采煤机导向滑靴耐磨层修复加工工艺的改进
2021-12-06康凯
康凯
摘 要:井下采煤工作面变坡点多,倾角大,再加上超负荷运行,设备制造的缺陷、性能的不足以及滑靴与销排配合间隙的不合理是导致滑靴损坏的重要因素。要使导向滑靴恢复或超出以前的机械性能,合理选择修复材料是导向滑靴再利用的最关键一环。
关键词:机械性能;耐磨性;堆焊
采煤机导向滑靴是煤矿井下采煤机重要的易损部件,采煤机工作时由煤壁侧的两组支承组件和老塘侧的两只导向滑靴分别支承在工作面输送机上,行走箱中的行走輪与输送机的强力齿轨相啮合,由装在两行走箱上的导向滑靴导向,当行走轮转动时,采煤机便骑在工作面输送机上行走,同时截割电动机通过截割机械传动装置带动滚筒旋转,通过强力截齿完成落煤及装煤作业。当滑靴导向面磨损严重时,致使导向性不好,行走轮与销排不能正常啮合,造成行走轮快速磨损或断齿。严重时采煤机会脱离运输机,使采煤机不能工作,严重制约采煤机的使用效率,遇到倾角较大、综合条件较差的采煤工作面,损坏频率更高。皖北煤电集团五沟煤矿1032工作面自正式运行以来,不到三个月的时间,更换了八副滑靴,损坏率居高不下的同时,在每次都需要更换新配件的过程中还有以下难题:
1、设备配件成本较高:采煤机导向滑靴价格在30000元/件,配件价格过高导致材料成本居高不下,间接拉高吨煤成本,影响企业的经济效益。
2、配件型号较多:MG400/920型采煤机在五沟煤矿采煤工作面生产过程中使用过多种型号,据不完全统计,MG400/920煤机导向滑靴一共分为三大类,至少20件,种类繁杂。如此多的型号由于各种原因导致容易混淆。
3、供货周期较长:设备配件供货周期一般情况下预计需要1~3个月左右。
因此如果不更换新部件,节约成本最直接高效的办法唯有在现有的条件和基础上修复改进,提高采煤机的使用效率,下面分别进行阐述。
导向滑靴的作用是导向和支撑。牵引部与导向滑靴配合的间隙,直接影响煤机的运行与安全。磨损较严重的导向滑靴,会使摆线轮与齿轨出现摩擦卡顿等现象,因此具有最高的强度和韧度的导向滑靴是煤机的终极目标之一;同时作为与导轨接触的滑动表面,又要求其具有较高的耐磨性能。对一个综合性能要求很高的零部件,在实际使用中材料很难同时达到高的强度与韧性、以及高的耐磨性,所以导向滑靴是一个极易损坏的煤机部件。
目前国内很多煤机生产厂家针对滑靴的耐磨性问题已进行了较为深入广泛的研究,但目前仍以使用耐磨材料以及对磨损层进行特殊工艺处理为主要研究手段,特别是像MG400/920这样大功率采煤机其导向滑靴耐磨层的加工方法还是以在导向面上直接堆焊耐磨层为主。针对目前五沟煤矿设备机修厂目前的维修现状,合理选择耐磨材料, 采用合适的工艺提高其耐磨性仍是维修的关键。
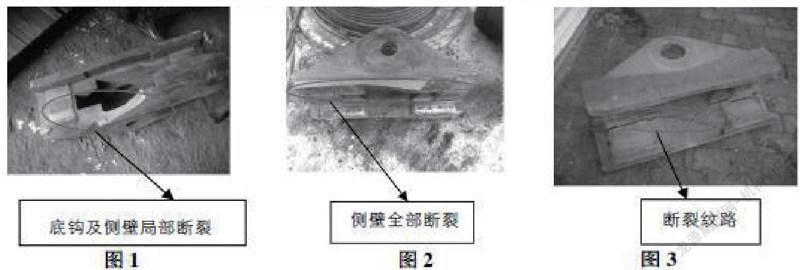
通过对所有损坏滑靴进行深入的故障调查及统计,发现目前的导向滑靴经常出现的失效形式主要包括以下几种形式:滑靴侧壁断裂,裂纹扩散以及严重磨损(故障照片如图所示)。
导致这种情况发生的主要原因是链板机销轨座的焊接或加工的制造偏差造成了采煤机销轨轮与刮板机销排的不正常啮合,在运行过程中不断冲顶导向滑靴,从而使导向滑靴频繁承受过大的载荷。况且不同工作面倾角大小不一,在这样恶劣环境下工作,导致滑靴导向面磨损严重,使用寿命不足两个月,极端情况下甚至只有两周。前两种导致滑靴基本报废,修复可能性极小;第三种情况下滑靴只是损坏到一定的程度,根据损坏的具体情况是可以修复的。经过多次试验证明,损坏的导向滑靴耐磨面磨损量达到一定的程度,在彻底失去稳定性之前,经过科学合理的打磨修复并重新堆焊,是可以让设备重新恢复使用功能的。
想要修复磨损量比较大的导向滑靴,必须从结构设计、热处理及机械性能等方面对导向滑靴的质量性能有所了解。据公开资料显示:一般上海某集团煤矿机械有限公司生产的导向滑靴硬度设计要求为280~320HBW;机械性能方面材质为ZG35CrMnSi,该材料硬度达到此范围内时冲击韧性一般在20-30J 之间,冲击韧性相对偏低,造成滑靴的抗冲击性能低,使用过程中容易产生裂纹。
通过综合考虑滑靴的性能要求,滑靴的硬度要求为240~280HBW,通过热处理工艺调整,试制结果表明材料的冲击韧性达40J以上,同时为了防止应力集中,滑靴槽口的圆角也要在焊接过程中保留。下面就修复过程中使用的焊条使用情况进行对比:
1、E4303酸性焊条,简称J422。它是一种普通酸性焊条,药皮钛钙型,J表示结构钢焊条,42是42kg/mm2,焊缝金属的抗拉强度430MPa,熔敷金属里面含有C、Mn、Si、S、P,Si的高含量使其具有高强度,低冲击韧性。
2、J506 E5016 E7016 用于焊接中碳钢和低合金钢结构,如 16Mn、 09Mn2Si 和船舶用 A、B、D、E 级钢等,也用于厚板及可焊性较差的碳钢结构的焊接。
3、D256高锰钢堆焊焊条(AWS EFeMn-A):D256是低氢钾型药皮的堆焊焊条,可交直流两用。堆焊时,宜采用小电流,窄道焊,并趁红热时锤击或水淬,以减少裂纹倾向。焊缝金属为奥氏体高锰钢,具有加工硬化,坚韧耐磨的特点。用途:用于破碎机、钢轨、推土机等受冲击易磨损件的堆焊。堆焊层金属成份(%): 金属成份 其它元素总量 ≤1.10 ≤1.30 11.00-16.00 ≤5.00 堆焊层硬度:HB≥170 2. D266堆焊条堆焊金属为含C≤1.1℅、Mn11-18℅、Mo<2.5﹪、其它≤1的奥氏体高锰钢。
4、XHD646德国卡斯特林焊条适用于焊接和修复锰钢、碳钢及异种钢;具有极高抗冲击性能、抗裂性;焊道有很高硬度,可使用钨硬质合金工具进行机械加工。该型焊条抗拉强度MPa:607,硬度HV:420~520,加工硬化HV:480~580,主要成分:Cr、Ni、Mn、Mo
根据以上分析,并通过大量的实验,使用 XHD-646耐磨焊条堆焊的导向滑靴耐磨面硬度高、抗拉强度大,符合煤机运行安全与平稳的要求:导向滑靴的使用寿命提高50%以上,更换周期延长,提升了利用率,节约了材料费用,取得了一定的经济效益。同时滑靴修复案例的成功也为今后碰到类似构件的处理,提供了宝贵的借鉴经验。
