螺旋式挤压脱水机主轴断裂失效故障原因分析
2021-10-09王晓庆
王晓庆
(大庆石化公司化工三厂,黑龙江大庆 163000)
0 引言
丁二烯聚合反应生成的顺丁橡胶胶液在凝聚以后,再经过洗胶处理去除杂质,然后进入螺旋式挤压脱水机的橡胶颗粒物料含水率约在35%~55%。经螺旋式挤压脱水机挤压脱水,含水率降到8%~12%。顺丁橡胶生产负荷的调整主要根据目测振动筛胶料量和膨胀干燥机温度、电流和挤压机的电流来调整挤压机的锥体开度。一旦螺旋式挤压脱水机发生机械故障,后续生产工艺则无法进行,会造成整个机组停机。
1 螺旋式挤压脱水机的工作原理
螺旋式挤压脱水机主要由7 个部分组成:框架和基座、电机、螺旋套筒、螺旋杆、减速器、加料段、调压体。螺旋式挤压脱水机工作原理如图1 所示。
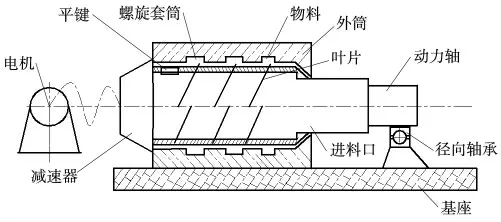
图1 螺旋式挤压脱水机工作原理
螺旋式挤压脱水机的主要作用是用于接收含有一定水分的橡胶颗粒,经过料斗进入到挤压脱水机的螺杆中,通过机械旋转的螺杆将橡胶颗粒物料向前输送,由于螺旋筒体与螺杆之间构成的容积沿着螺杆轴向的方向逐渐变小,形成巨大的挤压力,螺槽内橡胶颗粒物料由于受力逐渐被压实,橡胶颗粒物料中大部分水分受外力作用被机械脱水,水分从螺杆套筒上笼条间隙中被挤压出来。橡胶颗粒物料在向前输送过程中由于挤压和摩擦生热,使橡胶颗粒物料沿着旋转套筒向前的温度逐渐增高,在物料出口处温度可达到100 ℃左右,在高温的条件下橡胶颗粒物料变成熔融的流动状态,熔融后流动的橡胶物料被挤压脱水机螺杆持续地向前输送到排料口,因此,通过挤压脱水机使橡胶颗粒物料的含水率达到生产工艺所规定的程度,最后通过挤压脱水机机头排料口挤压成型为标准的条状,再经过切刀切碎,切成一定的形状。
调压体安装在螺旋式挤压脱水机机体的末端,通过液压传动进行调节,根据生产工艺要求改变出料口面积的大小,出料口面积越小,橡胶颗粒物料所受的挤压力就越大,因此,通过调压体调节螺旋式挤压脱水机机体内橡胶颗粒物料所受的挤压力,实现螺旋式挤压脱水机对物料脱水率的要求。
2 螺旋式挤压脱水机轴断裂失效情况
螺旋式挤压脱水机在安装后,在橡胶生产装置中正常运行4 年多,某次生产波动时突然发生主轴断裂失效情况。在螺旋式挤压脱水机主轴断裂失效的瞬间,在远端控制系统计算机上立即显示脱水机电流马上降低额定数值以下,系统立即启动联锁保护,机组进入到停机状态。
通过维修技术人员将轴拆下,对主轴断面情况进行观察:
(1)轴断裂处位于下料段切刀安装处,在轴上段键槽位置定位销孔的中心线处,沿着中心线处断裂。
(2)轴的断裂面与轴的纵向形成近似90°的直角,轴断裂处立面如图2 所示,断面比较整齐,基本上形成一个平整的平面。
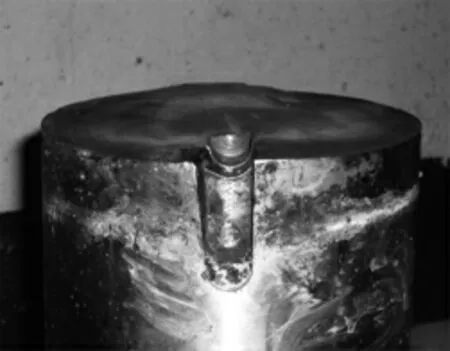
图2 主轴断裂处立面
(3)在主轴断裂面部分有明显的锈蚀痕迹,在定位销孔底部有明显的直线裂纹,已断键槽定位销孔底部为中心有明显的大范围的贝壳状的裂纹发展区,以及主轴断裂失效的瞬间断裂面,主轴断裂处横面如图3所示。
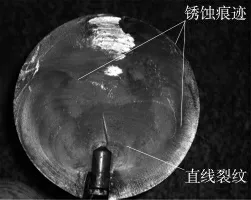
图3 主轴断裂处横面
(4)对主轴进行宏观检查,没有发现有其他影响主轴断裂的内部缺陷和外部缺陷。
3 螺旋式挤压脱水机主轴断裂失效原因分析
3.1 螺旋式挤压脱水机主轴断裂部位
螺旋式挤压脱水机主轴断裂部位详细剖面如图4 所示。
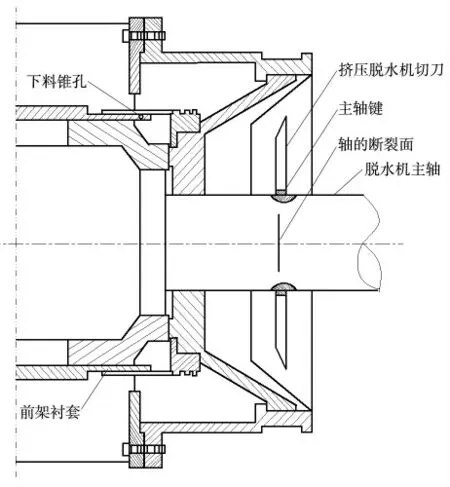
图4 主轴断裂部位详细剖面
3.2 主轴的支撑形式
减速机同动力输出主轴由一套夹持式联轴节共同连接,它们组合在一起通过主轴带动旋转,在下料锥孔前有相当于滑动轴承的前架衬套,在主轴的尾端是径向支撑可调心轴承。
3.3 主轴断裂失效原因分析
螺旋式挤压脱水机主轴的最大直径是150 mm,也是主轴断裂处的轴直径,轴长3704 mm,主轴由合金材料0Cr17Ni4Cu4Nb 制造而成。通过测量切刀和出料口之间的间隙为45 mm,而锥孔开度为12 mm。熔融状态的橡胶颗粒物料在主轴螺杆的带动下通过挤压脱水机机头排料口挤压成型为标准的条状,正常生产过程中物料温度一直处于70~100 ℃,在高温条件下橡胶颗粒物料是柔软的,所以,在橡胶正常生产过程中切刀受到的轴向力非常小,可以不予以计算。切刀受力主要是主轴螺杆带动切刀转动的扭矩,以及切刀剪切熔融的橡胶物料成条状时所产生的阻力,这二个力之间平衡。所以,主轴在断裂面处从力学理论上讲,只受切刀对主轴的反作用扭矩,这个扭矩力的传递主要靠销轴与平键。假设是由于切刀对主轴螺杆的扭矩作用,引起螺杆断裂,依照断裂力学与材料力学的原理,主轴轴线与断裂面应成近似45°的斜角,这与螺旋式挤压脱水机主轴实际断裂面与轴线成近似的90°直角不符合,因此,可以断定主轴螺杆断裂不是因为扭矩作用造成的。
鉴于主轴轴线与断裂面成近似90°的直角,判断分析主轴是由于受相对较小的扭矩与大弯矩合力长期造成的断裂。原因如下:主轴的长径比为3704∶50,约为24.66,所以该螺旋式挤压脱水机主轴是细长轴。主轴在只受两个支撑点作用时,才是最稳定的系统,称为静定系统。由于在该细长的主轴上存在有3 处支撑,造成主轴的力学模型是静不定系统,不够稳定,主轴的支撑模型如图5 所示。而显然该细长主轴在力学上分析是不稳定的。
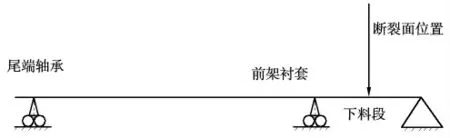
图5 主轴的支撑模型
在螺旋式挤压脱水机正常生产运行过程中,由于挤压段内橡胶颗粒物料不能完全充满旋转套筒筒体内部,主轴螺杆在旋转过程中从四周受力不均匀,造成主轴螺杆处于弯曲状态,同时由于中间位置的前架衬套起到支撑作用,必定会造成下料段主轴螺杆反向的弯曲,使主轴处于巨大的受力状态,如图6 所示。
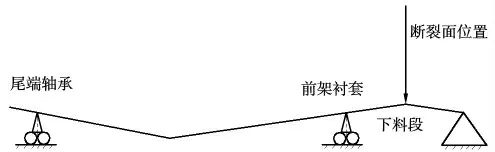
图6 主轴受力弯曲的支撑模型
在正常生产运行中主轴处于不停的运转状态,旋转套筒内主轴螺杆受力后的弯曲方向也在不断改变,而下料段主轴螺杆的受力弯曲方向也在不断地随着旋转改变,下料段主轴处受力变成脉动循环变应力。而为了给切刀传递扭矩,设计人员在与切刀配合处的主轴螺杆上设计一个键槽,为了对切刀进行准确的轴向定位,又在键槽上加工定位销孔进行定位。销孔的加工位置几乎处于下料段主轴螺杆两边支撑的中间,受力最大弯矩的位置,几乎处于脉动循环变应力的中心。使得整个主轴的最薄弱处成为受力最大的部位。因此,主轴断裂的原因是主轴薄弱处长期受到较大的脉动循环应力作用下疲劳破坏的结果,是设计结构不合理的原因导致的主轴断裂。
4 结束语
螺旋式挤压脱水机主轴断裂的主要原因是设计结构不合理,次要原因是定位销孔加工缺陷和生产过程中发生的化学腐蚀,这些原因综合在一起是造成螺旋式挤压脱水机下料段主轴断裂的全部原因。因此,要对螺旋式挤压脱水机主轴进行重新设计,采用合理的力学结构,提高主轴加工工艺,采用新合金材料防止腐蚀,提高主轴的整体质量,这样才能彻底解决主轴断裂失效问题。
