印花彩板的开发应用
2021-10-19张文静
张文静
(马钢股份公司冷轧总厂 安徽马鞍山 243000)
印花彩板,顾名思义是印有花纹或图案的彩涂板,是近些年来比较热门的一种新型家电板和建材装潢板。彩涂印花工艺就是在涂装生产中,依据不同要求的花纹和产品类型,在一个或多个涂装设备上利用带有凹状花纹的印花辊和其他设备将花纹精确传布到涂敷辊上进而涂敷到带钢上并进行适当次数和程度烘烤的综合工艺。
为了将花纹印到涂层板的涂膜上,首先要将花纹刻蚀到紫铜辊上,而后对铜辊镀铬,作为涂层印花用的印辊,其外表上的图案花纹是凹陷的,印辊从有色浆的料盘中沾取色浆,而后由刮刀将凹陷之外的色浆整个刮掉。当印辊与转印胶辊接触时,花纹内的色浆转移到转印胶辊上,最后印到钢板外表。再经过恰当温度的加热烘干,花纹便很稳固地附在钢板的涂膜上。
一般印花工艺分卧式和立式两种,如图1和图2所示,我部采用的是后者。
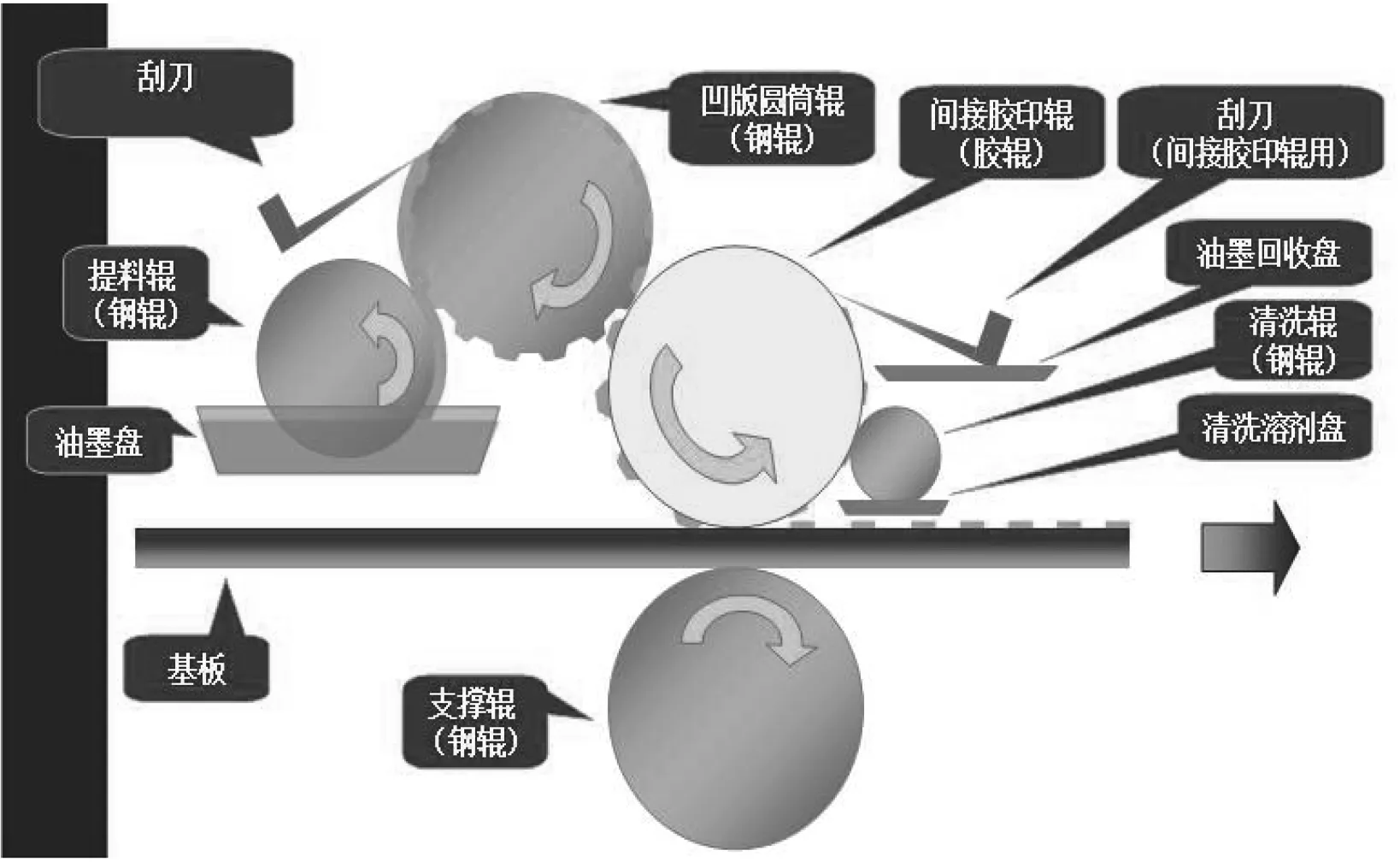
图1 卧式
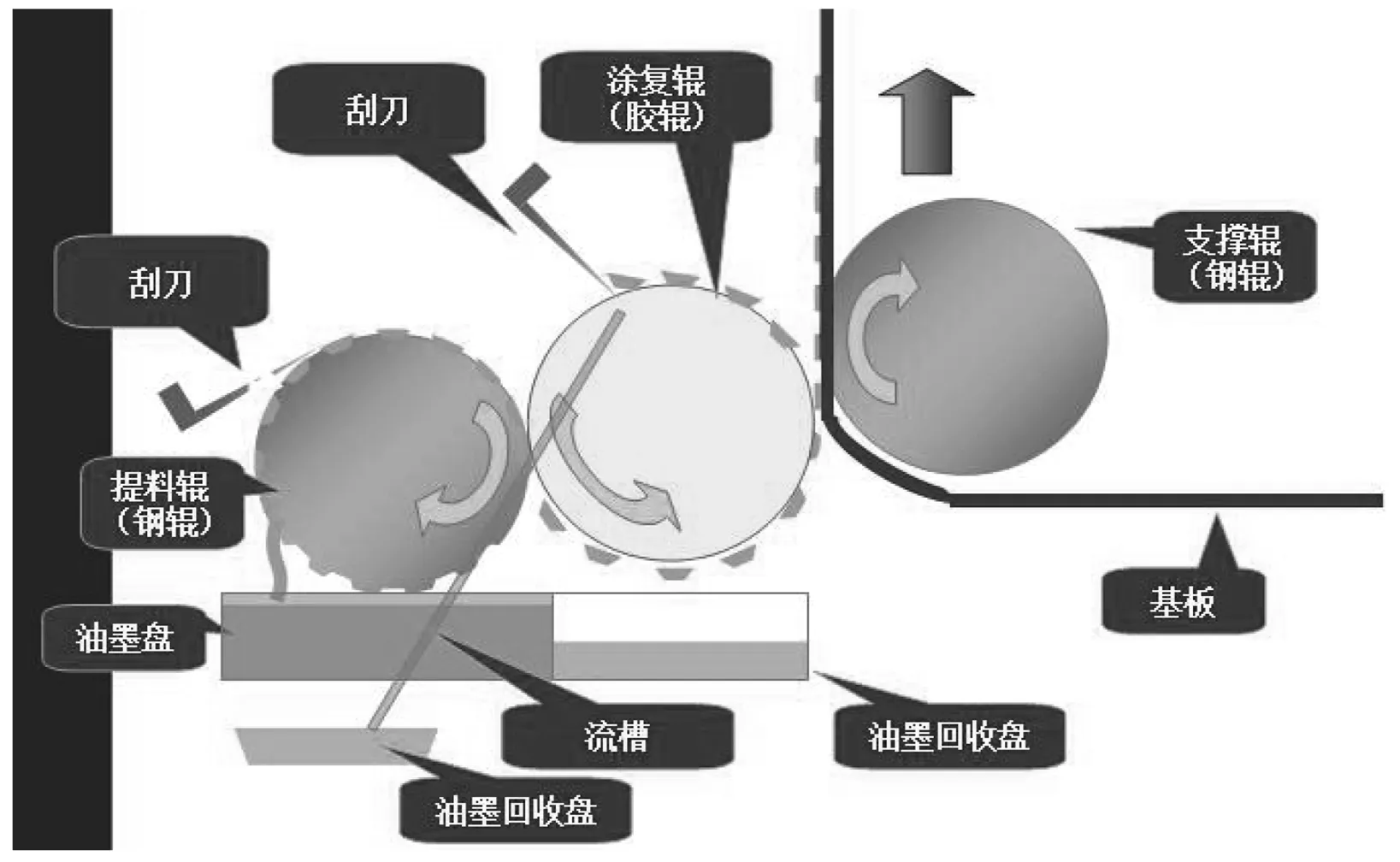
图2 立式
1 开发必要性
1.1 环保优势
传统工艺与彩涂工艺对比:
镀锌板、冷轧板等 →开平、剪切→冲压成形→清洗 →磷化→喷涂→组装
预涂彩钢板
其中的清洗、磷化、喷漆、转印工艺对环境污染相当严重,国家已将其列入《产业结构调整指导目录》淘汰类。彩涂工艺正好省去此些环节,减少污染,响应环保政策。
1.2 工艺优势
连续化生产,提高生产效率和产品质量稳定性;
先进的前处理工艺,提高涂层结合力和保护性能;
涂层流平性好,均匀性更佳,外观更加漂亮;
底色涂层个性化设计,可提供更丰富的花色;
油墨(快干涂料)印刷后有清漆层保护,提高图案色牢度。
1.3 性能优势
1.3.1 不同涂层体系设计,满足不同的性能要求
防锈底漆提高耐腐蚀性能;
聚酯涂层的抗老化特性彰显保护性能、美观特性;
环氧背涂提高夹心层复合的粘结性及抗腐蚀性;
1.3.2 底漆耐腐蚀、面漆耐候性能提高,有效保障印花图案的色牢度,延长质保周期,提高产品的使用寿命。
2 生产情况
2.1 产品设计
鉴于我厂生产线设备的局限性,无法实现多色套印的拼接图案,所以只能定位于单色花纹印花产品。考虑到基板选用的不同(镀锌板和冷轧板)可能会对产品的防腐及耐老化性能会有所影响,因此将工艺设计定为如下两种方案:
2.1.1 采用一次上线、三涂两烘生产工艺:
基板——清洗——有铬钝化——初涂(正面面漆、背面底漆)——初涂固化——精涂A(带料辊为指定花色图案定制的刻花钢辊,油墨)——精涂B(清漆)—— 精涂固化——冷却——检验——卷取。
2.1.2 采用二次上线,四涂三烘生产工艺:
基板——清洗(开启预清洗、刷洗段)——有铬钝化——初涂(正、背面底漆)——初涂固化——冷却—— 检验—卷取—入口(重新上卷)—初涂(正面面漆)——初涂固化——精涂A(带料辊为指定花色图案定制的刻花钢辊,油墨)——精涂B(清漆)——精涂固化——冷却——检验——卷取。
一次上线和二次上线的正面涂层结构(图略):
2.2 质量标准
2.2.1 表面质量
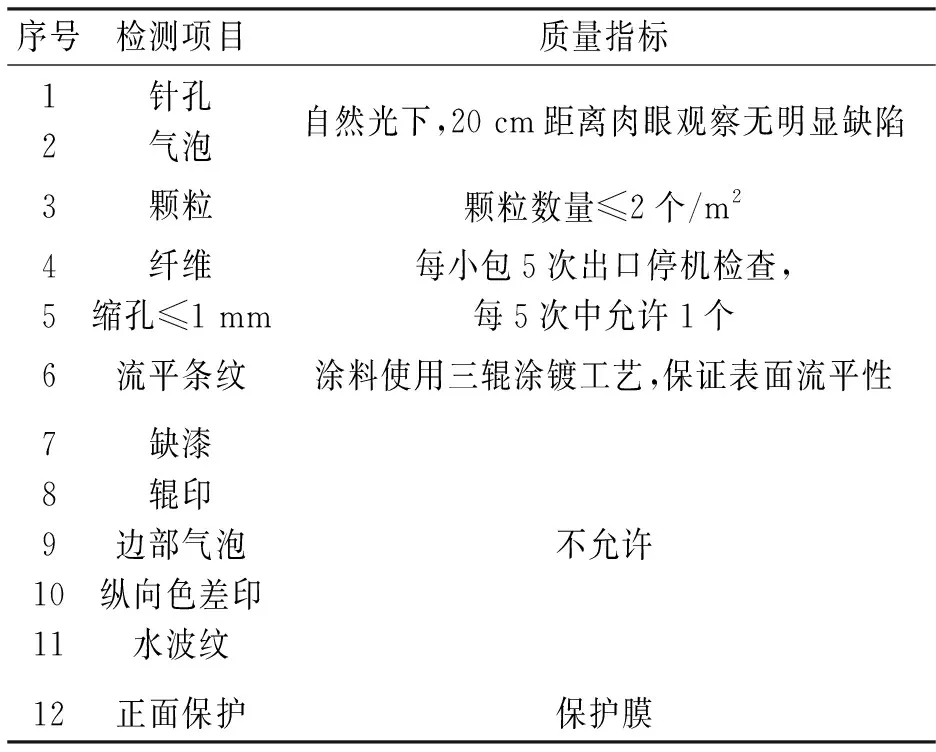
表1 表面质量标准
2.2.2 性能指标
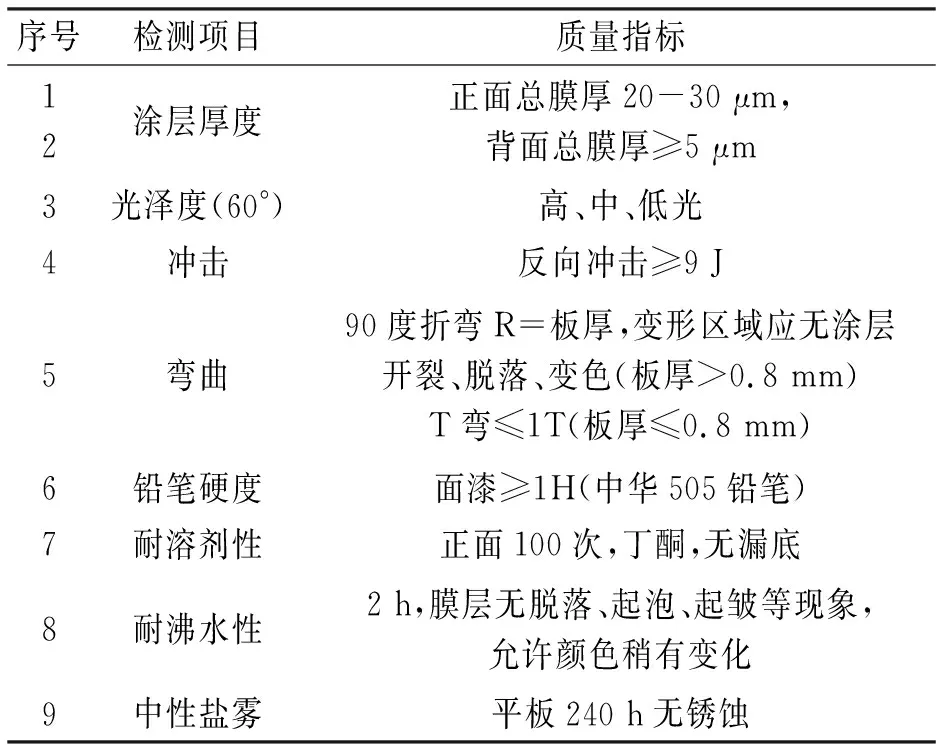
表2 性能指标
以上所有的检测项目中,对用户而言,最直观、便捷的就是耐沸水性这一项。图3是客户将我厂的印花彩板与原来的喷涂转印板分别放入沸水中加热2小时后的结果。很明显看出,喷涂板表面褪色、花纹也缺失,而彩涂板依然如初。
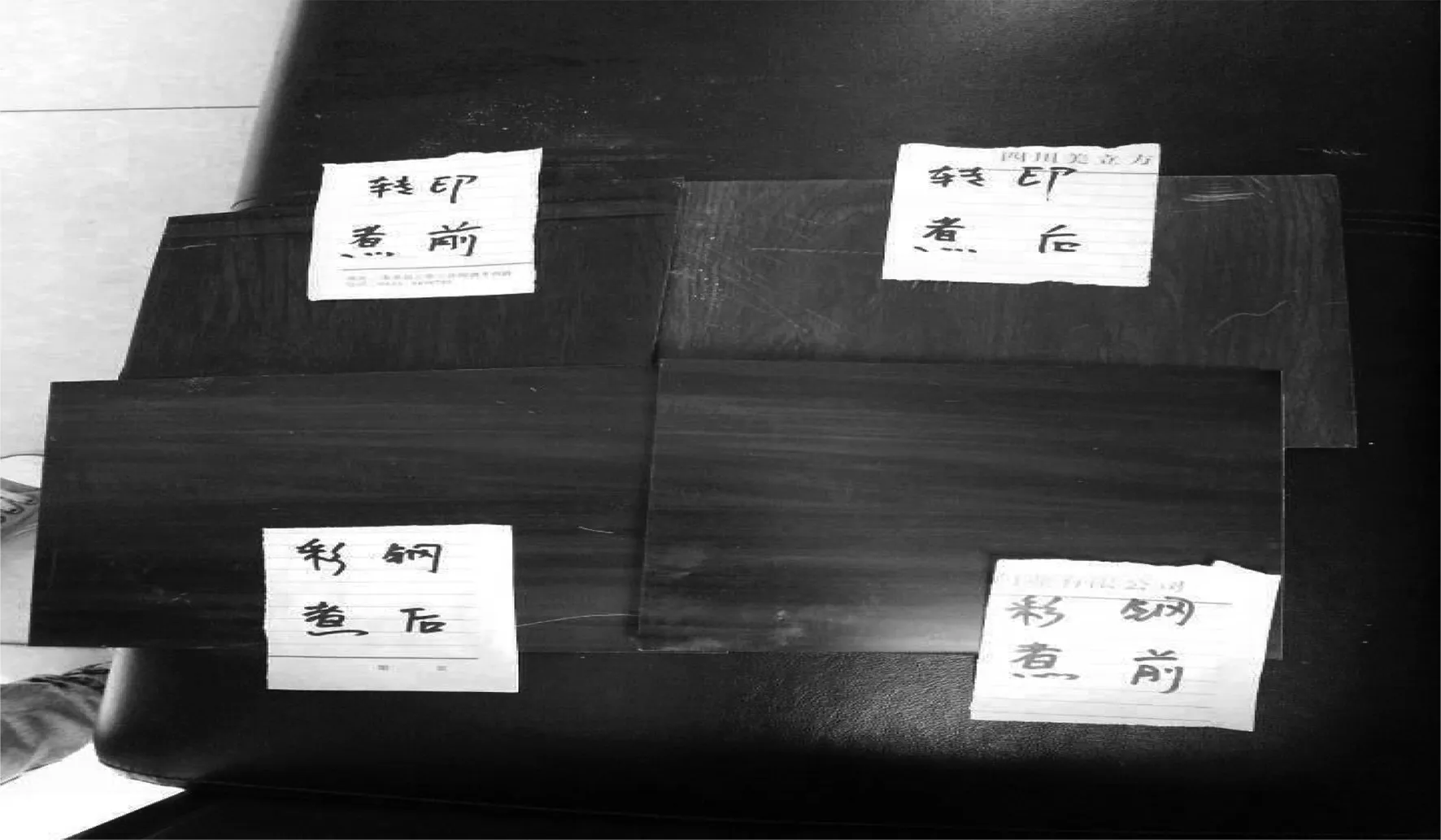
图3 沸水试验结果
3 后续加工情况
3.1 开平、剪切
3.1.1 工艺流程
开卷—粗整—缓冲—精整—飞剪—传输—清洗—堆剁
3.1.2 存在问题
由于我厂生产线未能实现自动换膜,导致出现短距离的贴膜不规整以及跑偏现象,因此在开平时需要将这部分剪切掉,这样势必造成一定的浪费从而影响产品的成材率。
3.2 冲压成型
3.2.1 工艺流程
压花—裁边—冲孔—折边—焊接—填充—压合—组合成门
3.2.2 存在问题
表面的冷贴膜在冲压后放置若干小时后出现周边膜局部起翘现象。
虽然冲压后板面平整度及表面质量良好,但是从用户角度仍希望能降低基板的硬度。
因彩涂工艺刚替代转印工艺,现场搬运时容易出现表面擦伤等现象。
4 开发难点
4.1 生产关键点
4.1.1 各辊辊速的调整
印花花纹的形成过程要求钢带、涂覆辊、印花辊三者的运行速度100%一致。若印花辊与涂覆辊速度存在差别会导致花纹的图案杂乱,易出现重影;若涂覆辊和带钢之间的速度存在偏差,则会导致带钢上的图案离散,失去优美感。因此,如何调整各辊辊速是生产的首要关键点。
4.1.2 博士刀装置的选择
由于印花过程中博士刀装置直接起着形成花纹的作用,博士刀应具备良好的平直性、合适的弹性、一定的硬度、优异的耐溶剂性及耐摩擦性。在选用博士刀时,除要依据线速度、花纹、辊径及粗糙度等因素综合考虑形状及材质外,还要考虑到博士刀的平滑性、稳定性、易操作性等因素。
4.1.3 基板的选择
材质的软硬直接影响后续的加工过程是否合格,因此基板的选择尤为重要。另外,对基板的表面粗糙度和平整度也要提出较高要求,如果粗糙度过大或基板板厚度不均匀,会造成基板和涂覆辊之间的压力不均匀,从而造成膜厚不均,形成色差。
4.2 用户提出的异议
4.2.1 加工过程中折弯、切口如何处理。
4.2.2 彩涂产品焊接工艺无法解决,这是很大的问题。
4.2.3 花色品种单一(市场上很多为拼接门),无法实现差异化产品的研发。
4.2.4 门板和门框的尺寸不同,若不配套供应,颜色会有差异。
5 结语
印花彩板的开发工作我们尚且只做了一小步,针对提出的问题会逐一研究解决,各项性能指标也需要不断的通过实际操作和应用加以完善。
