浅谈异形圆柱的夹具设计与加工
2021-09-18陈伟群


摘要:社会工业发展迅速,新的机械加工装备对促进制造技术的发展起着重要的作用,数控机床是为了实现复杂零件的自动化加工而产生的。解决了某些加工轮廓形状特别复杂及难于控制尺寸,加工精度要求高,数控机床在生产过程中提高了生产效率和加工精度。本文根据下企业实践,浅谈对异形圆柱产品分析、夹具设计和加工方法。
关键词:数控机床;异形圆柱;夹具设计;加工方法
中图分类号:TH137 文献标识码:A 文章编号:2096-6903(2021)07-0000-00
0 引言
目前,我国生产的中档普及型数控机床的功能、性能和可靠性方面已具有较强的市场竞争力。速度和精度是数控机床的两个重要指标,直接关系到产品的质量和档次、产品的生产周期和在市场上的竞争能力。国内数控机床大部分属于组装机,拥有自己的知识产权专利和自己操作系统并且市场化比较常见的精度好拥有好的口碑只有北京精雕品牌。数控机床的特点是自动化程序高、适应性强、精度高、效率高减轻劳动强度、改善劳动条件和有利于生产管理的现代化。用数控机床加工零件,能准确地计算产品生产的工时,并有效地简化检验、工夹具和半成品的管理工作,监督加工过程并装卸零件。多轴控制与编程技术是高技术领域开发研究的课题,随着现代制造技术领域中许多形状复杂、精度要求高的零件不断涌现,多轴坐标联动控制技术及其加工编程技术的应用越来越普遍[1]。该产品选用数控车床和CNC三菱850四轴加工中心加工完成批量生产,经实践证明,该工艺是行之有效的,完全达到了形位公差的精度要求,并提高了生产效率。
1 分析零件的结构
零件图样如图1所示,该产品是深圳市捷高精密机电有限公司接到的订单,该零件位置精度要求高,且批量生产(600件),材料为φ70×245的6061铝圆棒,该零件批量比较大,因此选用数控机床进行加工,以提高生产效率。由于该零件的外形不规则,若采用普通车床加工,不但效率低,在加工过程中无法夹持,同时伸出加工部分又过长,刚性也不好,在加工过程中难于保证尺寸精度,也容易发生事故,因此需要解决工件装夹和定位等问题,才能保证加工出来的产品达到图纸要求。在批量生产条件下,需要设计专用的夹具来保证其尺寸精度及表面质量要求。故选用数控车床和CNC三菱850四轴加工中心,完成这批产品的生产任务。
2 设计夹具主体结构
评估工艺排版及各工序2D要求,从设计角度考虑工装夹具设计是否符合实现工艺各工序加工要求:装夹精准定位,基准面,防呆,外观三伤防护,产品变形,保证品质稳定性,方便快捷安全操作性,盡可能缩减不必要的加工装夹,效率及成本,工序越多三伤越多,成本越高。
在数控加工时,无论数控机床本身具有多高的精度,如果工件因装夹不合理而产生变形或歪斜,就会因此降低零件加工精度。要正确装夹工件,必须合理地选用数控夹具,才能保证加工出高质量的产品[2]。
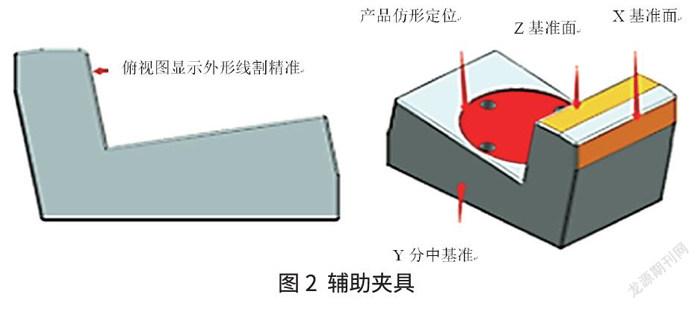
在数控机床加工过程中,往往会为了追求安全高效,节约成本,特别是在带有工装夹具的数控机床上,往往一套工装夹具要适应一个工件的两次或更多次的装夹加工任务。因此,对操作者的要求就有所提高,首先,要正确装夹工件,然后根据工件的不同装夹面调用对应的加工程序,从而达到加工要求。同一个尤其是多面工件,需要区别不同加工面及装夹后调用对应的加工程序,需要操作者牢记对应关系,但实际上操作者素质参差不齐,专业水平也不等;加之工作负荷重,难免会出现装夹错误或选错加工程序的情况,这对机床和人身安全却是致命的,不仅会损坏昂贵的刀具,机床本身也会严重受损,甚至降低精度或报废等;操作者的人身安全也会受到极大威胁。针对该问题,该夹具需设计一个防呆凸台,此防呆凸台能对操作者工件装夹正确与否防呆,也能对选择加工程序正确与否防呆,通过该防呆凸台能有效地避免因操作者工件装夹错误或者选错加工程序而损坏机床或危害人身安全等。为达到一致性互换,左图示俯视方向厚度磨一致,外形慢走丝,该夹具简图如图2所示。
3 分析工艺流程
从零件图样及材料要求得出:(1)该零件为异形圆柱产品;(2)工艺流程定义:原材料→数控车→CNC四轴加工外形弧面结构→三轴加工端面螺纹孔→三轴加工斜角端面。
根据以上情况及其批量要求情况,应考虑设计专用夹具,保证产品的稳定性,从而提高生产效率,实现效益最大化。综上所述,加工时,关键是解决零件的定位和装夹问题,经研究和实践确定以下工艺方案。
第1步:数控车床将整体外形结构及内孔加工完成,如图3所示圆柱为四轴加工工艺装夹位,圆柱直径管控 。
第2步:用CNC四轴加工圆柱3个角度结构,装夹位见下图箭头指示的圆柱面。如图4所示,大面扁位至轴心距管控:25.43士0.04。
第3步:加工螺纹孔,使用专用夹具大推力气缸仿形侧推方式装夹,前挡板加防呆凸台,如图5所示。
第4步,将工件锁在固定互换块,用专用夹具装夹(互换式),产品加工如图6箭头所示斜面及圆弧面。
4 刀具的选择
刀具的选择应根据以下几方面考虑,所使用机床的性能是否满足加工要求、产品材料选用、工艺设计、产品结构部位要求不同,刀具强度,选用合适刀具加工及加工切削参数设置合理性。保证产品加工品质稳定前提下遵循加工原则大刀开粗,小刀清角,提高效率。分粗加工,精加工,有特殊要求精度要增加半精加工。尽量减少工艺所使用刀具的数量,避免加工时间延长,换刀频繁会延长加工时间[3]。根据产品材料和结构主要选用的钨钢刀具有如表1所示。
5 结语
本夹具的设计操作简单方便、拆装容易、便于品种更换的设计原则,快速提高工件加工时装夹效率,保证了精度要求,也节省了时间,节约了成本;操作方便,通用性高,且对操作者和设备的安全有保障。该工艺经试用,行之有效,结合零件图纸要求,合理科学,且有效提高了生产效率,从而提高了企业的经济效益。
參考文献
[1] 方鑫.数控机床与编程[M].北京:高等教育出版社,2007.
[2] 陈洪涛.数控加工工艺与编程[M].北京:高等教育出版社,2006.
[3] 李存霞.姬瑞海.机床夹具设计与应用[M].北京:清华大学出版社,2012.
收稿日期:2021-06-13
作者简介:陈伟群(1986—),女,广东河源人,本科,一级实习指导教师,研究方向:数控加工。
Talking about the Fixture Design and Processing of Special-shaped Cylinder
CHEN Weiqun
(Guangdong Machinery Technician College, Guangzhou Guangdong 510450)
Abstract:The social industry is developing rapidly. New machining equipment plays an important role in promoting the development of manufacturing technology. Numerical control machine tools are produced to realize the automated processing of complex parts. It solves that some machining contour shapes are particularly complicated and difficult to control the size, and the machining accuracy is high. The CNC machine tool improves the production efficiency and machining accuracy in the production process. Based on the practice of the next enterprise, this article talks about the analysis of special-shaped cylindrical products, fixture design and processing methods.
Keywords: CNC machine tool; special-shaped cylinder; fixture design; machining method
