锆钢复合板制水解釜腐蚀失效分析
2021-09-11赵星波
郭 涛 赵星波
(绍兴市特种设备检测院)
锆及锆合金因良好的耐腐蚀性, 在盐酸、硝酸、醋酸及硫酸等强腐蚀性介质的运行工况中得到广泛应用[1]。 国内很多学者在锆钢复合板的设计和制造工艺上进行了诸多研究[2~7],针对在用锆钢复合板制设备的失效模式上,王金凯等指出氯化聚乙烯反应釜锆复合层的主要腐蚀形式包括点蚀、晶间腐蚀和由第二相引起的腐蚀[8]。 目前,鲜有在用锆复合层设备在稀硫酸介质工况下的研究与报道。
间苯二酚作为重要的化工原料,其生产工艺主要以间苯二胺为原料,在硫酸等催化剂的作用下,采用连续水解法生产间苯二酚,锆钢复合板制水解釜是该工艺的核心设备[9]。水解釜在高温、较高压力和强腐蚀介质的严苛工况下连续工作,在开罐定期检验时, 经常发现焊缝严重腐蚀问题,间苯二酚和间苯二胺均属于有毒和Ⅲ类致癌物清单上的化学品,如何持续保持该设备的严密性,一直是压力容器定期检验的难点。
1 设备概况
锆钢复合板制水解釜(图1)于2009 年6 月制造完成,设计依据JB/T 4710—2005《钢制塔式容器》标准要求并参照JB/T 4745—2002《钛制焊接容器》, 受压主体材料为R60702+TA1+Q345R,结构尺寸φ1800mm×26mm×19972mm, 采用上部进料和下部出料的方式, 介质为稀硫酸(15%以下)、水、间苯二酚及间苯二胺等有机物。 水解釜的主要工艺参数为:设计压力4.0MPa、设计温度260℃,操作压力3.5MPa、操作温度250℃。

图1 水解釜结构示意图
2 缺陷的检出
需定期检验的水解釜共有6 台,通过核对原始出厂资料,水解釜的主体材料为R60702+TA1+Q345R 锆钢复合板(4mm+2mm+26mm):26mm 厚的Q345R 钢为基层,起承压作用;4mm 厚的锆层为复层,与介质接触,主要起防腐蚀作用。 通过查阅设备工艺流程和操作工艺规程, 在250℃和3.5MPa 的工况下,一旦锆复合层失效,质量分数低于15%的稀硫酸水溶液在2h 内能溶穿钢层。
在宏观检查的过程中,对水解釜内表面焊缝进行100%渗透检测,检出的缺陷为:
a. 筒体内表面点蚀, 复合板的纵/环焊缝接头中热影响区和焊缝整圈腐蚀, 并呈现蓝色亮泽;
b. 进料口上/下500mm 范围内的焊缝腐蚀尤为严重,锆贴条焊缝处腐蚀深度达2.0~2.5mm(设计厚度4mm)。
3 缺陷原因分析
3.1 设计方面
锆元素非常活泼,在300℃以上开始吸氢,在400℃以上强烈吸氧,氢、氧与锆形成脆性化合物,致使锆的塑性和韧性明显变差,耐腐蚀性能急剧降低。 由锆材的硫酸腐蚀曲线可知, 在250℃和3.5MPa 的工况下,锆材已处于使用的临界状态[10]。 目前,水解釜在该工况下最理想的材料为钽材,但是钽材比锆材价格高出数倍,而且制造技术还存在很多难题。
锆贴条和复合板复层连接的角焊缝(图2)是设备可靠性的关键环节。 水解釜的工作温度为250℃,锆材和基体碳钢的常温性能指标(表1)相差较大,其中热膨胀系数尤为大些,焊接时随着焊接温度的升高,膨胀量差距明显,导致焊缝处存在较大的应力,容易发生腐蚀[11]。

表1 锆与碳钢的常温性能指标比较
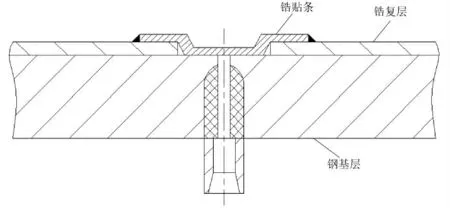
图2 角焊缝结构示意图
3.2 制造方面
3.2.1 焊缝易吸氢/氧
制造时,封头、锆翻边热成型过程极易吸氢/氧,焊接方法的选择、焊接参数的设置等都无法避免焊缝吸氢/氧。 另外, 在该批次设备制造时,NB/T 47011—2010《锆材压力容器》还未发布,参照的是JB/T 4745—2002《钛制焊接容器》的规范要求,由焊接成型的颜色(表2)[12]来判断焊接质量的好坏,而且焊缝和热影响区颜色的判定主要是设备制造状态时的情况。

表2 钛焊缝和热影响区表面颜色的判定
3.2.2 锆材选取来源不同
本次定期检验的6 台水解釜中锆材供给有两种来源:一种是国际上按照ASME SB551 标准制造的锆材; 另一种是国内某公司按照ASME SB551 仿制的国产锆材。经过比对出厂资料,两种锆材在化学成分、室温力学性能和焊接工艺性能上虽然相差不大[13],但从水解釜运行的实际情况看,使用国产锆材的3 台水解釜的母材、焊缝和热影响区的腐蚀较为严重。
3.2.3 焊缝布置不合理
进料口上/下500mm 处于气液交界面区域,易出现介质浓缩现象且温度不均匀, 局部易产生腐蚀。 制造时若将焊缝布置在这一区域不尽合理。
3.3 使用管理方面
水解釜的生产工艺和运行工况(高温、较高压力和强腐蚀介质)极为恶劣,而且在反应过程中硫酸的浓度和温度都不稳定,欲严格控制工艺参数非常不易。
4 改进处理
针对检验出水解釜存在的缺陷,检验机构建议使用单位联系设备制造厂家共同制定修理方案,并在原制造厂家清洁车间对点蚀部位和复合层纵环焊缝腐蚀较多部位进行返修。 返修期间,优化改进了角焊缝结构(图3,经检验该结构耐腐蚀能力显著提升),并参照NB/T 47011—2010《锆材压力容器》的规范要求,由焊接成型的颜色(表3)[14]来判断焊接质量的好坏。2019 年5 月完成原厂返修, 修理见证资料齐全,9 月重新安装完毕,并经绍兴市特种设备检测院全面检验合格后投运至今平稳正常。

图3 优化后的角焊缝结构示意图

表3 锆焊缝和热影响区表面颜色的判定
针对锆钢复合板制水解釜的运行和腐蚀情况,提出相应的建议:
a. 设计方面。使用单位在向设计单位提出设计需求时,应根据设备历史运行情况,明确锆材选取的来源和锆贴条与复合板复层角焊缝的形式。
b. 制造方面。 合理布置焊缝,严格控制热成型温度, 焊接过程应全部在专用清洁厂房中进行,焊前对母材和焊丝彻底清理,焊接时使用高纯度氩气(不低于99.998%)正反面保护,避免焊接过程控制不当和焊缝吸氢/氧。
c. 使用方面。 制定工艺操作规程,完善间苯二胺泄漏应急预案, 严格控制硫酸的浓度和温度, 确保设备的自控系统和仪表数据测量准确,明确车间班组不超过2h 的频次对设备巡检,重点观察检漏孔有无泄漏,定期开罐检查(一般间隔6 个月), 参照相应标准规定的焊缝和热影响区的颜色,判断锆复合层腐蚀情况,并测量锆板复层的厚度, 建议有条件时割板做理化性能检验,综合判定设备的安全状况。
5 结束语
锆/锆合金对硫酸具有良好的耐腐蚀性能,但尚需进一步的深入研究,包括锆/锆合金在稀硫酸介质下的失效模式和失效机理,影响其腐蚀性能的主要因素, 以保证锆/锆合金设备长周期运行。针对锆/锆合金设备定期检验的方法研究,包括复合层中各层厚度精确的测量, 现场金相检验方法,以完善此类设备的行业检验标准。
