固封极柱制造技术概述
2021-11-28李杏龙史小霞龚浩宋晓光孙中航王永亮
李杏龙 史小霞 龚浩 宋晓光 孙中航 王永亮
摘 要:以固封极柱制造技术为研究对象,建立产品三维模型,导入ANSYS软件进行电场计算得到合理结构,然后确定浇注材料和产品工艺,进行模具安装、零部件预热以及混料等,生产出合格的固封极柱产品。
关键词:固封极柱;制造技术;环氧树脂
中图分类号:TQ323.5文献标识码:A文章编号:1003-5168(2021)16-0026-03
Abstract: Taking the manufacturing technology of fixed and sealed pole as the research object, the three-dimensional model of the product is established, and the reasonable structure is obtained by using ansys software to calculate the electric field, then the pouring material and the product technology are determined, and the mold is installed, the parts are preheated and the mixture is mixed, production of qualified fixed and sealed pole products.
Keywords: solid-sealed pole;manufacturing technology;epoxy
固封极柱是开关设备零部件之一,起到开断电流的重要作用。为了保证固封极柱的产品质量,就要确保产品结构合理、生产制造工艺符合要求,最终使产品电性能、机械性能满足使用条件。
1 产品结构确定
要生产固封极柱,首先要确定产品结构,包括产品外形和各零部件尺寸。通常先进行同行业调查,结合已知产品设计经验确定产品的初步结构,绘制出固封极柱产品初步三维模型,然后进一步评估产品各方面性能是否满足使用要求,包括机械性能、电性能等,再根据需要修改产品的三维模型。目前,较为准确且简单易行的方式是采用计算机辅助工程分析(Computer Aided Engineering,CAE)软件进行仿真模拟分析,预测固封极柱产品存在的缺陷,减少人为错误对产品生产造成的影响,提高产品的设计效率。
1.1 电场分析
1.1.1 电场分析方法。要确定产品电性能是否合格,需要对产品进行电场分析,确保电场大小满足要求。对固封极柱进行电场仿真模拟时,为了在不影响结果准确性的同时方便计算、提高仿真效率,将固封极柱的很多螺纹孔、弹垫以及平垫进行简化,忽略介质气孔、毛刺及其他因素。假定在20 ℃、101 kPa的干燥空气环境中进行模拟。因为高电压本身能使部分空气电离,使空气带电甚至击穿空气而影响产品,所以固封极柱电场仿真还需要考虑外层空气,形状设置为长度方向同产品轴向的长方体,尺寸设置为500 mm×500 mm×1 200 mm,仿真网格全部为四面体结构。
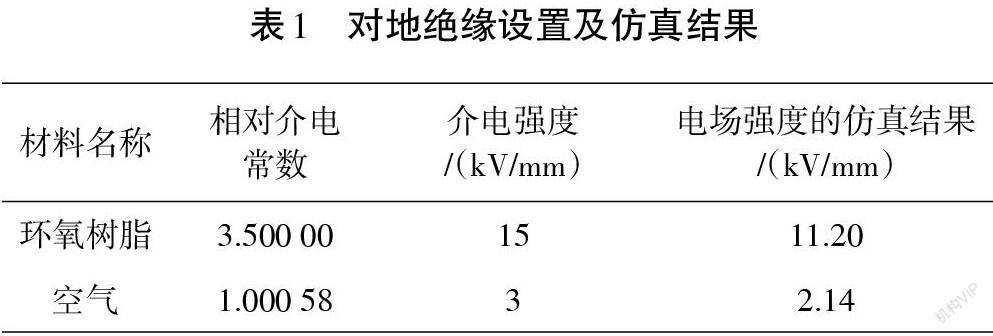
1.1.2 电场分析结果。真空灭弧室制造工艺相对成熟,可选择一线厂家的灭弧室,质量比较稳定可靠。从产品实际运行情况看,因灭弧室出现问题导致固封极柱无法使用的事故虽然有,但是并不多。因此,固封极柱电场仿真主要模拟对地绝缘,其中高压为42 kV,产品底部嵌件接地,对地绝缘设置及仿真结果见表1。
由表1可知,固封极柱环氧树脂固化物部分电场强度最大值为11.20 kV/mm,小于其介电强度15 kV/mm;空气部分电场强度最大值为2.14 kV/mm,小于其介电强度最大值3 kV/mm。可见,两者电场强度均小于运行上限值,产品电场强度符合使用要求。
1.2 机械性能分析
固封极柱机械性能仿真模拟和电场仿真模拟类似,但是产品材料受机械载荷造成的应力与空气无关。因此,机械性能仿真模拟主要考虑产品材料本身,不考虑外层空气的影响,仿真过程相对简单。固封极柱工作时主要受到绝缘拉杆给的合闸-分閘力和底部嵌件的固定力。根据机械强度判据,铜的抗拉屈服强度为280 MPa,环氧树脂固化物的抗拉屈服强度为65~90 MPa,绝缘拉杆施加力值约为5 000 N。机械性能仿真结果为上出线座(铜)最大应力1.246 1 MPa,下出线座(铜)最大应力1.713 4 MPa,环氧树脂固化物最大应力11.356 4 MPa,均小于对应抗拉屈服强度判据数据,因此产品机械性能符合要求。
2 模具的确定
确定产品结构合理以后,联系模具厂家进行模具设计与加工。模具设计需要合理,以便脱模。首先由模具厂家设计出模具初步结构,其次将初步结构反馈给使用厂家,由使用厂家进一步确认结构的合理性,最后联系模具厂家进行加工。本文固封极柱制造采用环氧树脂自动压力凝胶工艺技术,由于模具使用时要承受较大的注料压力,因此需要选用质量较好的钢板作为模具材料,同时不能存在砂眼及其他缺陷。
3 浇注材料的确定
选择浇注材料时,要保证其满足固化工艺要求,包括常温下稳定、高温下快速固化、固化时间为十几分钟至几十分钟、具有极好的尺寸稳定性和很高的机械强度等,可以广泛应用于中低压绝缘产品[1-2]。环氧树脂不仅可以作为主绝缘介质,而且可提供机械支撑。因此,选择合适的材料对固封极柱浇注合格率具有重要影响。
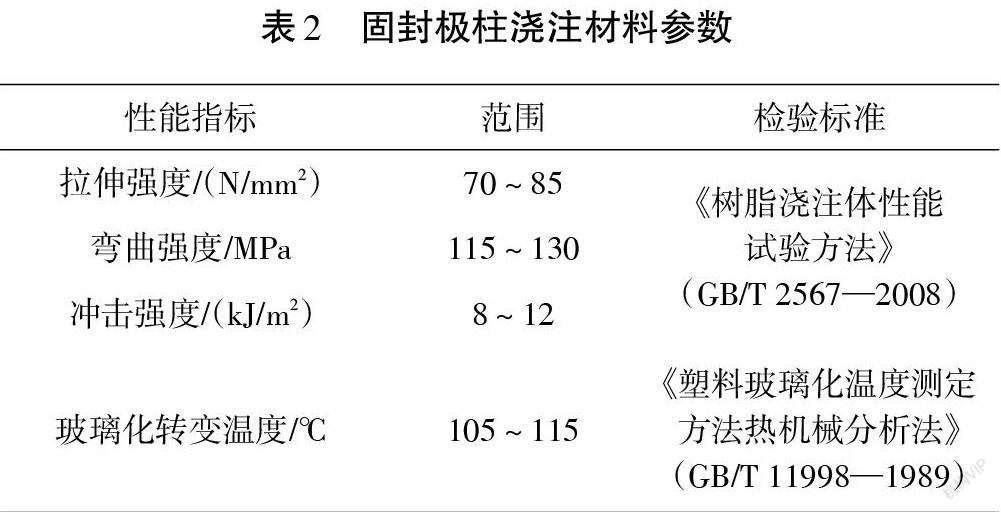
根据已有经验确定现有浇注材料能否满足固封极柱产品生产要求,如果确定无法满足生产要求,则可以联系材料厂家确定新的浇注材料。固封极柱常用浇注材料参数见表2。确定材料性能符合产品使用要求后,即可进行生产。
4 工艺的确定
固封极柱环氧树脂自动压力凝胶工艺的生产流程为模具安装—零部件准备—混合料准备—APG工艺浇注—后固化—后处理—检查—包装[3-4]。
4.1 模具安装
安装固封极柱模具一般先将模具整体放在成型机下抽芯上,然后用L形六角扳手、螺栓及加力杆将下抽芯紧固,再将动、静模初步紧固,最后将上抽芯紧固。安装时确保定位销和定位孔同轴心。模具加压后,通过测量合模缝隙是否不大于0.05 mm来判断各模板安装是否到位。各模板安装到位后,紧固动模和静模。如果合模缝大于0.05 mm,则继续调整。
4.2 零部件准备
做好零部件准备工作有利于保证生产顺利进行。生产时需要对每个零部件进行清洗、预热,包括真空灭弧室、上出现座、下出现座以及嵌件。零部件清洗通常使用酒精,洗掉灰尘、机加工留下的少数碎屑等。零部件预热通常在烘箱内进行。
4.3 混合料准备
环氧树脂自动压力凝胶工艺用混合料混料可以在混料罐进行,也可以在集混料、注料于一体的备料系统中进行,目的是将树脂、固化剂以及填料混合均匀,同时将混合料内的气体脱出体系。采用混料罐时要保证达到一定的真空度,也要控制脱气的时间。采用备料系统时,树脂和固化剂先分别在各自的初混罐内填料混合并搅拌,然后分别抽真空,后在终混罐内再分别进行“树脂+填料”和“固化剂+填料”的混料。
4.4 产品浇注
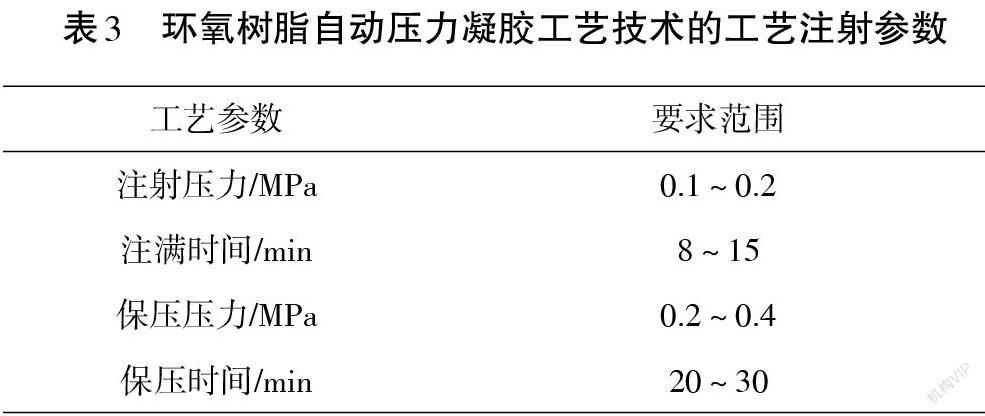
浇注过程是产品生产的关键阶段,决定着产品成型的好坏。在环氧树脂自动压力凝胶工艺的注料过程中,注射压力、注满时间、保压压力以及保压时间共同作用于产品。注料压力大能减少注满时间,提高产品生产效率。但是,注料速度太快会导致注射过程中模具内部气泡还未完全离开模具,环氧树脂混合料已经注满模具,导致产品内部或表面有气泡,影响产品的质量。注满时间越小,生产效率越高,但过小会出现气泡无法排出的情况,导致产品出现缩孔、气泡等缺陷。适宜的保压压力可以保证产品内部各部位填充良好。保压压力过小会使产品固化收缩过程中补缩不及时,导致产品缩孔;保压压力过大会导致产品应力集中,严重时会导致模具合模部位漏料,增加产品固化时间,降低生产效率。保压时间越小,生产效率越高,但过小时产品在模具内的固化度较低,产品脱模时可能会出现拉裂。此外,严重时混合料在模具内部还处于未固化液体状态,导致开模后会从模具流出。环氧树脂自动压力凝胶工艺的注射参数见表3。
注射一段时间,填料会填满模具内部,然后进行固化。在固化约20 min后成型,然后进行开模。开模后需要及时脱模,清理产品飞边和毛刺,对有气泡的地方进行补料,确保外观均匀、平滑。
4.5 后固化
产品脱模后需要转入固化炉进行后固化。虽然产品在模具内已经初步固化,但是此时产品机械强度整体较低,无法满足实际工况的运行要求,需要进一步固化。环氧树脂内部分子交联度并不高,需要进一步提高交联度,增強产品机械强度,降低环氧树脂固化过程中的内应力,减少开裂及其他缺陷[5]。固化结束后产品随炉冷却,接近常温时即可出炉。
4.6 后处理
后固化出炉的固封极柱需要进行后处理。使用磨光机打磨注料口凸出产品表面的部分,确保打磨后过渡平滑。对于有镀银面的零件,先将镀银面擦干净,再用防银变色剂擦拭镀银面,最后加盖保护盖。
4.7 装配
根据客户要求装配产品,通常安装软连接装配、绝缘拉杆以及散热片。将软连接装配各个部件先进行安装得到软连接装配,再将软连接装配安装到固封极柱上。绝缘拉杆需要保证安装力矩,用测量拉杆工装检查拉杆外露尺寸,确保外露尺寸达到厂家要求。散热片安装时需要拧紧,防止出现松动。
5 产品检测
第一,外观检查,确保产品颜色符合色标要求,表面光滑,无毛刺、飞边等缺陷。第二,工频耐压检测,即在电压42 kV持续时间1 min的过程中,无放电、闪络等现象。第三,局放检测,在做完耐压试验后将电压降到13.2 kV,保证局部放电量小于5 pC。第四,回路电阻检测,要求电阻值小于客户要求值。第五,探伤检测,要求内部无气泡及其他缺陷。第六,玻璃化温度检测,确保固化物的玻璃化温度满足材料正常固化值,保证混合料反应达到一定程度。
6 产品包装
为避免产品在存放、运输过程中出现磕碰,需要对检验合格的产品进行包装。首先,在固封极柱外面装上塑料袋,防止产品吸收潮气而影响产品电性能;其次,捆扎塑料袋口后装在泡沫盒内,保证产品存放、运输过程安全;最后,用塑料打包带打包即可。
7 产品生产常见问题解决
第一,注料口处漏料常常是因为上一模注料口树脂固化物未清理干净而造成的,需要清理固化物。第二,模具漏料、合模缝通常是由树脂固化物未清理干净造成的,需要清理固化物。第三,产品有气泡通常是因为排气不顺畅,所以可以降低注料速度或在注料口夹纸增加排气。如果这些方法无效,可能是混料脱气不彻底造成的,此时需要检查混料设备的密封性能,确保脱气彻底。第四,模产品底部嵌件脱出的原因是手套接触含脱模剂的砂布,再用含脱模剂手套接触嵌件,导致嵌件表面含脱模剂,因此需要保证嵌件表面不接触脱模剂。第五,内伞裙掉肉的原因为模芯瓦片装配不到位,可能是模芯和瓦片之间有树脂固化物未清理,也可能是瓦片本身磕碰导致,此时需要清理树脂固化物或修理好瓦片。
综上所述,采用环氧树脂自动压力凝胶工艺技术生产固封极柱时,需保证产品质量合格。首先,需要确保产品设计合理,包括各部位绝缘层厚度要满足绝缘强度要求、产品电场要均匀、避免场强集中、电性能满足运行要求等;其次,产品生产需要的混料罐、模具等对产品质量具有重要作用,需确保其稳定可靠;最后,产品生产过程需满足工艺要求,尤其是各具体参数,包括混料参数、环氧树脂自动压力凝胶工艺技术的注射工艺参数等。
参考文献:
[1]庞鸣崴.APG技术现状及工艺装备[C]//2004全国环氧树脂浇注与APG工艺技术研讨会论文集.北京:中国石油和化学工业协会,2004.
[2]邱鹤年.环氧树脂真空浇注技术工艺链的组成[C]//第十三次全国环氧树脂应用技术学术交流会论文集.北京:中国环氧树脂应用技术学会, 2009.
[3]周华梁.环氧树脂压力凝胶工艺及其应用[C]//第六次全国环氧树脂应用技术学术交流会论文集.北京:中国环氧树脂应用技术学会,1995.
[4]简本成,陈燕.氧化铝填料性能对环氧树脂浇注制品性能的影响[J].现代技术陶瓷,2004(1):18-20.
[5]张润理,阎涛,李逸飞,等.固封极柱用环氧树脂固化物开裂问题研究及预防措施[J].高压电器,2014(5):126-133.
