关于球墨铸铁管离心机控制和参数的优化方法
2021-12-09周伟刘路召
周伟 刘路召
摘要:目前,铸管生产工艺中,离心机是铸管生产的必要设备,由于生产的节奏快,连续性高,传统的控制方法是当铁水进入扇形包后,铁水流槽处于浇铸位置,离心机主机处于靠近流槽处的轨道上限时,操作工点击开始按钮,离心机管模开始离心旋转,扇形包翻转后铁水通过流槽流入离心机,当检测元件检测到铁水流到离心机管模承口处时,离心机主机开始自动顺轨道向背离扇形包方向前进,当离心机主机行进到特定位置并离心旋转一定时间后完成铸管的浇铸,由拔管机将铸管从离心机主机管模内拔出。由于设备磨损等原因,往往拔管操作不能一次性成功从而导致中断自动化进程,如何才能在不改变现有机械设备下不再中断自动化进程呢?目前整个离心机生产自动化过程中有大量参数需操作工提前录入,而这些参数决定了生产的效率和铸管本身的特性,而参数本身则取决于操作工自身的经验和操作水平,这就导致了参数的不确定性,目前我们在生产过程中所使用的生产参数一定就是最合适的吗?
关键词:离心机 参数 数据
本着对这两个问题的疑问,作者在新兴铸管武安工业区生产线现场对该厂离心机进行了多日的观察和数据监控,对第一个问题有了优化方向,当拔管机从离心机主机管模内拔管时,在PLC控制程序中增加拔管是否成功的判断,具体操作如下,增加一个激光测距传感器如IFM 01D105,用于检测高温铸管是否拔出管模口,激光測距传感器将位置信号传入PLC中,可使用4-20Ma或IOLINK通讯。激光测距传感器安装在操作台方向,与离心机管模中心水平,假设激光测距传感器距离铸管3米处安装,在PLC拔管机程序块中插入如下示意程序:
If 拔管机后退指令=true then // 拔管机拔管后退开始
If 激光测距反馈<=3m then //检测激光测距反馈距离参数,当小//于等于3米时
拔管成功:=true; //拔管成功
Else // 若激光测距反馈距离大于3米
拔管成功:=false; // 拔管失败
拔管失败:=true;
End_if;
If 拔管失败_延迟2s=true then //若拔管失败信号持续2秒
拔管机后退指令:=false; // 停止拔管机后退命令
拔管机拔管命令:=true;//调用拔管机拔管命令来进行再次拔管操作
End_if;
End if;
增加此命令后,PLC程序在进行拔管操作时会对新增激光测距传感器检测值进行判断,由此决定继续后退拔管还是停止后退再次前进拔管操作。至此我们就解决了在不改变现有机械设备下拔管不再中断自动化进程的问题。
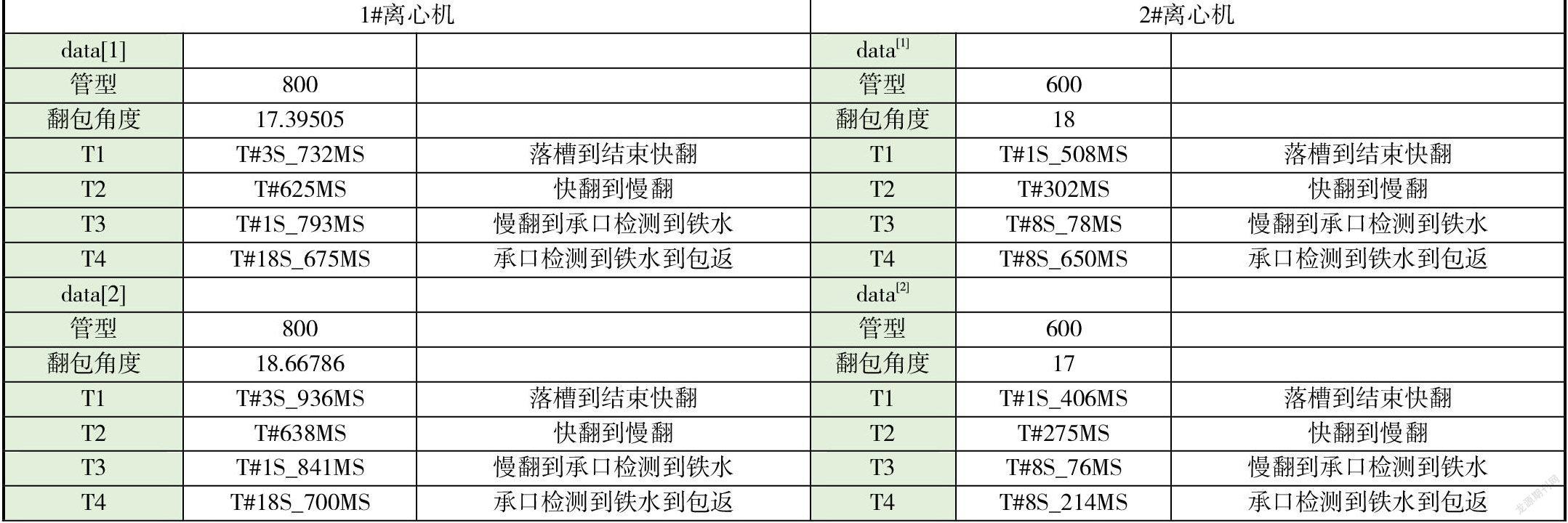
针对离心机生产中参数是否最优的问题,作者以“快翻包持续时间参数”为例对两个不同厂家的离心机在浇铸过程中各节点时间进行监控得到以下数据:
节点时间分别为T1:从流槽检测到铁水流入到翻包结束快速翻转的时间。T2:翻包由快翻速度转为慢翻速度的时间。T3:从翻包速度达到慢翻设定速度开始到承口检测到铁水的时间。T4:从承口检测到铁水开始到翻包结束的时间。通过这些节点时间对比两组数据,不难看出,2#离心机在T1时间段内用时平均为1.45秒左右,而1#离心机T1时间段用时平均为3.8秒左右,1#离心机比2#离心机多了2.35秒左右的快速翻包时间,而2#离心机在T3时段明显长于1#离心机的T3时段,多了6秒左右,根据现有数据可以推断出,2#离心机快翻包设定持续时间偏短,导致铁水在流槽中流速缓慢增加了到达管模承口的时间,所以2#离心机快翻包持续时间是可以进行优化的。手动优化方法为:增加快翻包持续时间,此时主机速度未改变,必然会导致少量的承口甩铁现象,此时调整主机行走速度,观察甩铁量,当承口不甩铁时再次增加快翻时间,并重复上述步骤,通过此方法可以直观快速的缩短T3时间来达到提高生产效率加快生产节奏的目的。
通过以上内容,介绍了离心机中断自动控制的解决办法,增加传感器对中断过程进行判断,从而实现机器自行判断是否拔管成功,是否需要再次拔管。并通过示例展示了对离心机参数的优化方法,采集待优化参数所决定的过程数据,并对其进行分析,找到可优化方向,从而进行参数优化。通过这些内容以期为球墨铸铁管生产控制领域能够更上层楼提供借鉴。
参考文献:
[1]乔秀丽,金建军,梁海宏,等.水冷球墨铸铁管离心机拔管装置的改进[J].金属加工(热加工),2013,(9):57-60
