天丝/棉针织面料的摩擦性能研究
2017-03-07吴秋兰
吴秋兰
摘 要:
通过对不同比例的天丝/棉针织面料进行摩擦试验,研究了比例对面料的起毛起球性能和耐磨性能的影响。结果表明:随着天丝/棉针织织物中天丝比例含量从15%增加到55%,织物的起毛起球等级下降;随着天丝比例从55%增加到85%,织物的起毛起球等级增加。不同比例的天丝/棉织物随着摩擦次数的增加,质量损失率增大,而不同摩擦阶段织物的质量损失呈现不同的规律。
关键词:天丝/棉织物;起毛起球;耐磨性
1 引言
天丝纤维是一种性能优良的纺织原料,由于天丝纤维属于再生纤维素纤维,其分子结构中有较多的吸水羟基,因而与常规的化学纤维相比,有优良的吸水性。此外,天丝纤维具有纤维素材料所特有的优良手感、舒适性,在纺织面料领域有广泛的应用。天丝纤维通过干喷湿纺工艺,使纤维具有较高的取向度和强力,特别是天丝纤维的湿强与粘胶相比,具有较大的优势[1]。天丝纤维的特殊表面形态使天丝面料具有高贵的光泽,因而在高档服装面料上应用前景广泛。棉纤维是应用历史悠久、应用范围最大的天然纤维素纤维。然而,棉纤维的结构决定了棉织物光泽较差、容易起皱等缺陷。天丝/棉织物充分发挥了纤维素材料的特性,面料的手感和舒适性良好,同时利用天丝的特性,改善了面料的光泽,同时也提升了面料的档次[2]。但在实际应用过程中发现,天丝/棉针织面料的摩擦性能存在一定缺陷,在穿着过程中,容易起毛起球,出现越穿越薄的现象,从而一定程度上限制了该种面料的应用[3]。
全亦然[4]等对天丝/棉织物磨毛工艺通过正交试验进行了研究。结合磨毛绒感,优化的磨毛工艺为:织物输入端与输出端拖动锡林速度差1.8%,机台车速15m/min,磨毛辊正反转方式为两正两反,磨毛辊自转速度80r/min。采用新工艺磨毛的织物强力合格,纤维损伤小,织物绒感丰满。
王建等[5]从原料的选用与配置、织物组织选用、制造工艺条件等方面论述了天丝棉高支细旦弹力提条面料的设计与开发过程,总结了该类产品开发的技术特性和设计要点,储备了天丝棉高支细旦提条产品织造的工艺技术,提出了产品引领市场,增加市场竞争能力和企业经济效益的开发理念。
张巧玲等[6]选择相同和不同规格的纯天丝、天丝/棉交织及纯棉织物,采用力学性能检测设备对产品拉伸强度、耐磨性、撕破强度、顶破强度分别进行了测试,并采用近优综合判定法对力学性能进行综合评价。结果表明:规格相同的纯天丝力学性能最好,天丝棉交织物其次,纯棉织物最差;纱线粗、密度较小、紧度较小的天丝棉织物力学性能优于纯天丝织物。天丝纤维的加入,对改善家纺产品的力学性能及成本具有一定的影响。此外,对于天丝/棉织物的研究,多集中在染整等应用领域。
目前,天丝/棉针织织物的摩擦性能相关研究文献较少,而面料的摩擦性能对其服用性存在较大的影响。为了探讨相关工艺对天丝/棉针织面料摩擦性能的影响,本论文选用了不同组分的样品,研究了天丝/棉针织面料摩擦性能。
2 试验部分
天丝原料:天丝A100(1.4D×38mm)。
棉纤维原料:新疆长绒棉。
通过纺纱制备不同的配棉比例纱线,分别为15/85、25/75、35/65、45/55、55/45、65/35、75/25、85/15;用横机制备针织面料。纱线细度:20s;面料密度:20×32。
起毛起球测试:按照GB/T 4802.1—2008《纺织品 织物起毛起球性能的测定 第1部分:圆轨迹法》试验条件采用压力780N,起球600次。
磨损测试:按照ISO 12947-3《纺织品 马丁代尔法织物耐磨性的测定 第3部分:质量损失的测定》,试验负荷质量为595g,分别测试摩擦5000、8000、10000、15000和25000转下的质量损失。
3 结果与讨论
3.1 天丝/棉针织面料的起毛起球性能
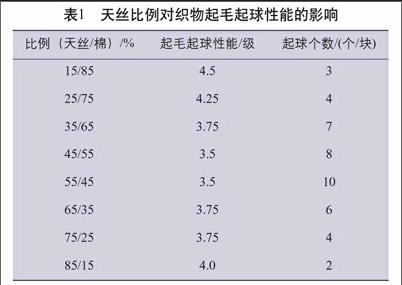
从表1中可以看到,随着天丝比例的增加,天丝/棉针织面料的起毛起球性能存在一定规律的变化。随着天丝含量从15%增加到55%,针织面料的起毛起球等级从4.5级降低到3.5级;而随着天丝比例的继续增加,针织面料的起毛起球等级又呈现上升的趋势。从测试样品上起球的个数来分析,呈现相同的规律,即随着天丝含量从15%增加到55%,样品的起球个数呈现上升的趋势,从3个增加到了10个,而随着天丝含量从65%增加到85%,起球个数呈现下降的趋势。从起毛起球的机理来看,面料经过摩擦后纱线中握持不太紧的纤维自由端伸出到面料表面,如果这些自由端的纤维在后续摩擦过程中不能断裂脱离,将会相互纠缠从而成为毛球,最终影响到面料的整个使用性能。针织织物结构较为松散,通过套圈成型的面料机构导致织物和纱线在摩擦时受到勾结成球的可能性更大。天丝纤维比棉具有更强的断裂强力,在摩擦过程中产生在针织面料表面的天丝纤维,可以将松散的棉纤维聚集在周围,从而促进毛球的产生,此外,自由态的天丝纤维也容易纠缠成球[7-10]。从试验结果中可以看到,随着针织面料天丝纤维含量的增加,毛球个数呈现增加的趋势,天丝含量增加到一定程度,棉纤维含量降低,聚集在天丝周围的自由态棉纤维逐渐降低,从而降低了毛球产生,这是针织面料毛球个数降低的原因。
3.2 天丝/棉针织面料的耐磨性能
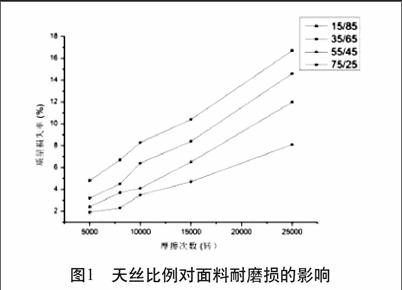
从图1中可以看到,针织面料的质量损失率随着摩擦次数的增多逐渐增大。同时,可以通过质量损失率与摩擦次数的斜率来分析针织面料的磨损情况,从图中可以看到,针织面料的质量损失率随着摩擦次数的增加在不同阶段的磨损是不一样的。随着天丝含量从15%增加到75%,针织面料的耐磨损情况呈现下降的趋势。由于棉纤维的强力和耐磨性能要低于天丝纤维,随着摩擦次数的增大,摩擦造成的纤维断裂,使纱线内的棉纤维逐渐被摩擦到面料表面,游离态的棉纤维与天丝纤维纠结成球,然而随着摩擦次数的增加,毛球也被磨断。棉纤维由于强力低,更容易被磨断从而造成面料的损耗;随着天丝纤维含量的增加,面料的磨损情况会降低。当天丝含量增加到75%,面料在8000到10000次时,摩擦所造成的质量损失率斜率增大情况明显,可能是因为在这个阶段,从面料中摩擦造成的棉纤维磨损达到最大值,而在后期从10000次增加到25000次时,该面料的磨損所造成的质量损失率呈现缓和增长的趋势。同理,天丝含量为35%,在5000到8000次时,天丝磨损明显,摩擦所造成的质量损失率斜率增大情况明显。然而,这个阶段天丝比例为55%时,摩擦所造成的质量损失率斜率却呈现下降的趋势,可能是由于天丝和棉在这个比例时相互之间的抱合紧密,纤维之间的握持力大,因而抵御摩擦能力强,这对针织用纱有一定参考作用。
4 结论
(1)随着天丝/棉针织织物中天丝含量从15%增加到55%,织物的起毛起球等级下降;随着天丝含量从55%增加到85%,织物的起毛起球等级增加。
(2)不同比例的天丝/棉织物随着摩擦次数的增加,质量损失率增大,不同摩擦阶段织物的质量损失呈现不同的规律。
参考文献:
[1] 杨明霞, 沈兰萍. 天丝/棉交织家纺产品的热湿舒适性能研究[J]. 江苏纺织, 2011(2):52-54.
[2] 陈晓青, 徐玉兔. 天丝/棉色织衬衫面料的生产工艺研究[J]. 上海纺织科技, 2009(3):35-37.
[3] 张文化, 王宗乾, 郑荣兴. 提高天丝/棉深色交织物的同色性[J]. 印染, 2009(4):22-23.
[4] 全亦然, 裴晓博, 吴洪强, 等. 天丝/棉家纺面料的磨毛工艺[J]. 印染, 2015(10):39-41.
[5] 王建, 杨耀斌. 高支天丝棉混纺及弹力纱线的开发研制[J]. 天津纺织科技, 2015(4):21-22.
[6] 张巧玲, 王旭. 天丝/棉交织家用纺织品力学性能的测试与分析[J]. 科学技术与工程, 2014,20:272-274.
[7] 王文英. 天丝与长绒棉混纺9.8tex色纺纱的生产实践[J]. 现代纺织技术, 2014(6):34-36.
[8] 吴爱莲. 天丝棉斜纹弹力织物的染整加工[J]. 浙江纺织服装职业技术学院学报, 2005(2):15-18.
[9] 吴爱莲, 陈晓玉. 天丝棉斜纹弹力织物的染整加工[J]. 印染, 2005(7):23-25.
[10] 吴爱莲, 陈晓玉. 天丝棉斜纹弹力织物的染整加工[J]. 印染助剂, 2006(2):39-40.
(作者单位:福建省纤维检验局)
