252—2000《轻柴油》强制性国家标准和GB/T 19147—2003《车用柴油》推荐性国家标准开始,我国逐步对车用柴油产品的质量提出了越来越高的要求[1-2]。其中,GB/T 19147—2003《车用柴油》标准(国Ⅱ)是我国首个车用柴油的国家标准(参照EN590-1998制订)。此后的国Ⅲ标准在降低硫含量的同时,对车用柴油中的多环芳烃以及润滑性等主要指标进行了严格控制,并且将该标准修订为强制性国家标准。该标准于2011年6月在全国范围内执行。
随后,GB/T 19147—2013和GB/T 19147—2016标准的制定,加速了我国柴油产品质量升级的步伐[3-4]:分别于2015年1月1日、2017年7月1日和2019年1月1日实施国Ⅳ、国Ⅴ和国Ⅵ柴油标准。表1描述了国Ⅳ柴油质量升级以来的产品指标变化。由表1可见,从国Ⅳ标准升级到目前的国Ⅵ标准,柴油产品指标的变化主要体现在:硫质量分数由50 μg/g降低至10 μg/g以下,多环芳烃质量分数由11%降低至7%以下。上述指标变化趋势表明,我国对柴油车尾气的排放要求越来越严。

表1 国家车用柴油产品指标变化
2 加氢催化剂的开发及应用
为应对柴油产品质量升级的需要,国内外研究机构陆续加大科研投入,从催化剂和工艺两个方面推动了清洁柴油生产技术的快速进步。作为加氢技术的核心,加氢催化剂性能的提升是支撑柴油产品质量升级的关键。根据市场需求,国内外主要研发机构推出了一系列新牌号催化剂或新型催化剂组合技术。
2.1 国外加氢催化剂及应用
国外催化剂供应商主要包括Axens,Topsøe,Criterion(Shell),Albemarle(Akzo)等公司。由于国外柴油质量升级起步较早,上述供应商开发的催化剂在生产超低硫柴油方面的应用业绩已超过100套次装置以上。但其主要应用在欧美等国家和地区的炼油企业,在我国的应用业绩与公开报道则比较少。为满足超低硫柴油产品的生产要求,上述供应商会根据操作环境及原料的不同,向用户提供相应的催化剂[5-8]。表2列出了国外比较具有代表性的柴油超深度脱硫催化剂。

表2 国外柴油超深度脱硫催化剂
表3给出了Criterion公司开发的催化剂DN3636在中国石化镇海炼油化工分公司的应用结果[9]。由表3可知,采用该催化剂加工含有30%二次加工柴油(其中催化裂化柴油12.9%,焦化柴油18.2%)的原料时,可以在平均反应温度367 ℃时,将产品硫质量分数降低至10 μg/g以下,满足国Ⅴ柴油标准要求。值得注意的是,若要生产国Ⅵ标准柴油,则需进一步降低产品中的多环芳烃含量。
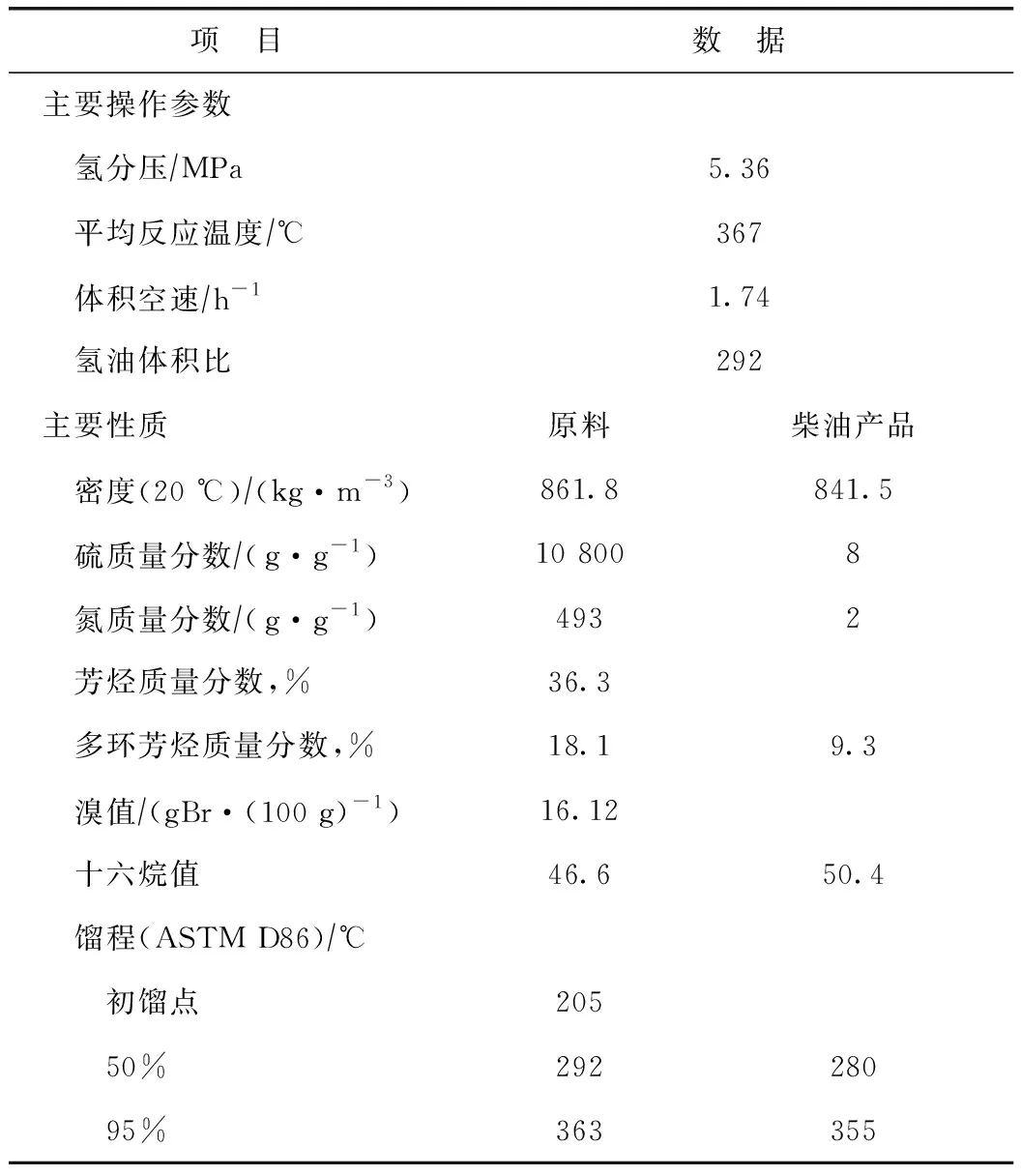
表3 国外催化剂DN-3636在国内柴油加氢装置上的应用结果
2.2 国内加氢催化剂及应用
国内催化剂供应商以中国石化石油化工科学研究院(石科院)和中国石化大连石油化工研究院(FRIPP)为代表,开发了多种适用于清洁柴油生产的催化剂体系。其中,石科院基于反应分子与活性相最优匹配技术理念(ROCKET)开发了超深度脱硫催化剂RS-2100和RS-2200,前者为NiMo双金属体系,后者为CoMo双金属体系,可根据原料类型和操作条件选择使用[10]。工业应用结果表明[10-11]:采用RS-2100催化剂加工硫质量分数为0.9%~1.0%的劣质混合柴油原料时,可在反应器入口压力为8.8 MPa、体积空速为1.7 h-1、床层平均反应温度为367 ℃的条件下,生产硫质量分数低于10 μg/g的柴油产品,满足国Ⅵ标准要求;长周期运行数据表明,RS-2100催化剂在上述条件下生产国Ⅵ标准柴油调合组分的失活速率小于每月1 ℃。采用RS-2200催化剂加工硫质量分数为0.3%~0.4%的直馏柴油时,可在反应器入口压力为4.6 MPa、体积空速为1.8 h-1、床层平均反应温度为360 ℃左右的条件下,生产硫质量分数低于10 μg/g的柴油产品,满足国Ⅵ标准要求;长周期运行结果表明,RS-2200催化剂具有优异的活性稳定性,在上述操作条件下可以确保装置的运行周期。
FRIPP 采用反应活性位协同作用技术(RASS技术)开发了FHUDS系列催化剂及FTX等催化剂,并应用于柴油产品质量升级过程中[12-14]。应用结果表明,采用FHUDS-6催化剂加工硫质量分数大于1%的混合原料(直馏柴油80%,催化裂化柴油和焦化柴油各10%)时,可在反应器入口压力为8.6 MPa、体积空速为1.5 h-1、催化剂床层最高温度为381 ℃(反应温升53 ℃)的条件下,生产硫质量分数低于10 μg/g的柴油产品。
近年来中国石油石油化工研究院也针对其系统内装置和原料的特点,开发了PHF系列加氢精制催化剂,并将其应用于中国石油天然气股份有限公司下属炼油企业的柴油加氢装置上[15-17]。整体来讲,这些装置加工的原料性质普遍较好,硫质量分数基本不大于0.5%,因此实现超深度脱硫的难度并不大。
2.3 催化剂组合技术应用
为满足不同装置的加工需求,同时更好地发挥催化剂的性能,近些年国外加氢催化剂供应商还针对反应器内不同反应区域的条件特点,开发了一系列催化剂级配技术,并获得了工业应用。其中先进炼油技术(ART)公司开发了SmART Catalyst SystemTM级配技术,可以在相对低的氢耗下实现超深度脱硫目标[18-19]。Albemarle 公司开发的STAX 级配装填技术[20-22],通过在不同压力下对Nebula催化剂和Mo-Co型KF-7XX及Mo-Ni型KF-8XX等催化剂组合的考察,系统分析了装填在反应器内不同区域的催化剂体系对柴油产品硫含量的影响,发现在不同压力等级的加氢装置中,具有高加氢活性的Nebula 催化剂装填位置若不同,对柴油脱硫反应效果影响就不同。通过对几种催化剂进行合理的级配装填,可以在实现超深度脱硫的同时,降低装置氢耗和催化剂费用。国内装置的应用结果表明,采用Albemarle公司KF-767/KF-860和NEBULA催化剂组合技术可以在反应器入口氢分压为6.95 MPa、体积空速为1.9 h-1和平均反应温度为331 ℃的条件下,加工“9.5%催化裂化柴油、47.6%焦化柴油、19%直馏柴油和23.8%焦化汽油”的混合原料,生产硫质量分数小于10 μg/g的超低硫柴油产品。
FRIPP也开展了类似的研究并成功实现工业应用。其中,生产超低硫柴油的S-RASSG催化剂级配技术,就是根据加氢反应器内催化剂床层不同位置的工况条件和反应特点,结合不同类型催化剂的脱硫反应机理,级配了不同活性金属类型的FHUDS系列催化剂:将加氢活性高的NiMo催化剂装在反应器上床层,而直接脱硫活性或烷基转移活性高的催化剂装填在反应器下床层。这有利于充分发挥不同类型催化剂的优势,并有效降低因高温热力学限制带来的超深度脱硫难度[23],最终实现超低硫柴油的生产。标定结果表明[24],采用S-RASSG技术可在加工焦化柴油+催化裂化柴油比例大于35%的混合原料(焦化柴油比例大于20%)时,在体积空速为1.5 h-1、氢分压为8.2 MPa、氢油体积比为673、平均反应温度为362 ℃的条件下,生产出满足国Ⅴ质量标准的柴油产品。
在柴油产品质量升级过程中,催化剂起到关键作用,为此国内外各大研究机构也都开发了各具特点的高性能加氢精制催化剂,并提供了可用来生产国Ⅴ/国Ⅵ超低硫清洁柴油的技术方案。其中,充分发挥催化剂性能始终是确保装置运行安、稳、长、满、优的关键前提。
为更好地发挥催化剂的性能,同时为拓展装置的原料和工艺条件的适用性,国内外主要催化剂供应商还开发了催化剂级配技术。采用合理的级配技术,有利于充分发挥各种催化剂在不同反应气氛中的性能优势,降低氢耗,提高装置经济效益。需要注意的是,由于不同类型催化剂对再生过程的要求有所不同,因此,级配方案的设计需要考虑到催化剂卸剂、再生过程的损失和操作难度。
3 柴油超深度加氢工艺开发与应用
3.1 液相加氢技术
在工艺开发方面,随着柴油产品指标的提高,国内外涌现出了多种新工艺技术并获得工业应用。其中,具有代表性的包括杜邦公司收购的液相加氢技术以及中国石化开发的两种连续液相加氢技术、RTS技术等。
液相加氢技术(IsoTherming)最早由Process Dynamics公司开发[25],被杜邦公司收购并推广。与传统滴流床工艺相比,采用纯液相加氢技术反应器中的物料以纯液相状态存在,反应系统无需氢气循环。在国内,IsoTherming技术在中化泉州石化有限公司等柴油加氢装置上获得了应用。从应用结果来看[26-28],对硫质量分数为1.0%~1.5%的混合原料,采用IsoTherming技术可以在反应器入口压力为8.0~9.2 MPa、床层加权平均温度为371~376 ℃、循环比为0.86~1.25的工艺条件下生产满足国Ⅴ标准的清洁柴油且装置能耗较低。
石科院和FRIPP也开发了具有独自特点的液相加氢技术并获得了工业应用。石科院和中国石化工程建设公司共同开发的连续液相柴油加氢(SLHT)技术[29-31],采用饱和溶解氢气的液体原料(新鲜料+循环精制油)由反应器底部自下而上通过反应器,确保反应器内液相是连续相;通过向反应器补入适度过量的氢气,在反应器内以气泡的形式自下而上通过反应器;过量氢不断由高压分离器排出系统。采用该技术可以加工含有10%二次加工柴油的混合原料,在体积空速为1.5 h-1的条件下生产硫质量分数小于50 μg/g的国Ⅳ柴油产品;在原料硫含量较低时可以生产满足国Ⅴ标准的柴油产品。在国Ⅴ柴油质量升级过程中,可以采用SLHT技术和滴流床反应器组合,对装置进行改造。改造后的装置能够稳定生产出符合国Ⅴ标准的柴油产品,且具备长周期稳定生产国Ⅴ柴油的能力。
FRIPP和中国石化洛阳石油化工工程公司合作开发了依靠液相产品循环携带溶解氢进反应系统的SRH相循环加氢技术并工业应用[32-34]。结果表明,采用该技术可以在新鲜原料体积空速为1.4~2.0 h-1、循环比为1.5~2.0、反应器入口温度为350~370 ℃的条件下,加工二次柴油比例不大于15%的混合原料,生产满足国Ⅳ或国Ⅴ标准的清洁柴油产品。但工业应用装置的原料硫含量普遍偏低(质量分数小于0.5%)且反应器入口温度较高。在国Ⅴ质量升级过程中,需要增加反应体积,进一步降低体积空速。
此外,中国石化长岭分公司在对现有液相加氢工艺进行深入研究的基础上,开发了管式液相加氢的技术[35-36]。该技术采用高效陶瓷膜气-液混合器,结合管式反应器体系,实现液相连续加氢的操作。目前已经在喷气燃料和直馏柴油加氢装置上实现工业应用。
对比上述技术的应用结果可以发现,液相加氢技术具有高压设备少、装置投资小、床层温度分布均匀、装置能耗低等优点,但是对加氢过程氢耗高的原料,液相加氢技术的适应性相对较差,需要增加反应体积,同时加大循环量,才能实现国Ⅵ柴油的生产。此外,由于取消了传统工艺的氢气循环系统,装置开停工过程(尤其是停工降温)采用新氢压缩机,带温速率低,需要的时间相对延长。
3.2 RTS技术
石科院通过研究氮化物和多环芳烃对超深度加氢脱硫过程的影响,针对性地开发了在不同区域脱除不同类型硫化物的柴油超深度加氢脱硫RTS技术[37]。其特点是将柴油的超深度加氢脱硫反应分为两个反应区域完成。先在高温、高空速反应区,脱除大部分硫化物和几乎全部的氮化物;在消除了氮化物的影响后,在相对低的反应温度下,完成剩余硫化物的深度脱除并进一步完成多环芳烃的饱和反应。
工业应用结果表明[38-39],采用RTS工艺可以加工直馏柴油为主的原料,在体积空速接近2.0 h-1的条件下生产硫含量满足国Ⅴ标准的柴油产品;对二次原料比例较高的原料,RTS工艺具有较好的适应性,能够在较缓和的工艺条件下生产硫含量和芳烃含量均满足国Ⅵ标准的清洁柴油,且催化剂失活速率低。
4 结 论
(1)在柴油产品质量升级的过程中,催化剂性能是影响应用效果的关键。对不同的加氢装置,在需要催化剂具有较高活性的同时,还要具有较好的活性稳定性,才能保证装置长周期稳定运行。
(2)催化剂级配技术可以充分发挥各种催化剂在反应器不同位置处的性能优势,具有生产成本低等优点,但需要考虑催化剂卸剂、再生操作的难度和损失。
(3)液相加氢工艺技术具有装置投资低、运行能耗低等优点,适用于加工氢耗相对较低的原料。加工高硫原料时,需要大幅增加催化剂的装填量。
(4)RTS工艺技术可以在较高空速下实现国Ⅴ柴油的生产,为保证装置长周期运行,需要控制原料中的二次加工柴油比例,或控制原料的终馏点。
综上所述,在产品升级过程中根据现有条件选择适宜的工艺和催化剂,是确保装置长周期平稳运行的关键。未来柴油产品指标有待进一步提高,需要对原料构成及性质进行优化,以保证装置长周期稳定运行。
