珩磨加工精益生产研究
2021-11-19孙大伟
摘 要:本文介绍了珩磨加工的原理、特点及在珩磨加工中存在的生产问题,这些问题都会对产品的交付造成影响。利用精益生产的指导思想,有针对性的制定解决措施,稳定加工过程,提高生产效率,促进产品产出的准时性和及时性,同时可减少浪费,增强企业竞争力。
关键词:珩磨加工;精益效率;减少浪费
中图分类号:TK423 文献标识码:A 文章编号:2096-6903(2021)02-0000-00
航空零组件产品需要满足精准的动作控制,因此要求其装配尺寸稳定,形状和位置公差满足设计要求,因此对于需要装配的内孔,一般有较高的圆柱度和表面粗糙度要求。珩磨加工能实现较高的尺寸精度和表面粗糙度,其广泛应用于零组件的精加工。研究珩磨加工的精益生产方式,可以提高珩磨加工的质量,稳定加工过程,提高生产效率,推动零件产出。
1珩磨加工的原理及特點
1.1珩磨加工的原理
珩磨加工是利用安装在珩磨头上的若干油石,有张开机构将油石沿径向张开,使其压向零件的孔壁,从而获得较高的表面质量。径向加压运动是油石的进给运动,压力越大,进给越大[1],。
1.2珩磨加工的特点
珩磨加工与一般切削加工相比有如下特点:一是可以获得高的加工精度,二是可以获得高的表面质量,三是其加工范围广。
2珩磨加工存在的问题
珩磨加工在生产中存在一些问题,主要表现为以下几点。
2.1产生不合格品
珩磨头有不同的结构形式,且其与机床有不同的连接方式,不同的结构形式和连接方式对零件有影响,可能导致出现不合格品,即加工出的零件尺寸或形位公差不能满足图纸要求。
2.2产能需求不均衡
珩磨加工属于特种加工,只有部分零件需要此工序,当客户的订单变化时,可能会导致某段时期内产能需求紧张,任务量过多;在某段时间内,珩磨工序的任务量少,工人无零件加工。
2.3珩磨操作人员少
公司目前珩磨设备仅配备了一名专职的操作人员,且其他人员不会操作珩磨设备,这样的配置存在许多问题。当专职的操作人员无法正常工作时,就会导致生产停滞,造成加工延误。
2.4加工节拍不一致
在确定珩磨加工工艺参数时,没有对加工余量、加工材料、刀具材料、珩磨头结构和形式进行深入的研究,导致珩磨工序加工时相似零件的结构类型,存在加工节拍不一致的问题。
3珩磨加工精益生产的措施
精益生产的目标是消除生产过程中的一切浪费,提高效率,降低成本,消除搬运、库存、加工过程、不合格品的浪费等。基于航空产品的特征、珩磨加工的特点、精益生产的理念和目标,推动珩磨加工的精益生产方式可通过下列几条措施来完成。
3.1转变生产方式
3.1.1实行拉式生产
在拉式生产模式下,以交付时间为最终节点,每道工序都按照当时的需求向前一道工序提出需求,整个过程相当于从后工序向前工序拉动,故称为拉式生产。按照拉式生产,明确各工序加工的加工时间,实现准时化生产[2]。
3.1.2利用看板实现生产计划
看板是实行准时化生产的工具,它具有指导作业、实现生产管理、改善现场的功能。看板中记载着生产量、时间、顺序等信息,管理人员对于生产的优先顺序一目了然。操作者根据看板所示的产品和数量进行生产,即按着必要的物品、时间、数量进行生产。
3.2标准化作业
标准化作业是为了实现作业人员、作业顺序、工序设备的布置、物流过程等的最优化组合而设立的一个作业基准,其目的是以最低廉的成本生产出最优质的产品。标准作业是精益生产中制造、改善和管理的基本内容。要实现珩磨加工的标准化作业,主要从下面几个方面改善。
3.2.1加工工艺标准化
加工工艺的标准化有助于工艺人员在编制工艺时保证工艺文件的统一性,促使成组技术的推广,形成标准作业,标准加工单元的运行。使用标准化工艺文件,其产品过程控制会更加稳定,加工过程趋于一致,提高加工质量。
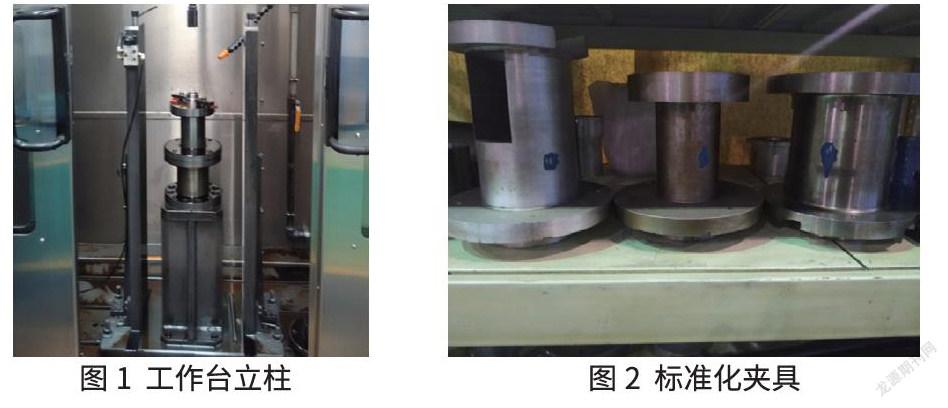
3.2.2夹具标准化
标准化的夹具可以实现快速换装,减少停机等待时间,提高设备利用率,加快零件的产出。公司通过立式珩磨设备制作立柱,在立柱上安装夹具,制作标准化的夹具降低了零件准备过程,提高了准备效率。工作台立柱与标准化的系列夹具如图1、2所示。
3.2.3工具标准化
珩磨工序使用的工具是由一个系统连接组成的,使用标准接口的工具在更换加工零件时,更换最少的工具即可达到换装目的。使用标准化的工具能保证工具装夹的可靠性,稳定性,同时保证加工的稳定性与一致性。
3.3持续改善
珩磨工序加工出不合格产品是非常大的浪费,这不符合精益思想,要及时的进行改善。此外对于产生的不合格品处理会占用大量的资源,这些资源的使用对于创造经济效益是没有一点益处的。同时,随着加工技术的发展,新的珩磨工具和材料不断研发出来,也会对加工的零件由一定的促进作用,要及时的应用,持续改善,推进质量和产量的提升。
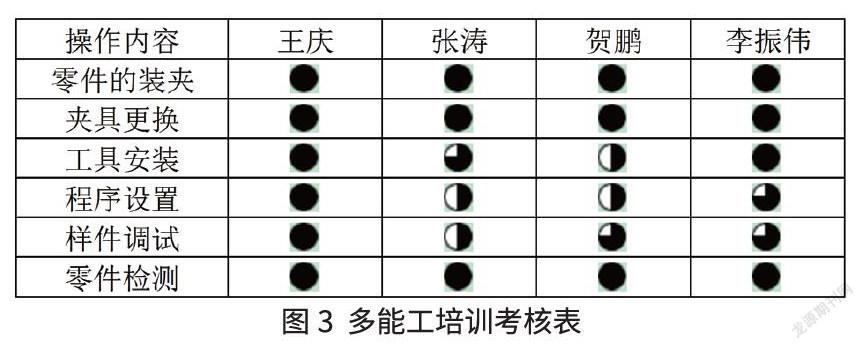
3.4在岗培训,多能工的培养
培养多能工,尤其是操作珩磨设备的人员,必须掌握零件的装夹、夹具更换、工具安装、程序设置、样件调试、零件检测几项技能。根据珩磨加工的特点,选定本班组几人作为培训目标,并进行培训,其培训考核表见表1。
达到操作要求的操作者可认为其具有操作珩磨设备的资格,可有意安排其在珩磨加工岗位进行生产,进行岗位轮换,这样有利于提高操作人员的工作情绪和积极性,使操作人员在精神上和体力上都不会感觉到疲劳,并且通过这样的调换,改善人际关系,增加知识储备,有利于提高操作人员的责任感[3]。
4总结
精益生产综合了大量生产方式和单件生产方式的优点,实行拉动式准时生产,以人为本,充分调动人员的积极性,充分发挥人员的主观能动性,培养一专多能,不断提高工作技能,有效配置企业生产资源,降低企业的生产成本。少投入,多产出正是精益生产方式的优越之处,要提高有增值价值的劳动,消除无用的劳动,减少浪费。经过认真执行上述措施后,珩磨加工的加工效率、加工稳定性、产品质量、设备产能等情况都得到了明显的改善,从原来的瓶颈设备恢复成为正产需求设备。
珩磨加工生产的精益生产方式的尝试和研究取得成功,主要有以下几方面的经验。
(1)充分分析了珩磨生产的特点和特性,有针对性的进行了工艺改进和生产准备保障,奠定了零件稳定产出的基础,并且持续进行提质增效的活动,不断的优化珩磨加工的加工质量和效率。
(2)深入贯彻精益生产的主旨思想,从多方面来降低生产成本,消除浪费,提高效率,拉动零件顺利产出。
(3)培养员工一专多能,充分发挥员工的主观能动性,提高员工的热情和积极性,让员工掌握了技能,主动发挥自身的创造力。
(4)利用看板等有效的管理手段,使得生产作业的物流与信息流充分吻合,提高了作业现场的管理能力和管控能力。
参考文献
[1]王世清.深孔加工技术[M].西北工业大学出版社,2003.
[2]刘树华.实精益生产[M].机械工业出版社,2010.
[3]张武.现代工业企业管理[M].北京理工大学出版社,2011.
收稿日期:2021-01-05
作者簡介:孙大伟(1982—),男,吉林长春人,本科,工程师,研究方向:机械加工。
Abstract:This article introduces the principle and characteristics of honing processing and the production problems existing in honing processing. These problems will affect the delivery of products. Use the guiding ideology of lean production to formulate targeted solutions to stabilize the processing process, improve production efficiency, and promote the punctuality and timeliness of product output, while reducing waste and enhancing corporate competitiveness.
Keywords: Honing processing; Lean efficiency; Reduce waste
