X80M钢螺旋埋弧焊管自动焊对接环焊缝出现裂纹的原因
2021-12-09丰振军聂向晖
李 亮,黄 磊,刘 陇,丰振军,许 彦,白 强,聂向晖
(1.中国石油集团石油管工程技术研究院,西安 710077;2.北京隆盛泰科石油管科技有限公司,北京 101100;3.国家管网集团西南管道有限责任公司,成都 610095)
0 引 言
据统计,迄今为止我国已建成的X80钢级管道里程已接近17 000 km,是世界上生产、应用X80钢级管材最多的国家[1-2]。随着越来越多的高钢级管道投入运行,近年来因管道环焊缝失效导致的安全事故时有发生。2011年3月至6月,西二线连续发生4起较为严重的环焊缝泄漏事故;2013年4月29日和2016年2月4日,中贵线先后在投产过程和运营3 a后发生环焊缝泄漏事故;2017年7月2日和2018年6月10日,中缅天然气管道(国内段)相继发生2起较大规模泄漏燃爆事故,且发生事故的2处环焊缝相距不到2 km;2019年3月20日,泰青威天然气管道发生泄漏燃爆事故[3-4]。这些失效事故造成了巨大的经济损失和不良的社会影响,如何保障环焊缝质量已成为高钢级管道安全运行的一个重要课题[5-6]。
自2017年起,我国各大管道公司陆续投入大量人力、物力、财力用于高钢级管道环焊缝质量排查和隐患治理工作,对存在裂纹缺陷的环焊缝全部实施了换管或加装B型套筒进行永久修复[7-8]。在某X80钢管道隐患排查过程中,检测公司发现某标段同一自动焊机组焊接的2处环焊缝处出现埋藏型裂纹缺陷,所属管道公司随后对其进行了割口换管处理。上述2处环焊缝间隔仅588 m,均位于林地之中,所处位置非地质灾害区、非高后果区。2处环焊缝的上、下游管材均为管径1 219 mm、壁厚18.4 mm的X80M钢螺旋缝埋弧焊管,焊接方式均为实心焊丝气体保护自动焊,焊口类型均为普通焊口。为进一步验证缺陷类型并分析缺陷的形成原因,作者对上述2处环焊缝进行了失效分析,以期为后续环焊缝自动焊质量的控制提供参考和建议。
1 理化检验及结果
1.1 无损检测
将2处环焊缝去除防腐层后,焊缝内、外表面均未见宏观缺陷。按照SY/T 4109—2013,采用射线中心透照法对2处环焊缝进行无损检测,发现2处环焊缝中的缺陷均为裂纹缺陷,裂纹长度分别为10,13 mm,将其所在的环焊缝分别标记为1#和2#环焊缝,如图1所示。
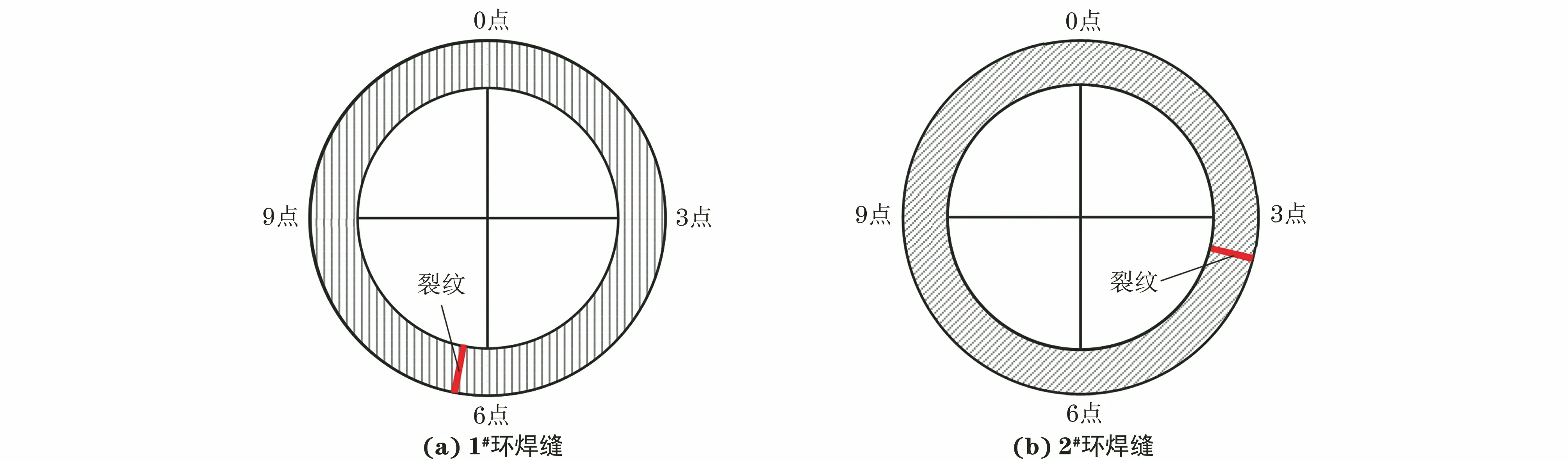
图1 裂纹缺陷位置示意Fig.1 Schematic of crack location: (a) 1# girth weld and (b) 2# girth weld
1.2 化学成分
按照GB/T 4336—2016,采用ARL4460型直读光谱仪对2处环焊缝无缺陷部位及其上、下游管材的化学成分进行分析。由表1可以看出:所有管材的化学成分均满足CDP-S-NGP-PL-006-2014-3技术规格书要求;4处管材的碳当量均为0.18%,满足标准规定碳当量不大于0.23%的要求,说明管材具有较好的焊接性;环焊缝无缺陷部位及上、下游管材中的铜质量分数均远低于标准规定的上限值0.30%。

表1 失效环焊缝及其附近管材的化学成分Table 1 Chemical composition of failed girth weld and nearby pipes %
1.3 力学性能
按照Q/SY GJX 0110—2007标准规定的取样位置和试验方法,在环焊缝无缺陷部位截取拉伸、冲击、硬度、弯曲试样并进行试验。拉伸试样平面尺寸为230 mm×25 mm,试样厚度为壁厚,采用SHT4106型拉伸试验机测试拉伸性能,拉伸应变速率为0.000 25 s-1。测得1#环焊缝0~3点、3~6点、6~9点、9~0点位置的抗拉强度分别为700,708,712,699 MPa,2#环焊缝相同位置的抗拉强度分别为692,671,692,669 MPa,均满足Q/SY GJX 0110—2007标准规定X80M钢环焊缝抗拉强度不低于625 MPa的要求。在环焊缝的0点、3点位置附近的焊缝和热影响区分别截取3个夏比V型缺口冲击试样,试样尺寸为55 mm×10 mm×10 mm,采用PSW750型冲击试验机进行低温冲击试验,试验温度为-10 ℃。由表2可以看出:不同环焊缝的-10 ℃冲击功均满足Q/SY GJX 0110—2007标准规定单个测试值不低于60 J,平均值不低于80 J的要求。采用KB30BVZ-FA型维氏硬度计在Q/SY GJX 0110—2007标准规定的压痕位置测环焊缝的显微硬度,载荷为98.07 N,保载时间为15 s。1#环焊缝的硬度测试值分别为241,261,236,275,279,248,250,263,225,269,270,288,291,245,253,234 HV,2#环焊缝的硬度测试值分别为238,249,227,265,253,260,250,243,242,247,269,288,281,234,250,241 HV,满足Q/SY GJX 0110—2007标准中规定硬度不高于300 HV的要求。在环焊缝0~3点、3~6点、6~9点、9~0点位置分别截取2个平面尺寸为230 mm×13 mm的弯曲试样,试样厚度为壁厚,采用WZW-1000型弯曲试验机进行弯曲试验,弯轴直径为90 mm,试样均未出现开裂。

表2 不同环焊缝不同位置处的-10 ℃冲击功Table 2 -10 ℃ impact energy at different positions of different girth welds J
1.4 显微组织
在1#、2#环焊缝无缺陷部位的根焊、填充焊、盖面焊、熔合区、细晶区位置分别截取金相试样,利用OLS 4100型激光共聚焦显微镜观察显微组织。由表3可知,环焊缝无缺陷部位的组织均无异常,符合常规技术要求。

表3 不同环焊缝无缺陷部位的显微组织Table 3 Microstructure of part without defect of different girth welds
1.5 断口形貌
根据无损检测结果,将1#、2#环焊缝中的裂纹处沿横截面剖开并制备试样,用蘸有体积分数5%硝酸酒精溶液的棉球先擦拭试样3 s,然后在体积分数5%硝酸酒精溶液中浸泡15 s后,采用Smart Zoom5型超景深光学数码显微镜观察宏观形貌。由图2可知:1#、2#环焊缝中均存在多处裂纹,主裂纹主要沿着填充焊左、右两侧坡口熔合线分布,支裂纹则从主裂纹起向焊缝金属内部扩展;2#环焊缝打底焊与填充焊交界处存在1处未熔合缺陷。经硝酸酒精溶液腐蚀15 s后,1#、2#环焊缝中的裂纹及其周围填充焊区域变为黄色或黑色,与其他部分的颜色形成明显反差,此时裂纹缺陷在低倍形貌中已较难进行辨识。

图2 1#和2#环焊缝裂纹处腐蚀不同时间后的横截面宏观形貌Fig.2 Macromorphology of cross section at cracks in 1# (a—b) and 2# (c—d) girth welds after etching for different times
采用OLS 4100型激光共聚焦显微镜对1#、2#环焊缝中裂纹的微观形貌进行观察,发现左、右两侧熔合线处的裂纹具有相似的形貌特征,因此仅选取左侧裂纹进行分析。由图3可以看出,主裂纹分布在熔合线附近,多处支裂纹发源于主裂纹边缘并向焊缝金属内部扩展,同时裂纹内部局部存在紫红色异物;除焊缝内部存在紫红色异物外,部分紫红色异物还从裂纹边缘沿着两侧晶界发生扩散,形成了较为粗大的晶界,局部晶界出现了沿晶开裂。

图3 1#和2#环焊缝裂纹处腐蚀15 s后的横截面局部显微组织Fig.3 Local microstructure of cross section of cracks in 1# (a—c) and 2# (d—f) girth welds after etching for 15 s: (a,d) main crack tip and (b—c, e—f) local area of main crack
采用SU3500 HITACHI型扫描电镜的背散射电子成像技术结合能谱仪(EDS)对紫红色异物的形貌和微区成分进行分析。由图4可知:1#环焊缝的紫红色异物在背散射电子形貌中呈现为亮度较高的灰白色,说明紫红色异物的原子序数比基体铁的原子序数大;裂纹内部及裂纹两侧晶界上的紫红色异物为铜,部分铜沿着裂纹边缘向母材晶界和焊缝晶界发生了扩散。

图4 图3(c)局部区域的背散射电子图像及EDS谱和元素面扫描结果Fig.4 Backscattered electron image (a), EDS spectrum (b—c) and elemental surface scanning results (d) of local area in Fig.3(c): (b) position 1 and position 2 and (c) position 3 and position 4
由图5可知:2#环焊缝的背散射电子形貌中亮度较高的灰白色区域为紫红色异物,主要分布在裂纹内部及靠近裂纹的母材晶界处;裂纹内部及母材晶界上的紫红色异物为铜。

图5 图3(f)局部区域的背散射电子形貌及EDS谱和元素面扫描结果Fig.5 Backscattered electron image (a), EDS spectrum (b—c) and elemental surface scanning results (d) of local area in Fig.3(f): (b) position 5 and position 6 and (c) position 7 and position 8
对环焊缝裂纹其他位置进行了背散射电子成像及EDS元素面扫描分析。由图6和图7可知,1#、2#环焊缝中其他位置铜异物的分布规律与图4和图5的结果基本一致,进一步验证了1#、2#环焊缝裂纹内部及裂纹两侧晶界上存在铜富集区。

图6 1#环焊缝裂纹处其他位置的背散射电子形貌及元素面扫描结果Fig.6 Backscattered electron image (a, c) and elemental surface scanning results (b, d) at other positions of 1# girth weld crack: (a—b) area 1 and (c—d) area 2

图7 2#环焊缝裂纹处其他位置的背散射电子形貌及元素面扫描结果Fig.7 Backscattered electron image (a, c) and elemental surface scanning results (b, d) at other positions of 2# girth weld crack: (a—b) area 3 and (c—d) area 4
2 开裂原因分析
由上述检验结果可知,环焊缝的力学性能均符合相关标准要求,且显微组织未见异常,同时未见铜含量异常偏高现象。环焊缝裂纹横截面处均存在2处沿填充焊左、右两侧坡口熔合线分布的主裂纹,以及多处起始于主裂纹并向焊缝内部扩展的支裂纹。裂纹内部以及母材和焊缝晶界处存在紫红色异物铜。环焊缝裂纹横截面试样在硝酸酒精溶液中腐蚀后,裂纹及其周围填充焊区域变为黄色或黑色这一现象,也间接证明了裂纹内部及其周围存在铜。当基体铁与其内部熔入的铜接触稀硝酸时,铁与铜均与稀硝酸发生反应,分别生成Fe(NO3)3和Cu(NO3)2,由于铁过量而铜较少,生成的Cu(NO3)2重新被铁置换还原为铜,黄色的铜附着在其表面,部分铜随后被氧化变为黑色的CuO,因此裂纹及其周围填充焊区域呈黄色或黑色。
鉴于上述检验结果,对环焊缝中的铜来源进行了现场调研。据相关人员反映,该标段环焊缝均采用实心焊丝气体保护自动焊工艺进行焊接,部分环焊缝焊接时存在铜质导电嘴烧损熔化现象。铜质导电嘴发生局部烧损的原因:环焊缝坡口较窄,焊枪在填充焊时的摆动过程中,铜质导电嘴与焊缝坡口接触而发生了短路,瞬间形成的大电流产生的高温迅速将导电嘴与坡口接触部分金属熔化。同时,操作人员可能未及时发现该问题或未及时将凝固在坡口的铜清理干净,最终导致外来的铜残留在了填充焊熔合线处。
综上所述,环焊缝中的埋藏型裂纹是由于铜质导电嘴与焊缝坡口接触发生短路烧损致使铜熔入焊缝坡口所致,这一现象在自动焊过程中较为常见,且在1984年就有文献对该现象进行了公开报道[9]。此外,当温度达到低熔点金属熔点温度的2/3甚至1/2时,在拉应力作用下,低熔点金属就会沿晶界扩散进入金属内部致使脆化而逐渐形成裂纹[10-13]。铜是一种低熔点金属,其熔点为1 083 ℃,而焊接时熔池温度为(1 770±100)℃,近焊缝区温度通常在1 350 ℃以上[14]。在环焊缝的填充焊过程中,环焊缝坡口处凝固的铜熔化并沿晶界发生高温扩散,在随后盖面焊过程中,熔入填充焊熔合线处的铜再次受热升温甚至熔化,在焊缝残余拉应力的作用下[15],铜沿母材和焊缝晶界发生扩散,最终在晶界处形成铜富集区,导致晶界脆化并产生裂纹,最终发生熔铜开裂。
3 结论及措施
(1) X80M钢螺旋缝埋弧焊管自动焊对接环焊缝填充焊左、右两侧坡口熔合线处存在埋藏型裂纹,在填充焊过程中,铜质导电嘴与焊缝坡口接触导致短路,短路电流产生的高温使导电嘴与坡口接触部分熔化,随后熔合在坡口处的金属铜随焊丝一起熔入到环焊缝填充焊金属中,并沿母材和焊缝晶界发生扩散而形成铜富集区,最终导致环焊缝发生了熔铜开裂。
(2) 建议环焊缝自动焊过程中密切关注铜质导电嘴的位置,防止导电嘴与坡口接触发生短路导致其熔化,进而引起环焊缝熔铜开裂。
