某大型混流式水轮机顶盖止漏环缺陷处理典型案例分析
2021-09-27黄世超何泽胜
刘 波,黄世超,梁 恒,何泽胜,蔡 鹏
(雅砻江流域水电开发有限公司,四川成都 610051)
0 引言
某水电站位于四川省凉山州西昌市与盐源县交界的雅砻江上,是锦屏一、二级电站和二滩电站的中间梯级电站。工程的主要任务是发电。水库正常蓄水位为1 330 m,坝前水位变化幅值为9 m,总库容7.6亿m3,属于日调节水库。电站装设4台600 MW的混流式水轮发电机组,总装机2 400 MW,设计多年平均发电量约118.7亿kW·h。水轮机型号为HLD538-LJ-770,水轮机的额定水头115 m、最大水头128 m、最小水头108.2 m,额定转速为100 r/min、飞逸转速190 r/min,比转速207.56 m·kW,额定流量为586.07m3/s、额定出力为611 MW、额定效率为92.67%,补气方式为大轴中心自然补气。水轮机转轮进口直径7 700 mm、叶片数为15片,叶片进水边厚度为250 mm、出水边厚度7~19 mm,采用ASTMA743 CA-6NM不锈钢材料制造,转轮总重252 t(见图1)。
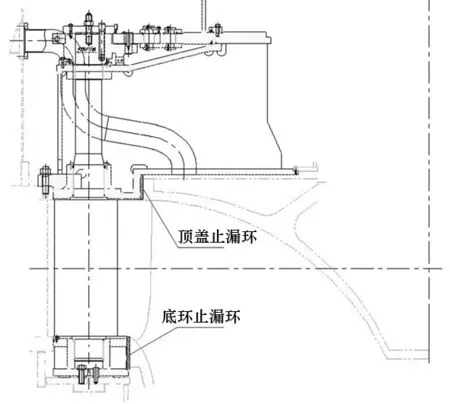
图1 水轮机结构示意图
1 概述
止漏环为设置在混流式水轮机转轮与顶盖及底环间用于减小漏水并可更换的密封结构,其作用主要是减小水轮机容积损失,保护转轮上冠、下环免遭磨损。止漏环在机组运行状态下分为转动止漏环和固定止漏环。转动止漏环包括上止漏环和下止漏环,固定止漏环包括底环止漏环和顶盖止漏环。止漏环的安装主要有两种方式:一种是止漏环靠机械力顶压与本体贴合然后焊接在一起,该结构方式焊接量相对较大,焊接变形易导致本体加工尺寸的变化,止漏环焊后需进行加工;另一种是先将止漏环焊接成整体,在保证一定过盈量的情况下进行热套或冷套(转动止漏环采用热套、固定止漏环采用冷套),并且固定止漏环在冷套后可不进行加工。
该水电站顶盖止漏环和底环止漏环,采用结构焊接的固定方式。材质为0Cr18Ni9不锈钢,厚度为40 mm,与转轮上的转动止漏环相匹配。上止漏环间隙设计值为3.2~3.75 mm,机组安装后的实际值为3.0 mm;下止漏环间隙设计值为4.05~4.55 mm,机组安装后的实际值为3.7 mm。
该水电站#3机组检修时,通过对顶盖止漏环焊缝进行探伤检查,发现顶盖止漏环焊缝表面共存在125处断续线性缺陷和点状缺陷(见图2),其中最长的缺陷长30 mm左右,在#3和#4活动导叶之间,缺陷分布情况(见图3)。
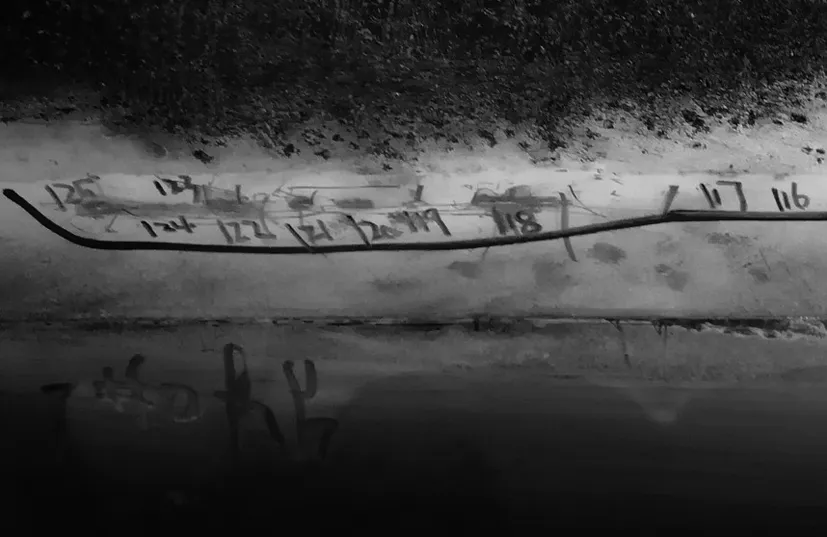
图2 止漏环缺陷情况
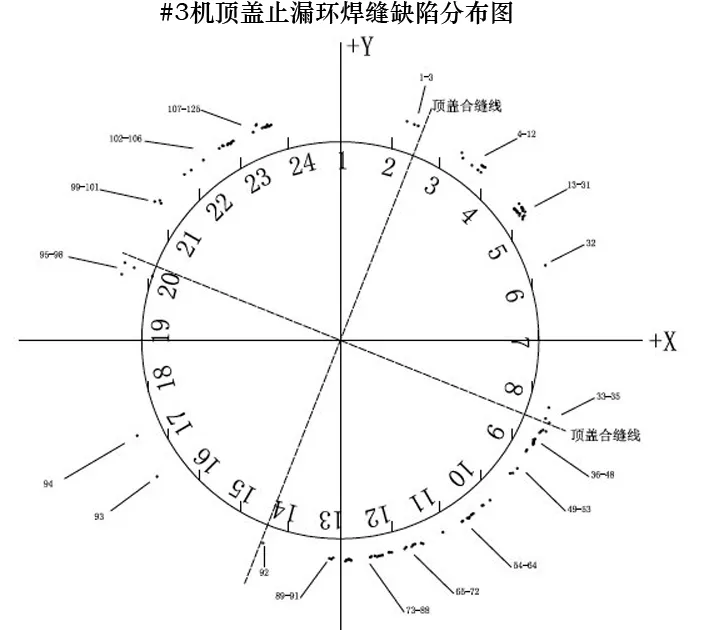
图3 止漏环焊缝缺陷分布图
2 现场检查分析
2.1 检查测量
为检查顶盖止漏环缺陷发展的严重程度、对机组安全运行的影响,以及为处理该缺陷提供相关依据,对顶盖与止漏环装配间隙、止漏环与顶盖焊缝深度、止漏环厚度及焊缝缺陷形态四个方面进行检查。
在顶盖与止漏环焊缝中选取5段进行抽检,每段长20 mm左右,宽15~25 mm左右,抽查的位置为:焊缝内外侧均有缺陷的部位1处,焊缝内侧有缺陷的部位1处,焊缝外侧有缺陷的部位1处,焊缝无缺陷的部位1处,焊缝磨开后有缺陷的一瓣止漏环中部选取1处。
按上述原则选定位置并做好标记,使用旋转锉对抽检部位进行打磨刨除,打磨深度直至暴露出顶盖与止漏环装配间隙为止。打磨刨除时控制速度,避免速度过快导致发热变形,影响止漏环间隙。各选定位置打磨刨除完成后,测量止漏环实际厚度a,顶盖与止漏环装配间隙b,并用深度尺测量刨除位置的深度c(该深度即为止漏环与顶盖焊缝的深度),见图4。止漏环焊缝打磨刨除后数据(见表1)。

图4 止漏环与顶盖焊缝处打磨刨除情况
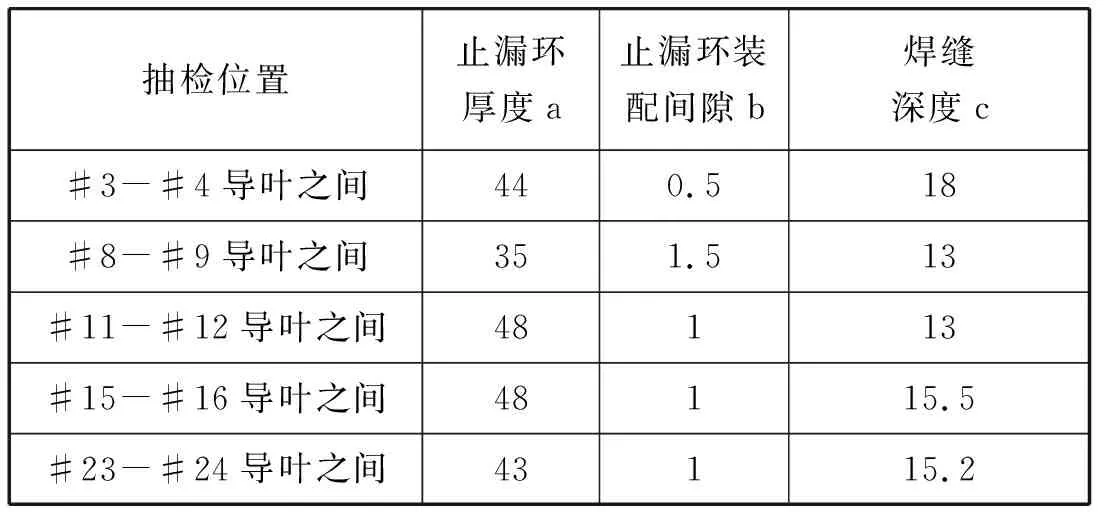
表1 止漏环焊缝打磨刨除后测量检查表 单位:mm
2.2 缺陷分析
通过对指定位置止漏环焊缝各部位进行测量,可以看出止漏环的厚度在35~48 mm之间,止漏环与顶盖的装配间隙在0.5~1.5 mm之间,焊缝深度在13~18 mm之间,以及焊缝存在层间断续未熔合、气孔、夹杂等情况(见图5、图6)。

图5 止漏环焊缝缺陷情况

图6 止漏环焊缝缺陷情况
经过对止漏环焊缝缺陷机械清理后的检查发现,焊缝缺陷均为不连续的浅表性缺陷,缺陷深度在1~5 mm左右,属于焊缝层间未熔合,为焊接过程中焊接速度与焊接摆动匹配不佳所致,排除了焊接裂纹的可能性。
3 缺陷处理
为保证水轮机的安全稳定运行,对顶盖止漏环焊缝PT探伤出的所有显示缺陷进行处理,主要处理为:缺陷清理、补焊处理、焊缝打磨、检查、数据测量等工艺。
3.1 缺陷清理
(1) 使用旋转锉对所有缺陷进行清理。
(2) 对打磨后的区域按ASME标准进行PT检查,直至无缺陷。
3.2 补焊处理
(1) 将待焊区域及附近50 mm的油污、水分等异物清理干净。
(2) 使用手工电弧焊进行焊接。采用φ3.2 mm的AWSE309L焊条,并对焊条进行烘焙,用焊条保温桶进行储存。
(3) 焊接前用火焰加热的方式对待焊区域及附近75 mm范围内进行预热,温度≥25 ℃。焊接参数(见表2)。焊接过程中控制焊接速度,采用断焊的方式进行,不在同一处位置一直施焊,将焊缝道间温度控制在200 ℃以内。

表2 焊接参数表
3.3 焊缝打磨
对焊接后的区域进行打磨,打磨时控制打磨力道和区域,避免伤及母材、局部有凹陷和超出打磨区域,打磨后表面无凹凸不平现象、毛刺或者凹孔、沙眼现象。
3.4 检查
按照ASME标准对补焊区域进行PT探伤检查,并对打磨区域使用刀口尺进行检查,允许最大下凹量为0.1 mm,如超出范围则重新按上述步骤进行处理。
4 结论
由于止漏环位于水轮发电机组的底部,并位于转动部件和固定部件位置处,且最大间隙一般为4 mm左右,一旦发生止漏环损坏事件,只有对机组进行大修将转轮吊出基坑才能进行检修,耗时耗力,给电站带来巨大的经济损失。因此即使止漏环发生细小的缺陷也应及时进行处理,并在机组后续运行过程中做好机组状态监测工作,防止重大设备损坏事件的发生。
