特种加工技术在再制造领域中的应用与发展*
2021-11-06牛梓源张泽群
牛梓源, 陈 燕, 张泽群, 韩 冰
(辽宁科技大学 机械工程与自动化学院, 辽宁 鞍山 114051)
所谓再制造,是将达到一定服役年限的高成本零部件,进行拆解、清洗后,检测零部件基体的缺陷、损伤,并对其进行处理、修复及改造,使零部件的技术参数能够重新达到或接近新品的标准,最后对经过试车检验符合使用标准的零件进行再利用的过程。
早在20世纪70年代中期,美国PW公司最先将发动机涡轮叶片的修理技术商业化[1],之后英法等发达国家也对发动机零件修理技术进行了大量基础研究。目前,再制造相关技术正在为航空等领域创造巨大的经济价值。以航空发动机的修复再制造为例,发动机叶片在航空发动机各零部件中的要求最为苛刻,受气动应力、振动应力、离心应力、热应力等多种应力及高温氧化和热腐蚀的综合作用,是故障最多的零件。如民航发动机叶片在运转3 500 h后需要进行修复,如果方法科学合理,在花费新叶片成本20%的费用后,叶片可继续工作3 000 h以上[2]。由于涡轮叶片是用性能优异、价格昂贵的镍基和钴基高温合金材料以及复杂的制造工艺制造,所以叶片的修复再制造技术可转化为巨大的经济效益。随着我国飞机更新换代加快,对其维修的需求将大大提升,航空维修市场潜力巨大[3-5]。
再制造技术具有优质、高效、节能、节材、环保等优点[6],在诸多工业生产领域所占的比重日益增大,尤其是在对产品周期要求短、产品质量要求高、制造成本高的军工领域。近年来随着我国制造水平的不断提升,我国再制造产业正在兴起,并逐步转向规范化、规模化[7-8]。
本文概括再制造的工艺流程,详细介绍磁力研磨、等离子喷涂等特种加工技术在再制造领域的应用。同时,指出目前我国再制造技术领域存在的问题,并对其发展方向进行展望。
1 再制造工艺流程
再制造的出发点是维修,但其最终目的不只是简单地停留在“修复”上,而是要使再制造对象的质量、性能接近甚至达到新品水平。基于这样的定位,再制造的实现依赖于较高的制造工艺水平。因此,再制造技术首先在制造技术较为发达的国家兴起[9]。
再制造技术的工艺流程并不简单,虽然再制造的对象是废旧的零部件,但并不是所有废旧的零件都可以进行再制造加工。考虑到经济性因素,零部件损伤到一定程度,无法修复或者修复成本大于生产新件的成本时,零件直接报废。图1是再制造的工艺流程图。如图1所示:废旧的零部件被拆解成零件之后,经初步检测,会报废掉易损件,其他零件则经过清洗、分类、再制造评估、设计、加工及检验等步骤,最终实现零件的再制造。虽然再制造工艺目前已经形成比较完善、系统的体系,但是由于加工方法不断更新,具体到某一零部件的再制造方法时仍处于持续的探究中。

图1 再制造工艺流程图
2 特种加工与再制造技术
废旧的零部件往往是由于其局部失效而失去使用价值,运用传统的车、铣、刨、磨、焊等加工方法,难以有针对性地全面实现废旧零部件的再制造加工。所以,再制造的目光逐渐转移到特种加工技术上,涌现出越来越多与特种加工技术相结合的再制造方法。
区别于传统加工技术的特种加工技术是在传统加工技术的基础上,或者完全另辟蹊径而产生的新的加工方法。近年来,随着制造业的产业升级和技术革新,特种加工技术逐渐走在制造行业的前列。特种加工技术与传统加工方法优势互补,可以实现难度较高的加工需求。经过特种加工后的零件,与传统加工的比较,其精度、强度、性能等方面有较大的优势[10-14]。
2.1 磁力研磨技术在再制造领域的应用
磁力研磨是利用磁场对导磁性研磨介质的吸引而产生的切削力来进行加工的[15],其研磨介质是经过特殊工艺处理的不锈钢磁针等。图2为磁针磁力研磨机工作原理图。

图2 磁针磁力研磨机工作原理
如图2所示:将磁针与工件按照一定比例放置于容器中,通过旋转磁极盘产生的旋转磁场带动容器中的磁针高速旋转,大量细小磁针无规律撞向工件表面,对其进行高频地划擦、碰撞、滚压等,完成对细小再制造零件表面的积碳、污垢、氧化皮、漆等的去除。
磁力研磨具有不受零件形状限制的突出优势,现已成功应用在某企业燃油喷嘴的除积碳工作中。燃油喷嘴工作于高温高压的环境下,负责喷出燃油,经点火装置引燃,瞬间膨胀的气体为发动机提供动力;然而工作一段时间后,未充分燃烧的燃油混合物会在喷嘴处结焦,最终形成积碳,堵塞喷嘴,使发动机燃烧效率下降,尾气排放增加,且影响发动机的平稳运行。燃油喷嘴加工前后的宏观和微观形貌对比如图3、图4所示。通过图3、图4对比可以看出:磁力研磨可以有效去除喷嘴表面和孔内附着的积碳,使喷嘴满足二次服役的要求[16]。

图3 喷嘴加工前后对比

(a)加工前 Before processing
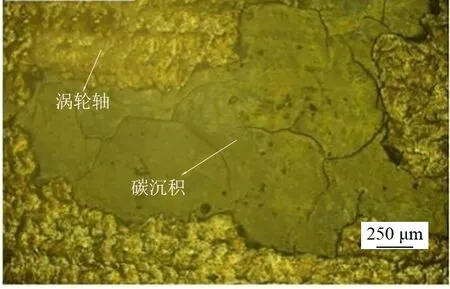
在使用一段时间后,航空发动机在其内部的长轴类管件表面上会形成一层硬脆的物质(即“积碳”)。积碳的产生会影响长轴类管件的转动平稳性,降低其燃油效率,使尾气排放中的污染物增加,因此及时去除有利于维持发动机的稳定运行、节约能源和保护环境。陈燕等[17]将磁力研磨技术应用在航空发动机的长轴类零件的内表面除积碳试验中,其去除示意图如图5所示。图5中,磁针置于管件内部,在外部对应位置设置可以沿管件轴线方向运动的旋转磁场。在旋转磁场作用下,管件内部的磁针不断与内壁上的积碳发生碰撞,逐渐将其剥落。图6为长轴类零件内表面加工前后的微观形貌对比。如图6所示:加工后的内表面积碳基本上已经被去除,裸露出管件基体,实现了对航空发动机的长轴类管件的再制造,从而延长了长轴类管件的服役寿命,节约了制造成本。

图5 磁针磁力研磨去除管件内表面积碳
(a)加工前 Before processing
2.2 增材制造技术在再制造领域的应用
被誉为“第三次工业技术革命”的增材制造技术凭借其优良的加工特性,突破了传统减材制造技术对复杂形状零部件的限制而达到了复杂形状零部件的整体成形,相较于传统粉末冶金制造技术,将制造周期由数年缩短至数周[18],大大降低了从模具制造到材料加工去除而产生的生产成本。经过30多年的相关研究,增材制造技术在不同领域取得了长足的发展。
增材制造技术引入到再制造技术,为再制造产业赋予了巨大能量,使再制造产业迈向了一个新的台阶。增材再制造技术能够实现对零件的不同损伤部位的个性化修复、还原,且修复后的强度甚至比新品还高[19-22]。对船舶行业的艉轴、轴套、曲轴、联轴器内孔和增压转子,钢铁行业中的轧辊,电力行业的汽轮机轴,轨道交通领域中的铁轨及模具行业的失效模具,航空领域的涡轮叶片,机械装置的核心零部件等的再制造技术修复,都达到了很好的质量标准,创造了巨大的经济效益、社会效益[23-25]。2018年全球航空发动机的维修支出占航空总维修支出的29%,预计未来10年航空发动机维修市场增长将达50%,总金额超过370亿美元,增材再制造在航空领域产生的经济潜力巨大。
国外多家航空公司已经在增材再制造领域进行了持续多年的研究。在发动机使用维护中,将到寿件、易损件、必换件等替换为由增材再制造技术制造的工件,极大地解决了维修成本高昂和维修周期过长的问题。但损伤模式复杂、损伤率高、报废量大的零部件,如压气机叶片、涡轮叶片等航空发动机关键核心部件的再制造技术攻克难度高,而其市场规模、经济潜力大。该项技术属于关键核心技术,目前被掌握此技术的发达国家严密封锁,属于国内前沿研究方向之一。
适用于再制造的增材制造技术主要有焊接、热喷涂、激光熔覆等[26-32]。
2.2.1 焊接技术
随着航空航天设备性能不断提升,相关的生产要求也不断提高,生产技术不断进步。其中,不断发展的焊接技术,逐步为复杂航空构件的设计、制造提供了越来越有力的技术支撑,已经从原来的辅助工艺变为现在设备加工中不可或缺的关键技术[33]。除传统的电弧焊技术、钎焊技术外,目前还出现了线性摩擦焊、搅拌摩擦焊、激光焊、线性束流焊、扩散焊等诸多新兴焊接技术。在航空部件的制造加工过程中,不同焊接技术都有各自独特的优点,可针对不同工件的材料、缺陷、工况及性能等多种因素综合选择。
不仅是在航空航天设备的生产领域,在航空航天再制造领域,焊接技术同样也发挥着极为重要的作用。表1为飞机不同部件的再制造过程中所应用的焊接技术[34]。

表1 飞机各部位的焊接再制造方法[34]
表1的结果显示,焊接技术被广泛应用于飞机的再制造中,这与其自身的优异性能密不可分。以近年来国内外在航空领域广泛使用的钎焊技术为例,已将钎焊技术应用于飞机钛合金导管断裂、磨损等的原位修复上[35]。美国GE公司采用一种活性钎焊方法,已成功修复了燃气涡轮部件,包括各种第 1级、第2级的高、低压涡轮导向器裂纹及磨损。加拿大Liburdi公司采用粉末钎焊技术修复的航空发动机叶片已达到与新叶片同等寿命[36]。
2.2.2 等离子喷涂技术
等离子喷涂技术是热喷涂技术的一种,通过等离子喷枪来实现喷涂。喷枪的喷嘴(阳极)和电极(阴极)分别接电源的正、负极,喷嘴和电极之间通入工作气体,借助高频火花引燃电弧,将气体加热并使之电离,产生等离子弧;气体热膨胀后由喷嘴喷出,高速等离子射流送粉器将粉末从喷嘴内或外部送入等离子射流中;粉末被加热到熔融或半熔融状态,被射流加速后以一定的速度喷射到经预处理后的基体表面形成涂层。图7为等离子喷涂原理图。
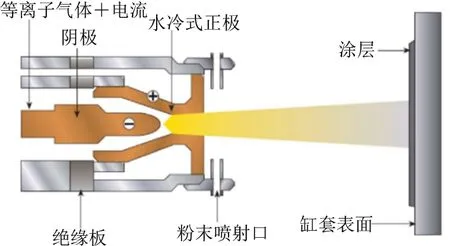
图7 等离子喷涂原理
运用等离子喷涂技术获得的涂层杂质含量少,涂层表面平整光滑,喷涂厚度易于控制,工件的热变形小,喷涂效率高。因此,等离子喷涂技术越来越多地被应用在航空零部件的制造与再制造等重要场合。在对航空发动机进行再制造修复过程中,进行等离子喷涂的零件已经占到航空发动机所有喷涂零件的80%以上[37]。
芜湖天航装备技术有限公司将热喷涂技术应用到航空弹射装置燃气推进器的重要部件—活塞杆的增材再制造修复中。由于导弹发射后,燃气推进器内剩余的火药残渣未及时清除,会对活塞杆的镀铬层造成腐蚀,严重时甚至透过镀层对基体产生腐蚀[38]。传统修复工艺不仅对环境有污染,而且无法解决基体的深度腐蚀问题。而热喷涂再制造工艺,仅需工件表面镀层被全部去除,并车削掉基体表面的腐蚀凹坑这2个前处理步骤,再进行热喷涂使新镀层达到所需厚度,最后将工件磨削至要求的尺寸及表面粗糙度后即可再利用。
2.2.3 激光熔覆技术
激光熔覆技术是利用激光束产生的高温将金属粉末加热熔化,使其与基体表面充分结合的一项技术[39]。激光熔覆技术原理如图8所示。图9为激光熔覆与氩弧焊的热影响区比较。激光熔覆技术具有结合部位浸润性好、结合强度高,易于实现自动化控制等特点,并且激光熔覆的热影响区远小于氩弧焊的热影响区(图9所示),对基体材料影响更小[40-42]。激光熔覆层与基体的结合强度不低于原基体材料强度的90%,熔覆之后的零件性能与新件的性能较为接近。近年来,激光熔覆技术已逐渐活跃在再制造加工中[43-47]。

图8 激光熔覆技术原理

图9 激光熔覆与氩弧焊的热影响区比较
激光熔覆技术可以针对零部件的局部损伤进行修复,现已成功应用在整体渗氮齿轮泵轴轴颈的修复上,且其装回之后运行平稳[48];用在螺杆压缩机修复上,修复后的配件熔覆层与基体界面达到了冶金结合,熔覆层未发现微裂纹、气孔、夹杂等缺陷[49];用在进口SO2风机齿轮轴的修复上,修复后的齿轮轴经一段时间使用,其振动值及其他各项指标与损伤前基本相同,达到了预期修复效果[50]。
激光熔覆技术自被引进到再制造领域以来,凭借强力、无需接触、能源环保的绝对优势,解决了许多传统方法无法解决的加工难题,在降低制造企业维修费用,提高设备快速修复能力,保障生产力等方面起到了重要作用。
3 再制造技术总结及展望
再制造技术起源于国外,近年来随着国内制造业不断发展进步,这项技术越来越被重视,相关研究也日益丰富起来。再制造技术在工业领域,尤其是尖端制造领域,如航空航天领域逐渐显露出其优越性。
本文介绍了一些融合特种加工技术的再制造技术,特种加工技术在再制造领域的应用使得许多不可能变成了可能。传统加工的方法与思维得到改变,众多成功应用案例为再制造技术发展指明了方向。
但也应该认识到,部分行业所需的关键零部件(如航空发动机的燃烧室喷油环等)因生产技术尚未突破国外垄断,部件的损伤机理、容限等修复性研究案例过少,导致其再制造的相关经验及基础研究严重不足[51]。同时,许多特种加工技术因其设备软件及核心硬件的制造技术被国外严密垄断并封锁,我国尚不具备自主制造能力,使再制造领域的许多方面还落后于西方发达国家。因此,未来的发展方向可从以下几方面重点突破:
(1)再制造技术高端原料及器件的生产,如大功率激光发射器的激光头等核心硬件的制造。
(2)再制造技术所需软件的国产化开发。
(3)防止再制造产生缺陷的再制造技术工艺流程优化。
(4)完善再制造相关技术标准,大力推广再制造产业。
