水煤浆气化装置过氧闪爆的预防措施
2021-09-24路光彬郭本陆
路光彬, 郭本陆, 杨 娟
(兖矿鲁南化工有限公司, 山东滕州 277500)
水煤浆气化制取合成气是我国目前应用最广泛的煤气化技术。气化装置在开车之前,需要对气化炉进行烘炉蓄热,在这个过程中,若燃气与空气的混合比例不当,有可能发生闪爆事故;在投料和运行过程中,如果氧煤(碳)比不当,炉膛温度会异常升高,甚至会发生过氧爆炸事故;当气化装置停车后,炉膛温度较高时,如果隔离处理不当,装置也有发生闪爆的隐患。因此,在气化装置的各个阶段,应把握好相关细节,确保装置处于安全状态。
1 烘炉阶段发生闪爆事故原因及应对分析
气化炉在烘炉时,一般使用天然气或后系统产生的弛放气作为燃料,利用蒸汽经过喷射真空泵时,静压能与动能的转换形成负压,将气化炉顶部空气和预热烧嘴产生的高温气体向下抽引,实现耐火材料的升温,其间,若气化炉燃烧室内部空气和燃气的比例不协调,气化炉就有发生爆炸的隐患。
1.1 烘炉负压不稳
正常气化炉烘炉期间,炉膛内空气是稍富裕的状态,可以保证燃料气的充分燃烧。当炉膛内负压降低后,吸入的空气量减少,但燃料气是由阀门减压而来的,受炉内负压影响较小,因此会造成炉膛内燃料气燃烧不充分甚至过量;此时如果负压有明显好转,大量空气再次涌入,炉膛内就可能发生闪爆事故。
蒸汽流量不稳定,抽引器分离罐气相、液相排放不畅,气化炉液位过高等原因,会造成气化炉烘炉负压不稳定。另外,预热烧嘴熄火后,炉膛内通风置换不彻底,再次点火时易发生气化炉内闪爆事故。
1.2 水洗塔气体积聚
一般情况下,气化炉在开车前一天,气化炉炉膛已烘至高温,系统水循环已建立,系统隔离盲板已抽除,此时如果水洗塔上部压力上涨,可能会导致气化炉烘炉严重回火[1]。
德士古水煤浆气化装置合成气流程见图1。系统隔离盲板抽除后,合成气出工段阀或水洗塔置换氮气阀可能存在内漏问题。在系统水循环建立的情况下,水洗塔有一定的液位储备,当液位高于水洗塔内合成气的入口管时,阀门内漏产生的气体会积聚至水洗塔上部,当压力升高至一定程度时(此时的压力取决于气化炉合成气出口管线与水洗塔合成气入口处的位差,一般在0.2 MPa左右),气体会将水洗塔下部积水压至水洗塔前的合成气管线,直至气化炉内部。此时气化炉合成气出口管线会充满积水形成水封,大量积水排入气化炉激冷室后,会引起气化炉液位大幅上涨。当水洗塔液位下降到一定程度时,合成气管线的水封被消除,水洗塔上部积存的大量气体会从气化炉开工抽引器及气化炉燃烧室泄放,此时更加剧了气化炉的回火甚至发生闪爆事故。

PI1401—压力测点。
四喷嘴水煤浆气化装置水循环建立后,旋风分离器会因补水阀或密封水内漏导致液位上涨,当旋风分离器液位高于入口混合器后,依然会形成水封。当水洗塔上部压力升高后,旋风分离器多余的积水会涌入合成气管线,直至开工抽引器及气化炉激冷室,引起气化炉回火。部分厂家气化炉烘炉期间为控制气化炉液位,将锁斗进、出口阀门处于常开位置,此时渣池液位会大幅上涨,旋风分离器的水封消除后,水洗塔上部的合成气会涌入开工抽引器或气化炉燃烧室,形成气化炉回火现象,在气化炉燃烧室空气富裕的情况下,有可能发生闪爆事故。
气化装置停车、开孔后,在一定时间内气化炉燃烧室温度依然较高,并且气化炉内充满空气,此时如果合成气出工段等盲板还未倒盲,需要关注水洗塔上部管线压力变化情况。当水洗塔上部管线压力有上涨趋势时,需要及时泄放,防止水洗塔内积聚的合成气与气化炉内的空气形成爆炸性混合气体。
2 开车阶段发生过氧事故原因及应对分析
气化炉投料过程中,水煤浆与氧气的入炉时间、比例及安全系统阀门的切换需精准到位,其间不稳定的因素较多,所以气化装置开车过程应作为一个重大的风险来管控。
2.1 氧气放空阀内漏
氧气管线入气化炉前流程见图2。气化炉投料时,水煤浆先于氧气入炉,如果此时氧气放空阀关闭不到位,将会因阀位联锁触发该对(只)烧嘴跳车;氧气放空阀经长期使用后,执行机构与阀球的旋转角度可能产生偏差,所以在氧气放空阀阀位到位的情况下,也可能发生阀门内漏问题,这种情况在气化炉投料初期,各项参数偏离正常指标较大的情况下,不易被察觉。如果氧气放空阀内漏,在氧气流量一定的情况下,该氧气管线入炉的压力会降低,随着气化炉压力的提高,氧气管线与气化炉的压差越来越小,最后气化炉内的煤气将回窜到氧气放空管线,并可能导致恶性事故的发生。

PI1304、PI1305—远传测压点。
为此,在气化炉投料过程中,应及时关注氧气切断阀之间的压力(PI1305)。四喷嘴水煤浆气化炉是1对烧嘴投料,便于对2条烧嘴氧气管线的压力差别进行对比;德士古水煤浆气化炉需要在平时注意观察烧嘴氧气管线与气化炉炉膛的压差与投氧量的关系,以便在异常情况时能及时发现和处理。
在气化炉提压过程中,如果氧气管线入烧嘴处的压力上涨不明显,需要及时判断氧气放空阀内漏情况。四喷嘴水煤浆气化炉为实现带压连投,氧气放空阀后设置有背压阀,在气化炉投料后,及时关闭该氧气管线背压阀,可以减小氧气放空阀内漏带来的影响。
2.2 煤浆管线阀门内漏
煤浆管线入气化炉前流程见图3。气化炉投料时,煤浆循环阀或煤浆导淋阀发生内漏现象。内漏量较小时,由于入炉氧煤比偏高,气化炉的反应温度会有明显升高;内漏量较大时,入炉的煤浆量会大幅减少,气化炉内会出现过氧现象。此时如果经过处理,煤浆管线内漏问题得以解决或通过提高煤浆泵转速等操作,入炉的煤浆流量升高,此后产生的煤气量增大,可能会与气化装置内之前积聚的氧气形成爆炸性混合气体,引发闪爆事故。如果煤浆循环阀的内漏量很大,煤浆管线的压力低于气化炉压力时,气化炉内的氧气等介质回窜至煤浆管线,将引发更严重的事故。
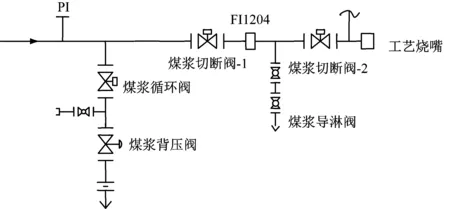
FI1204—煤浆流量计。
气化炉投料期间,应关注煤浆切断阀间煤浆流量计(FI1204)的指示,如果流量指示偏低,不能轻率地认为是煤浆流量计显示的问题;如果此时发现该煤浆管线压力偏低,气化炉高温热偶指示上升过快,现场人员需及时查看煤浆循环管线和导淋管线内漏情况。
煤浆入炉前煤浆导淋阀内漏时,若煤浆流量计显示正常,实际进入气化炉的煤浆量将会减少,有引发气化炉过氧爆炸的风险[2]。气化炉投料前,及时在煤浆切断阀间的煤浆导淋阀后加盲板,可以避免出现煤浆导淋阀内漏现象;气化炉投料后,控制室及时关闭煤浆循环阀后的切断阀,可以有效控制煤浆循环阀内漏带来的影响,为判断和处理该问题赢得时间。
一般情况下,煤浆流量计显示有一定的偏差。煤浆循环阀内漏,首先体现在气化炉内的反应温度升高,此时高温热偶和气化炉出口的合成气温度也会有明显升高。正常运行期间,煤浆的灰熔点上涨不会超过100 K,进行相应的提温操作后,气化炉出口合成气的温度上涨2 K左右。因此,建议将气化炉出口合成气温度高报值设置为高于正常温度3 K,以给予操作人员提前预警。目前,水煤浆气化装置都设有气化炉出口合成气温度高的跳车联锁,该联锁主要是预防气化炉液位低等问题引起的合成气温度异常上涨情况,无法应对合成气在激冷正常的情况下,气化炉操作炉温异常升高的问题。
另外,在气化炉停车进行煤浆管线冲洗前,气化炉内可能还未泄至常压,此时需要及时确认煤浆切断阀的内漏情况。如果第二道煤浆切断阀内漏,就会发生气化炉内介质回窜现象,特别是四喷嘴气化炉在1对烧嘴运行的情况下,冲洗停车1对烧嘴煤浆切断阀间管线时风险较大,需要监控操作过程。
3 高压煤浆泵故障分析
气化炉运行期间,氧气管线的压力和流量相对稳定,煤浆的正常输送决定着气化炉操作炉温的稳定性。高压煤浆泵的个别单向阀出现内漏或入口管不畅等故障时,煤浆管线与气化炉的压差会明显降低[3],此时会引起气化炉反应温度的升高。经过转速调节后,短时可以维持炉温的稳定,但如果高压煤浆泵的入口管线出现堵塞,则会导致高压煤浆泵不打量。在煤浆流量计显示滞后的情况下,气化炉内会出现过氧现象,特别是单烧嘴的德士古水煤浆气化装置[4]。
引起高压煤浆泵入口堵塞的原因可能是煤浆槽搅拌器故障,也可能是煤浆槽内壁积存的硬煤浆坍塌等情况。高压煤浆泵入口堵塞后,入口管线压力将迅速回零,高压煤浆泵出现不打量的现象。各厂家煤浆流量计显示都存在一定程度的滞后问题,此时氧气依然正常入炉,所以单纯依靠煤浆流量低触发气化炉联锁跳车,不足以满足气化炉安全运行需要。
德士古水煤浆气化炉只有1只工艺烧嘴,如果出现高压煤浆泵不打量的问题,气化炉内很快会出现过氧现象。由于炉膛内温度高,氧气与煤气接触就会燃烧,等炉膛内剩余的煤气消耗完毕后,剩余的氧气会经气化炉下降管进入激冷室与煤气混合,并到达水洗塔等部位,形成爆炸性混合气体。此时在高温、高压的情况下,气化炉渣口处的高温火焰或合成气流动形成的静电,都会引发系统爆炸。在这种情况引发的爆炸发生之前,气化炉出口合成气的温度不会有明显上涨,增加了监控的难度。
四喷嘴水煤浆气化炉配有2台高压煤浆泵,1台高压煤浆泵不打量时,原则上不会出现装置内爆炸事故。根据经验公式,1 m3氧气能产出2.7 m3左右的精制气(一氧化碳、氢气),其中一氧化碳、氢气与氧气反应的化学方程式如下:

(1)
(2)
一氧化碳和氢气与氧气完全反应时,物质的量之比都是2∶1,原则上运行正常的1对烧嘴产生的精制气会完全消耗掉另1对烧嘴的氧气,此时气化炉炉膛温度会大幅升高,异常的高温会导致耐火砖烧蚀,并引发合成气温度高等一系列的问题。
建议在德士古水煤浆气化炉高压煤浆泵入口管线设置压力低跳车联锁,在四喷嘴水煤浆气化炉高压煤浆泵入口管线设置压力低声光报警,以提醒操作人员进行处置。
4 结语
水煤浆气化技术成熟可靠,各种联锁保护系统相对比较完善,但在气化炉烘炉过程中,要关注水洗塔出口压力上涨等非常规现象,避免发生气化炉回火或闪爆事故;在气化炉投料过程中,密切关注氧气和煤浆的压力、流量变化,以及炉温的异常上涨情况,避免阀门内漏导致恶性事故的发生。另外,根据工况设定合理的合成气管线温度报警值,可以对气化装置过氧现象起到提前预警的作用。
