条并卷联合机故障分析及排除方法
2021-11-11张庆军吴月荣陈改玲杨效青程桂芳
张庆军,吴月荣,陈改玲,杨效青,程桂芳
(东营市宏远纺织有限公司,山东 东营 257500)
0 引言
国产条并卷联合机可实现自动化运行,具有故障诊断和自动报警等功能,触摸屏式人机界面操控过程简单、可视和智能,可显示当前工作状态并进行产量统计,在线数据调节可实现速度、工艺参数在线设定,方便维修与操作。条并卷联合机以可编程控制器(PLC)作为控制中心,以变频电机作为驱动,以传感器、动作开关作为状态检测装置,通过人机界面调节各种工艺参数的输入信号至可编程控制器,由可编程控制器对输入信号进行智能判断,输出动作指令有序控制并规范电磁阀、气控阀、气缸等控制执行部件。由于这些控制部件多且杂,机械、电气、气控元件动作结合点多且密切关联,稍有不良就会引发各种故障,且维修时故障原因很难判断[1];因此,维护人员要全面掌握条并卷联合机构造原理,熟知机械、电气、气控元件故障成因,才能根据不同故障类型采取快速维修方法,减少故障维修时间,保证设备完好运转。
条并卷联合机故障一般分为电气故障、气动部件故障和机械故障3种。
1 电气故障及检修点
1.1 显示屏故障
经常性黑屏故障。检修点:牵伸保护接点绝缘套破裂短路,检查各线路接点更换破损绝缘套;接线盒上插头或插座引脚短路,逐个插拔插头排查,检查引脚接线。
1.2 变频器故障
变频器是由IC、电阻、电容、晶体管等电子元件及冷却风扇、继电器等众多零件组成。这些零件即使在正常环境中运行,若超过使用年限也易发生故障。如变频器的工作温度为-10 ℃~+50 ℃,相对湿度小于90%,而棉纺车间温度高、湿度大、短绒尘屑多,所以飞入变频器的短绒、尘屑需要定期清理、保持干净,否则会影响变频器散热,造成其发热损坏。
检修点:检查变频器键盘面板显示是否正常;检查变频器是否有异常噪声、振动和异臭;检查变频器风扇是否正常以及有无积花;需打开外盖检查时,必须先切断电源,但滤波电容器上仍有充电电压,需先放电一段时间、等充电指示灯熄灭后方可去掉外盖检修。
1.3 电磁阀故障
国产FA系列条并卷设备中配有多种电磁阀。作为动作执行部件,受控于PLC的动作指令,电磁阀工作时一般处于打开或关闭状态;气动电磁阀的阀芯位置是由线圈通电后产生磁力控制阀芯规范工作,在不同工作状态中,通过电磁阀控制各气动部件,利用电磁阀在打开时持续给气,使各气动执行件内部产生压力,受压气缸活塞推动活塞杆做往复运动,准确完成机械要求的各项规范动作指令。电磁阀故障点一般有:线路、线圈受热烧损,阀体气路堵塞,电磁阀及相关元件漏气,等。
检修点:检查电磁阀通电后的工作状态、信号输出、信号输入是否正常;主气路供给管道中含有杂质、压缩空气含水分过多,会造成电磁阀体内孔堵塞或密封环腐蚀老化;固定螺丝松动;时刻保持气泵房内压缩空气干燥洁净、压力稳定,各气路管道尽可能选择优质且不易生锈管材,以免产生杂质造成电磁阀或气动阀堵塞。
1.4 传感器故障
1.4.1光电传感器是利用光的各种性质,检测有无受控元件及其表面状态变化,主要分为反射式和对射式。
反射式光电传感器是由发光的投光部与接受光线的受光部构成,如果投射光线因监测物体不同而被遮掩或出现反射,到达受光部的距离因异物影响发生变化就会被传感器检测出,传感器将检测出的实物变化及时转换成电气信号后,快速传递给工控系统[2]。
检修点:反复调整光电传感器安装位置,确保棉条从检测区内顺利通过,传感器检测面应经常用软织物进行清洁,防止飞花和灰尘污染。
1.4.2动态光电传感器可检测物体在运动中的工作形态,此装置在条并卷联合机的喂入棉条检测中被广泛采用。FA368型条并卷联合机采用GD-5822B型光电检测器,该传感器具有输出短路保护和喂入棉条动态、静态的自动监测功能,检测距离为8 mm,当喂入棉条断条或断条后棉条在光电监测中静止不动时会报警停车,确保喂入棉条根数正确。
检修点:反复调整动态传感器安装位置,确保喂入棉条能从检测区内顺利通过,应经常检查传感器安装位置有无偏离、松动、歪斜,是否有飞花、尘屑等杂物粘附、积聚,用软织物进行清洁,避免造成传感器监测点损伤而影响检测灵敏度。
1.4.3磁感应传感器主要检测磁性介质,一般用于检测气缸运行位置,使用时应使其接触面紧贴气缸壁,保证检测效果可靠。
检修点:应经常检查磁感应传感器磁力检测点位置正确,保证传感器无积花、尘屑。
1.4.4压力传感器以膜片装置为媒介,用感应元件对气体和液体压力进行测量,并转换成电气信号进行输出。
检修点:压力值按技术要求设定,不可过大,以免损坏压力传感器,按时清洁、保持无尘屑积花。
以陕西恒鑫精密纺织机械有限公司(中国)HXFA368型条并卷联合机为例:全机采用28套光电传感器、22套不同种类的接近开关和磁感应传感器做为信号检测点,控制18个执行气缸进行工作;采用可编程控制器(PLC)作为控制中心,控制全机各种复杂程序及各部件动作的正确指令,并把传感器在线监测的结果快速转换为输入信号及时上传至编程控制器,编程控制器对输入信号做出智能判断,下达输出动作指令控制气动执行元件做规范化动作。如出现异常及设备动作故障,会在人机界面显示屏中显示,方便维修人员快速处理。
2 气动部件故障及检查点
2.1 气缸故障
气缸是条并卷联合机气动控制中的执行部件,其作用是把压缩空气的压力能转化为机械动能,通过气缸活塞运动来驱动机械作直线往复运动、摆动或旋转运动;条并卷联合机中多采用双作用单活塞杆气缸,其原理均是利用压缩空气使活塞做往复运动。工作气缸的主要故障点为密封圈磨损或者损坏,使机械自动控制失效。密封圈多用在缸盖、气缸两端、活塞与活塞杆处,由于活塞杆在缸体内壁做频繁的往复动作,使密封圈因长期摩擦而损坏,造成气缸泄漏,影响气缸规范动作的精准度,严重时甚至无法正常完成气缸规定动作。处理故障时,需要对故障气缸进行快速判断、拆装维修,清除缸体内杂质,按规格更换密封圈(环),安装时缸筒内要加适量气缸油脂,尽量减少内摩擦;上机安装前要进行通气试验,检查整修后的气缸是否存在内漏和外漏问题。
检修点:检查各气缸工作状态、缸体有无漏气、气缸接头与气路管密封状况、气缸检测信号位置是否正确等;定期清理气缸表面及活塞杆处积花、尘杂。
2.2 气控阀故障
气动控制元件通过改变压缩空气的流向、压力和流量实现执行机构的规定运动,如条并卷联合机气动控制装置中的减压阀、安全阀和气控阀等。减压阀也称调压阀,是减压和稳压的控制元件,加装水分过滤装置后通常被称为复合式减压阀。安全阀也称溢流阀,是防止气动装置和气压超过设定值而起保护作用的压力控制阀。气控阀种类很多,按压差控制可分二位三通阀、二位五通阀等,按动作可分为电控阀、手控阀、机控阀,而电控阀又分为常通式和常闭式2种。执行元件(气缸)通常只有通过气控阀才能进行工作。气控阀分类及动作状态见表1。
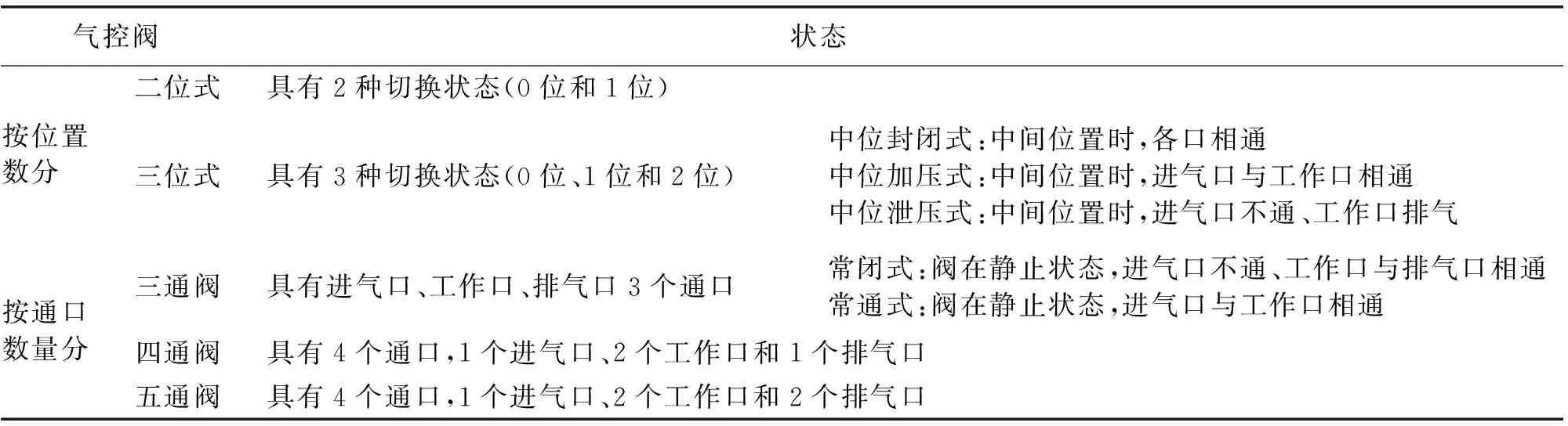
表1 气控阀分类及动作状态
检修点:检查各种气控阀的动作状态、阀体密封有无内泄或外漏,定期清洁各控制阀,掌握各气控阀的功能原理、动作技术要求以及气控装置的故障原因,及时排除故障隐患,保证设备正常运转。
3 机械故障及平时检修点
3.1 夹盘上升1 mm故障
3.1.1故障表现:送完空管后,夹盘上升1 mm动作未实现,导致自动动作停止。
3.1.2检修点:反压太大,适当调小反压数据;比例阀气缸上的白色滑套磨损严重,更换滑套;F4电磁阀损坏,更换并检查与其相连的气管是否漏气,如有漏气则更换气管;调节送空管气缸上的节流阀或增大送空管超时设定时间,将送空管时间延长3 s~5 s。
3.2 经常性无故障停车
3.2.1故障表现:经常性无故障停车。
3.2.2检修点:牵伸压辊位置检测调节不合适,瞬间棉网过厚或过薄导致停车,调整传感器感应距离,使其距感应片1 mm,且感应面积约为传感器端面面积的1/3;安全门行程开关调节不合适,设备运行中偶尔振动会导致行程开关瞬间断开使设备停止运行,当调整设备停止后,行程开关又瞬间闭合使触摸屏无法显示故障,应检修、调整行程开关安装位置,确保不松动、感应信号灵敏。
3.3 棉卷夹盘夹空管故障
3.3.1故障表现:在自动落卷过程中,夹盘未能在规定的时间内打开或关闭,造成自动动作停止。
3.3.2检修点:检查左右夹盘输出、输入气管是否破损;检查气路缩颈头联接处有无松动;检查电磁阀是否损坏,导致气控阀换位不准确;检查气缸活塞杆动作是否受阻;检查夹盘、夹管位置是否不正或筒管变形;检查夹盘气缸内的密封圈(环)是否老化破损、气管是否破裂漏气(夹盘气缸有漏气声或当夹盘打开或关闭时,该气缸及气管处排气量剧增)。
维修夹盘气缸时,必须严格按照本工序安全操作要求进行,同时注意拆装顺序:将夹盘上升到高位并固定后,用专用工具拆卸夹盘,然后松开气缸固定螺栓,将气缸整体拆下,在缸体和缸盖上做好标记,然后按顺序依次分解;该气缸密封圈为硬质有机材料,较难套于活塞杆上,可先用润滑油脂或肥皂水润滑气缸和密封圈,以免更换操作不当易造成密封圈(环)表面划伤或新件损坏;单向密封圈安装,要注意装配方向正确,最好在拆卸时做好标记以免装反;气缸按顺序装校完成并联接气管后,将夹盘气缸放于水中,手动测试气缸打开、闭合动作以检查新装气缸有无漏气问题,确定缸体动作完好后,将气缸上车固定到规定位置,重新调整夹盘高低位置,确保夹盘在打开、闭合时筒管无夹偏问题。
3.4 夹盘上升到高位时动作停止故障
3.4.1故障表现:达到满卷定长时,夹盘上升到最高点、动作停止,设备无法进入下一程序。
3.4.2检修点:棉卷夹盘上升超时时间一般设定为3 s~10 s,超时会报警停车,检查上升气路是否漏气;适当延长夹盘上升超时时间,检查总气路压力是否满足开车要求;夹盘上升限位传感器位置过高或传感器有异物遮挡,夹盘升到高位后传感器感应不到,适当降低上升限位传感器的感应位置,定期清洁传感器;夹盘下降控制电磁阀损坏,在上升到高位时,电磁阀转换失效,检查电磁阀是否完好,阀体内有无异物造成气孔堵塞,定期检查电磁阀及气控部件工作状态,保证供气气源洁净。
3.5 夹盘开闭动作不一致
3.5.1故障表现:在自动运转时,1个或2个夹盘未能在规定时间内打开或一边快、一边慢。
3.5.2检修点:检查总气路压力不小于0.6 MPa;逐项排除夹盘气缸密封圈损坏、气管架破裂出现泄漏、气管有异物堵塞、气缸电磁阀动作受阻或电磁阀线圈损坏、节流阀气压调节不当、左右气缸内有污物导致活塞杆动作受阻等情况;及时更换问题气缸密封件、气动元件、气管,确保电磁阀动作良好,调整节流阀气压,按顺序拆卸气缸并清理气缸内杂物。
3.6 送空管上升故障
3.6.1故障表现:空管上升未达到设定位置,有时上升后偏斜,夹盘闭合时将空管夹偏,造成自动功能失灵。
3.6.2检修点:送空管上升位置不正确,空管上升支架位置过高或过低;左右夹盘位置不同轴;送空管气缸及电磁阀控制不良,送空管架变形开焊、送空管架左右高低不一致;送管速度过快或过慢,导致筒管未达到预定位置。调节空管夹持位置,保证空管与棉卷罗拉间隙为1 mm,整修变形上空管架或更换新件,调节气缸节流阀的气压大小,确保送管架上升、下降动作轻柔,避免因动作过大而导致送管架变形开焊。
3.7 机后棉条断条或涌条故障
3.7.1故障表现:机后牵伸与台面压辊出现牵伸不良,呈波浪式运转。
3.7.2检修点:定期检查传动带松紧,不当时应及时调节;保持传动带及传动轮上无油污及棉蜡,避免沾污打滑;杜绝牵伸齿轮箱轴承损坏而造成的箱体密封圈变形、损坏,否则会出现漏油;定期检查传动带运行状态,对齿轮箱结合揩车检修时定期清洁棉蜡;杜绝各传动机件运转不良、罗拉胶辊速度不同步、有断棉网问题[3];检查各传动轴、轮、轴承、万向轴节是否正常,如有异常立即更换;检查罗拉胶辊隔距是否走动,如有用隔距块重新校正;检查气动加压部件是否正常,加压气囊是否漏气,如有异常更换新件。
3.8 满卷时机后断条或涌条故障
3.8.1故障表现:在自动换卷时,机后出现断条、涌条问题,重新接头后又在下次动作时重复出现此故障。一般原因是由于条并卷传动系统中的 2个电磁离合器出现故障,在受电状态下吸合不紧密、断电脱开时有粘连。
3.8.2检修点如下所述。
a) 一般维修方法:清洗电磁离合器,检查电磁线圈是否烧损、轴承是否缺油损坏、吸合面是否不良,如有异常则进行部分维修或更换新电磁离合器。
b) 替换改造维修方法:由于这2种离合器使用寿命短、故障率高,间隙调节费时费力,故对其进行替换改造,将原机的摩擦片式和齿轮式电磁离合器均改为干式单片电磁离合器。干式单片电磁离合器的特点如下:① 扭力传递快、动作响应速度高;② 散热性好,高频率、高能量工况下使用耐久性强;③ 属于滚柱轴承内藏的磁场线圈静止形,组装维护时无需将中蕊装置取出也不必利用碳刷,使用维修简单;④ 动作确实,使用板状弹片,虽有强烈振动亦不会产生松动,耐久性佳。改造单片吸合式电磁离合器后故障明显减少,更换维修方便,效果良好。
4 结语
国产系列条并卷联合机自动化、一体化水平高,自动监控能力强,利用传感器准确监测、控制各气控元件准确动作,所以正确信号的输出、输入是设备有效控制自动动作完成的关键;若某动作传感器位置不正确、电磁阀动作不到位、气动元件动作异常,均会导致自动动作在某个动作位失灵而使自动程序无法进行。日常维护要从设备的基础管理做起,将周期维护与状态维护相结合,认真检修、细心保养,尽量减少保养漏点。同时,加强岗位技能培训,让员工熟练掌握机械、电气及气动元件构造原理,全面了解各种故障成因,准确快速找到故障原因,并根据维修技术要求,熟练排除各种隐性故障,不断创新改造,确保设备高效完好运转,以满足高速高效生产需求。
