飞机前缘机动襟翼蜂窝芯与金属零件协调配合技术研究
2021-12-13陈争新
陈争新
海军装备部,四川 成都 610093
先进复合材料在飞机结构上的应用已有30多年的历史[1],目前国外军用飞机复合材料的用量占总重的25%~40%,民用飞机达10%~15%,直升机则高达60%以上。复合材料蜂窝夹层结构具有高比强度、高比刚度、最大抗疲劳性能,以及抗冲击性能优异和可设计性等优点[2]。某型机的前缘机动襟翼是全高度、全尺寸上下翼面多个台阶的无孔铝蜂窝复材结构,该结构不但承受气动载荷而且要承受前襟梁耳片和高密度夹芯扩散旋转作动器的集中载荷,蜂窝内没有嵌镶件,因此蜂窝芯和梁、蒙皮的胶接质量尤其重要。就胶接技术而言,因前襟上、下蒙皮为多台阶、厚薄变化大的化铣壁板,故与蜂窝芯胶接配合协调关系复杂,公差配合要求严,导致胶接制造难度非常大。
实际生产过程中,骨架零件包括钣金成型的肋、数控加工的梁、化铣成型的蒙皮的超差或返修可能性较小,而蜂窝芯由于固持方式和数模设计的问题,一般出现超差的概率较大,同时设计允许对蜂窝零件采取局部修配或补偿措施。因此,在正式开始生产前,通过对蜂窝芯零件的高度尺寸变化的补偿性试验来研究蜂窝芯与其他金属零件的协调配合问题具有实际意义。
1 试验概述
蜂窝与骨架零件协调尺寸的理想状态是比骨架零件高出0.1~0.2mm(单面),当局部区域蜂窝零件比骨架零件高0.4mm或低0.1mm时,在实际结构的预装配工序中应采取必要措施进行协调:当蜂窝零件为正差时,对局部高出的蜂窝芯端面采取手工修倒的方式,具体操作时,还要注意蜂窝芯零件被修正端面以外部分不可失稳;当蜂窝零件为负差时,采取局部用玻璃布加垫的方式,玻璃布采用厚度为0.1mm、0.2mm的平纹或斜纹均可,但必须经脱蜡处理,视蜂窝需补偿的高度来确定铺贴玻璃布的层数和厚度。
2 试验设计
该试验拟选取5个蜂窝高度值进行比较试验。(1)正常蜂窝高度:蜂窝高度无须补偿,用以做基本数据。(2)蜂窝高度超差0.6mm:对蜂窝端面刮倒并压平使之相对原高度低0.6mm。(3)蜂窝高度超差0.3mm:对蜂窝端面刮倒并压平使之相对原高度低0.3mm。(4)蜂窝高度负差0.2mm:蜂窝端面加一层0.2mm厚玻璃布并加贴一层J-116A膜。(5)蜂窝高度负差0.4mm:蜂窝端面加2层0.2mm厚玻璃布并增贴2层J-116A膜。胶膜与玻璃布应相间铺贴,如图1所示。
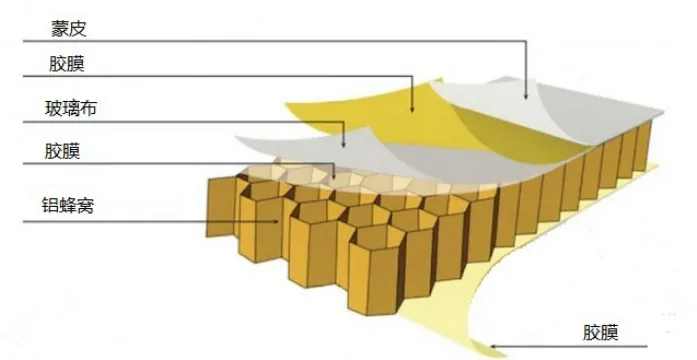
图1 铺贴示意图
3 试验结果
对蜂窝芯的高度偏差的修复效果通常是通过典型夹层结构件的承载能力的变化进行考核,而对蜂窝元件的分项力学性能试验较少。为了考核蜂窝端面与面板材料的胶接性能,此次只进行蜂窝的90°剥离试验及蜂窝的平面拉脱试验。蜂窝90°剥离试验及蜂窝的平面拉脱试验分别按照国家军用标准《胶接铝蜂窝夹层结构90°剥离试验方法》(GJB 130.8—86)、《胶接铝蜂窝夹层结构平面拉伸试验方法》(GJB 130.4—86)进行[3],结果如表1所示。
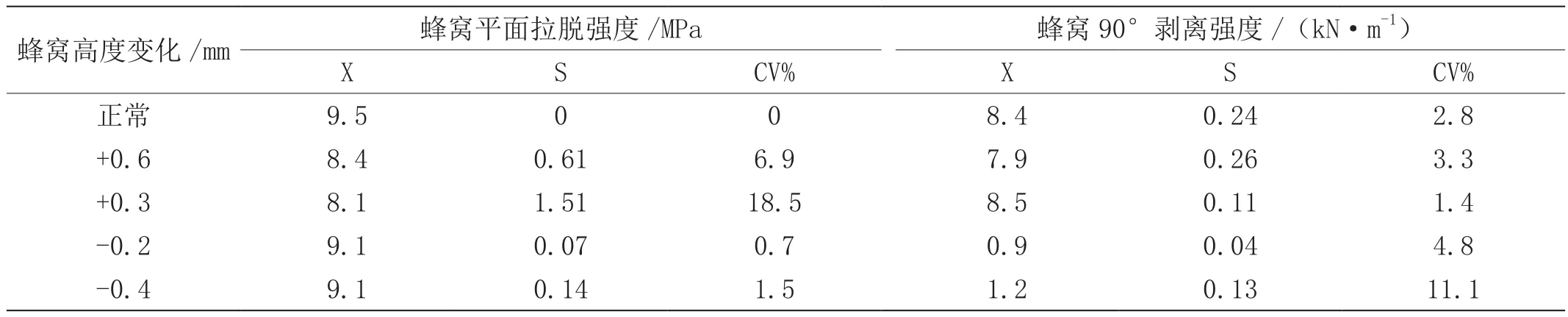
表1 蜂窝高度补偿试验结果
4 结果分析
该试验中的剥离试样和平拉试样的破坏行事基本遵循一定的规律,即剥离试样基本破坏在蜂窝与面板的界面上(用玻璃布补偿的试样除外),呈J-116A胶膜的内聚破坏;平拉试样基本破坏在蜂窝芯材本身。玻璃布补偿的试样,剥离破坏发生在玻璃布与蜂窝端面的胶层间,剥离强度极低;板—芯剥离强度均大于材料标准值6.5N/mm及设计要求值5.0N/mm。
关于蜂窝补偿后高度尺寸的控制问题,蜂窝零件正差时,采取对蜂窝端面的修倒方式,发现固化后,蜂窝夹层结构中蜂窝的实际尺寸较预计的数值小约0.1mm。这可能是因为用量具测量蜂窝修配后的尺寸时,蜂窝端面承受的力与固化状态蜂窝端面承受的力存在差异,故在精确控制结构外形尺寸时应对此予以考虑。蜂窝零件为负差时,采取加玻璃布及胶膜的方式,发现实际比玻璃布增厚约0.1mm。
4.1 试样平拉强度的差异问题
根据前文所述,蜂窝平拉试样基本破坏在蜂窝芯本身的断面上。但从单个试样的破坏载荷和平拉强度上看,各种情况的试样存在较大差异,则蜂窝试样的破坏强度的实际值与理论值的比较中也存在一定差异。
铝蜂窝夹芯材料为LF2Y,其拉伸强度极限为260MPa,材料厚度为0.05mm。经计算,蜂窝断面破坏的平面拉脱强度应为10.2MPa。但所有试样破坏强度均以此数值为极限。上述结果可能由以下原因所致。
平拉强度较低的试样基本是蜂窝端面经过修整的试样。通过对试样的观察分析可以看到,蜂窝破坏的断面形式基本不暴露蜂窝孔格,蜂窝端面修倒与未修的蜂窝其剥离强度差别不大,剥离强度均高于材料标准值及设计要求值。
在平面拉脱强度测试的过程中可以观察到,拉脱试样破坏的瞬间极短,蜂窝断面的破坏布可能同时发生。这也可能是正常拉脱破坏强度低于理论值的原因之一。
4.2 剥离强度的差异问题
J-116/J-117胶粘剂体系的面板与蜂窝芯间的破坏基本发生在蜂窝的端面,呈J-116A膜的内聚破坏。由于胶膜在固化过程中对蜂窝端面有局部浸润,在蜂窝格孔较小的情况下,剥离破坏的蜂窝端面基本接近板—板剥离的情况,故剥离强度数值较高。用玻璃布补偿的试样,由于破坏发生在玻璃布与覆盖蜂窝芯的J-116A膜之间,玻璃布表面基本没胶,呈黏附破坏,因而剥离强度很低。为此,采用玻璃布补偿的方式,应预先用胶液进行预浸处理。
5 试验应用
(1)在前缘机动襟翼的前期生产中,首先测出蜂窝芯与周边骨架零件(梁、第一肋、端肋)的阶差,再与理论阶差相比较。若高于理论阶差,则采用手工修倒蜂窝芯方式,并力求光滑过渡,而且被修端面以外部分不失稳。虽然在某架次中第一肋有200mm范围内超差达到1.6mm,在只能采取手工修倒方式修配后,胶接质量经无损探伤仍然是合格的。
(2)蜂窝芯与蒙皮的修配难度远远大于蜂窝芯和骨架的修配。由于化铣蒙皮的特殊性(精度不高但返修难度很大),只能以蒙皮的内型面为标准,用聚酯薄膜画出蒙皮内型面的台阶位置,作为蒙皮样板。将蒙皮样板覆盖在蜂窝芯面上,并借用蒙皮和骨架上的定位孔来加固样板的位置,然后检查蒙皮台阶和蜂窝芯台阶的相对位置。若台阶之间有间隙,则按设计的要求在间隙位置增补J-116A-δ0.55的胶膜;若台阶有重合现象,则按蒙皮台阶位置将重合部位的蜂窝芯压倒,并增补一层J-116A-δ0.55的胶膜。
在蜂窝芯台阶位置确定后,用塞尺检查蜂窝芯的台阶高度。按试验中的方法进行补偿。蜂窝芯高度负差的情况只在某架次的左件中出现过。由于吸取了试验中的教训,故先将玻璃布用J-117充分浸润,之后将其作为修补材料补偿蜂窝芯的高度差,但应考虑到浸润了J-117的玻璃布在固化之后的单层厚度比固化前增加了约0.05mm。同时,制作了同条件的随炉件测试其剥离强度。试验结果表明,剥离强度值高于未加玻璃布的试验件。
6 结束语
综上所述,通过试验研究的蜂窝局部修配和补偿方案解决了金属蜂窝芯与其他金属零件的协调配合问题,该试验方法完全符合设计要求的气动外形和力学强度要求,对提升铝蜂窝复合材料结构件制造加工能力起着积极作用。上述方法已通过某型机设计部门的认定,并将修配及补偿方案纳入部件的制造技术条件中。
