典型石油化工园区污水高负荷设计、低负荷运维的优化管理
2021-11-28黄晓阳
黄晓阳
摘 要:石油化工园区污水处理厂的前期设计一般会考虑后期的最大处理能力。随着负荷的不断增大,实际处理能力也在不断提高,但是,由于较大的设计容量和处理能力与现阶段不饱和的处理量存在一定的矛盾,无论是经济上还是技术上都存在一定的不匹配度,所以针对较大的设计容量和较低的实际运行负荷问题,合理化的运维管理是污水处理厂规范运转的关键所在。泉惠石化工业区园区项目采用了改良型的A/O工艺,对高负荷设计的园区污水处理厂进行了低负荷的运维管理,在减小运行成本的同时得到了较为稳定的出水水质。
关键词:污水处理;总氮;化学需氧量;总磷
中图分类号:X703.1文献标识码:A文章编号:1003-5168(2021)16-0053-04
Abstract: The maximum treatment capacity in the later stage is generally considered in the preliminary design of the sewage treatment plant in the petrochemical park. With the continuous increase of load, the actual processing capacity is also improving. However, due to the contradiction between the large design capacity and processing capacity and the unsaturated processing capacity at this stage, there is a certain mismatch in economy and technology, so for the problem of large design capacity and low actual operation load, Reasonable operation and maintenance management is the key to the standardized operation of sewage treatment plant. The improved A/O process is adopted in the park project of Quanhui petrochemical industrial zone to carry out low-load operation and maintenance management for the sewage treatment plant in the park with high load design, so as to reduce the operation cost and obtain relatively stable effluent quality at the same time.
Keywords: sewage treatment;total nitrogen;chemical oxygen demand;total phosphorus
调查研究表明,石油化工园区污水处理厂在设计规模、总体工艺路线、相关参数设定、实际处理能力等方面都存在诸多问题,其中较为突出的问题是运行负荷只有设计能力的50%左右[1]。石油化工园区污水处理厂来水的水质水量变化大,成分复杂,并且脱氮除磷的处理工艺选择难度更大,在进行工艺设计时,应充分考虑外部能源的介入问题,以降低处理成本。某工业园区污水处理厂进行了前置预缺氧、多点进水的改良型两级A/O(Anoxic Oxic)脱氮除磷工艺的优化设计,避免了传统A/O工艺中脱氮和除磷相互竞争碳源的问题,并合理降低了硝酸盐对厌氧释磷的影响,碳、氮、磷去除率得到了同步提升[2]。污水厂通过优化工艺,出水水质达到《城镇污水处理厂污染物排放标准》(GB 18918—2002)的一级B标准[3]。
污水处理工艺中核心部分为生化处理。针对石油化工园区污水处理厂水质水量变化波动大、进水负荷与设计规模不匹配等相关问题,目前,泉惠石化园区污水处理厂投入的工艺为A/O+MBR(Membrane Bio-Reactor)的组合工艺,通过A/O+MBR工艺间断进水、曝气、反应、排水的方式,时间上有了更灵活的控制,属于一种改良型的A/O复合型处理技术,通过生物增效技术,促进微生物的繁殖,进一步提高反应效率[4]。
1 工程概况
1.1 进出水参照标准
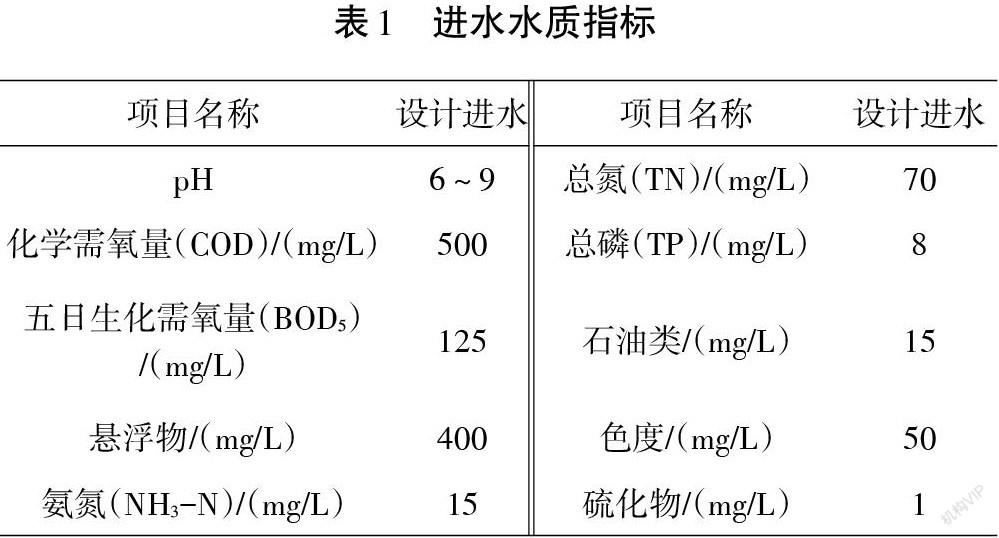
泉惠石化园区污水处理厂的进水水質执行《污水综合排放标准》(GB 8978—1996)中表4的三级标准(主要进水指标如表1所示)。《污水综合排放标准》(GB 8978—1996)中未提及的氨氮等排放指标限值对污水处理厂的设计有重要影响,为确保工业区污水处理厂能正常运转,必须对进厂污水中的氨氮等指标设置限值。对未规定的氨氮、总氮等指标,参照《污水排入城镇下水道水质标准》(CJ 343—2010)中A等级的要求。
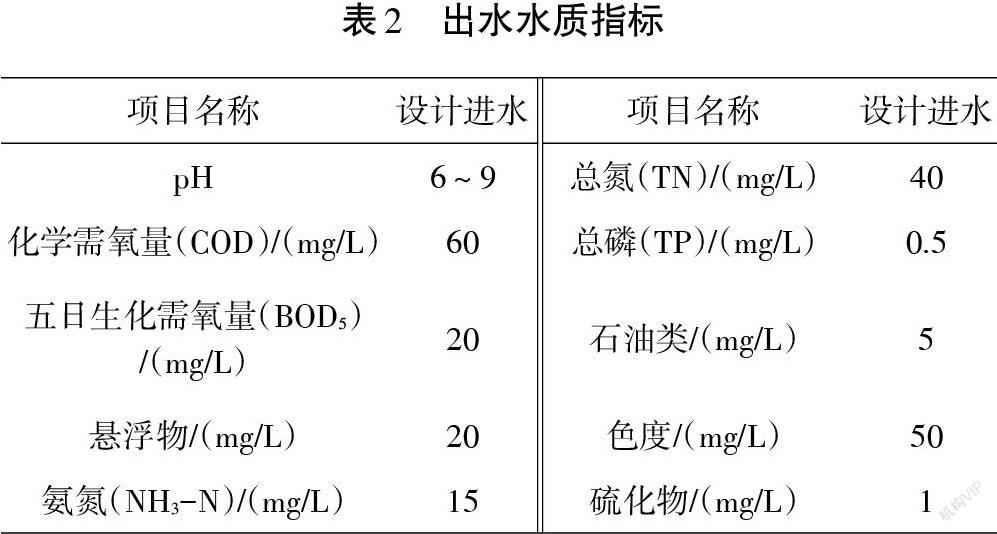
根据环评要求,污水处理厂排放污水执行《污水综合排放标准》(GB 8978—1996)中一级标准要求;总氮标准参照《石油化学工业污染物排放标准(GB 31571—2015)》中表1直接排放标准限值执行。据此,确定本工程的设计出水水质指标如表2所示。
1.2 设计方案
污水处理厂接收废水定性为以石化废水为主的园区综合废水。针对该类废水的治理,目前均采用“预处理+生化处理+深度处理”的组合工艺[5]。泉惠石化工业区污水处理厂设计处理规模为5 000 t/d(210 m3/h),采用“调节罐+溶气气浮装置+水解酸化+多级A/O+MBR+臭氧接触池+活性炭滤池+监测池”组合工艺。两座设计规模为3 000 m3的调节罐对水质水量进行调节;两座设计规模为110 m3/h的溶气气浮装置对悬浮油和乳化油进行去除;设计规模为210 m3/h的水解酸化池用于提高污水的可生化性,大分子有机物转化为小分子,同时去除部分COD;设计规模都为210 m3/h的A/O+MBR联合工艺,是污水脱氮、降COD的核心工艺;设计规模为212.5 m3/h的臭氧接触氧化提高出水的可生化性;再通过4座活性炭滤池吸附后进一步脱除有机物;出水汇入监测池,监测池内设置2台外排泵,处理过的污水排至工业区配套尾水排放管,在指定海区扩散排放。监测池中的不合格污水,通过外排泵回流至事故罐。
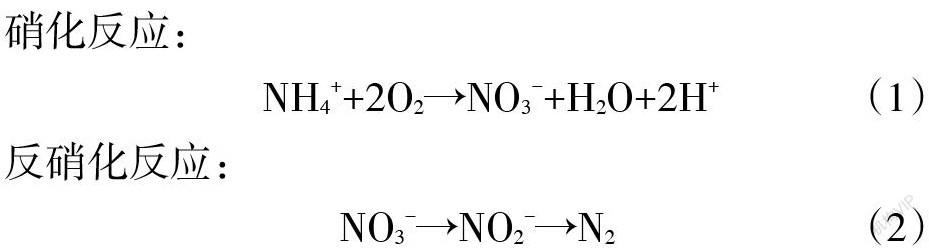
污水处理的核心部分是生物反应A/O。污水中的氨氮在O池的好氧条件下,通过亚硝酸菌和硝酸盐菌等硝化细菌的作用,氧化成亚硝酸盐氮和硝酸盐氮等硝态氮。而后,污水中的硝态氮在A池的缺氧条件下,通过反硝化细菌的作用,还原成了N2,完成反硝化反应。相应的化学反应式如下。
1.3 泉惠石化污水处理厂采用调整运维模式
泉惠石化工业区园区项目,企业入住量不足,设计负荷和实际运行规模相差较大。为了使污水处理体系、生化池正常运行,避免频繁开启设备,降低能耗,保证各项出水指标合格,污水厂采用间歇式运行方式,首先,A/O生化池一周只运行2~3次,一次2~4 h,且一次曝气至氧含量为10 mg/L,然后停止曝气,水中溶解氧含量会逐渐降低,当溶解氧含量为0.5 mg/L时,继续曝气。其次,A/O池采用白天运行、晚间停歇的模式,相当于晚间整体都在完成反硝化和酸化水解过程,生产成本为正常运行成本的1/5,且得到了合格、稳定的出水水质。
2 出水水质情况及讨论
2.1 出水COD情況
进水流量与出水COD的关系如图1所示。从图1可知,随着进水量的增多,出水COD浓度有所波动,但基本在15~25 mg/L范围内变化。进出水COD浓度及去除率如图2所示。从图2可知,出水COD含量较低,COD的去除率在55%~80%范围内变化。随着运营周期的延续,COD去除率稳定在75%,并上下小范围波动,COD的平均排放浓度为20 mg/L,远低于排放标准的60 mg/L浓度。可见,污水处理系统运营效果良好。
2.2 出水总磷的情况
进水流量与出水总磷浓度关系如图3所示。从图3可知,随着进水量的增加,出水总磷含量不断降低,由最初的0.35 mg/L降到0.15 mg/L。进出水总磷浓度及去除率如图4所示。从图4可知,除磷率从最初的80%左右升高到90%左右,总磷的平均排放浓度为0.2 mg/L,低于排放指标的0.5 mg/L。可见,污水处理系统运营效果良好。
2.3 出水氮的波动情况
进出水氨氮浓度及去除率如图5所示。从图5可知,进水氨氮浓度在7~15 mg/L范围内变化,出水氨氮浓度在0~1 mg/L范围内变化,平均浓度在0.5 mg/L以下,远低于氨氮的出水排放标准15 mg/L。进出水总氮浓度及去除率如图6所示。进水总氮的浓度变化范围为18~33 mg/L,出水总氮的浓度变化范围为8~18 mg/L,远低于总氮的排放标准40 mg/L。可见,污水处理系统运营效果良好。
3 结论
泉惠石化工业区园区项目通过优化运维模式、科学调整和精细化管理,园区污水处理厂的出水水质较好,达到了《污水综合排放标准》(GB 8978—1996)中一级标准要求,且出水水质稳定平稳。
参考文献:
[1]李延,苏中.苏北化工园区污水处理厂存在的问题与解决建议[J].污染防治技术,2016(6):45-47.
[2]陈斌.工业园区污水处理厂改良型A2/O的设计与运行[J].水处理技术,2019(45):129-130.
[3]城镇污水处理厂污染物排放标准:GB18918-2002[S].北京:中国环境出版社,2002.
[4]聂建林.污水处理厂A2/O生化法+物化法工艺设计.生态与环境工程,2020(49):114-116.
[5]CAO G,YANG G,SHENG M. Chemical industrial waste water treated by combined biological and chemical oxidation process[J].Water Science and Technology,2009(5):1019-1024.
