汽油机智能可变气门升程系统的开发
2021-09-10平银生朱国华郝晓伟李伟军李冲霄李兆建
平银生 朱国华 郝晓伟 李伟军 李冲霄 李兆建






中国燃油耗法规与排放法规的不断发展,对汽车发动机的燃油耗和排放都提出了更高的要求。可变气门升程技术可以有效降低发动机的燃油耗和排放。介绍了1种由上汽集团技术中心自主研发的两级智能可变气门升程(I-VVL)系统。结合计算机辅助工程(CAE)的仿真分析,设计了该系统的核心结构。开发了一整套适用于该系统的零件加工工艺,并完成了配气机构性能试验和耐久试验验证。结果表明,该I-VVL系统结构紧凑,对周边零部件影响小,功能性和可靠性满足设计要求。汽油机;两级智能可变气门升程;结构设计;工艺开发;试验验证
0 前言
为了应对能源环境问题日益严峻的挑战,我国陆续出台了一系列更加严格的燃油耗与排放法规[1]。可变气门升程技术能够通过改变气门升程以适应发动机不同的工况,从而达到提高发动机性能和燃油经济性的目的,是近些年汽油机领域研究的热点。
目前,市场上搭载可变气门升程技术的发动机均由国外厂商开发[2-5]。其中,通用公司推出了可变滚子摇臂(SRFF)技术,其技术核心是应用1个特殊摇臂,低升程时以滚子驱动,高升程时以摇臂壳体驱动。大众公司开发了可变气门升程(AVS)技术,首先应用在奥迪车型的V8发动机上,并陆续搭载到了EA888和EA211等发动机机型上。宝马公司推出了“Valvetronic”电子气门技术,实现了连续可变气门升程,可以通过调节偏心轴角度,改变中间大摇臂的位置,实现了气门升程的无级调节。
由于国外可变气门升程技术专利壁垒的封锁,加上国内排放和燃油耗法规的日益严苛,国内企业对于自主开发1种全新的可变气门升程系统的要求迫在眉睫。根据发动机的结构性能指标需求,上汽集团技术中心全新设计了1套能够实现升程切换功能的可变气门升程系统,对核心部件进行了运动学及动力学分析,创新开发适用于新型结构的加工工艺,并通過台架试验验证了可变气门升程系统的功能性、耐久性及可靠性。
1 可变气门升程系统的结构选型
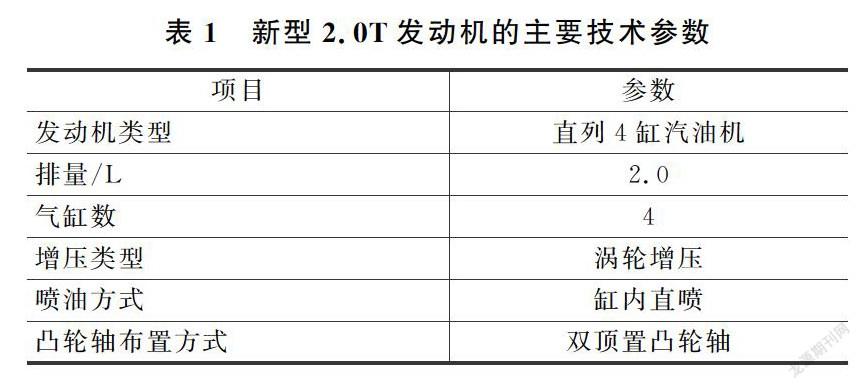
本文研究的可变气门升程技术基于上汽集团技术中心最新的2.0T发动机同步进行开发。发动机主要技术参数如表1所示。
在发动机的开发过程中,上汽集团技术中心对可变气门升程系统提出3个要求:(1)响应速度快;(2)结构简单可靠,利于布置;(3)对其他周边零件或系统的影响较小。
可变气门升程可分为多级可变气门升程和连续可变气门升程。技术人员研究认为:分段式的可变气门升程在能够满足发动机燃油耗要求的前提下,相对连续可变气门升程在结构和成本上具有较大的优势,所以初步确定采用进气侧两级式可变气门升程方案。
配气机构主要包括调相器、凸轮轴、摇臂滚子、气门等部件,采用凸轮切换的方式可实现气门升程切换,能够尽可能减小对周边零部件的影响。升程切换执行机构一般分为液压执行机构和电动执行机构。液压执行机构需要重新布置油路结构,对周边零部件的影响较大,而且响应速度比较慢。采用电动执行机构不仅布置相对灵活,而且规避了液压执行机构的不足,所以选择电动执行机构,并通过发动机控制单元(ECU)控制执行机构的动作。
经过研究,开发团队确定采用以电动驱动的两级滑移式可变气门升程方案,即全新自主开发1套两级智能可变气门升程(I-VVL)系统,并初步确立以下I-VVL系统的设计思路:(1)滑移式套筒与芯轴采用标准花键连接;(2)行程切换执行器为4个双销电磁阀;(3)电磁阀销子伸入套筒沟槽以驱动套筒移动,自主设计切换沟槽形状;(4)套筒轴向位置采用钢球限位,自主设计钢球槽型线;(5)套筒设计分为A型套筒和B型套筒,2种套筒在升程切换时运动方向相反。
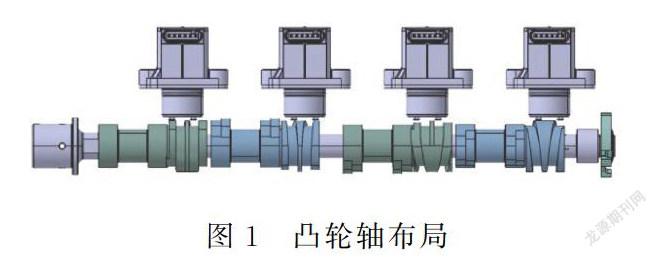
如图1所示,I-VVL系统的凸轮轴一共布局有4个滑移套筒。1缸和3缸为A型套筒,2缸和4缸为B型套筒,每个套筒对应1个电磁阀执行器。如图2所示,A型套筒与B型套筒的区别是高低升程凸轮位置相反。在凸轮轴初始状态下,摇臂滚子处于高升程状态,所以当套筒从高升程切换到低升程的过程中,A型套筒向左移动,B型套筒向右移动,从而起到平衡轴向力的作用。
2 I-VVL系统滑移式凸轮轴设计
2.1 芯轴的结构
凸轮轴芯轴的示意图如图3所示。凸轮轴芯轴与套筒采用花键配合的方式,共分4段花键,每段花键长度均相等,长度由套筒结构尺寸和套筒切换行程而决定。花键采用标准花键DIN 5480-2 May 2006。每段花键后有1个弹簧孔,孔径稍大于弹簧大径和钢球直径。弹簧孔有2个作用:一是限制弹簧与钢球的轴向位置,二是约束弹簧使其向钢球提供径向推力。
止推钢球需要具有较高的硬度和耐磨性。为保证零件可靠性,降低零件成本,技术人员直接选用标准滚动轴承钢球,参考标准为GB/308-2002。钢球弹簧选用标准柱状弹簧,参照芯轴和套筒的设计边界,根据对弹簧性能参数的需求,完成弹簧选型。
2.2 滑移套筒的结构
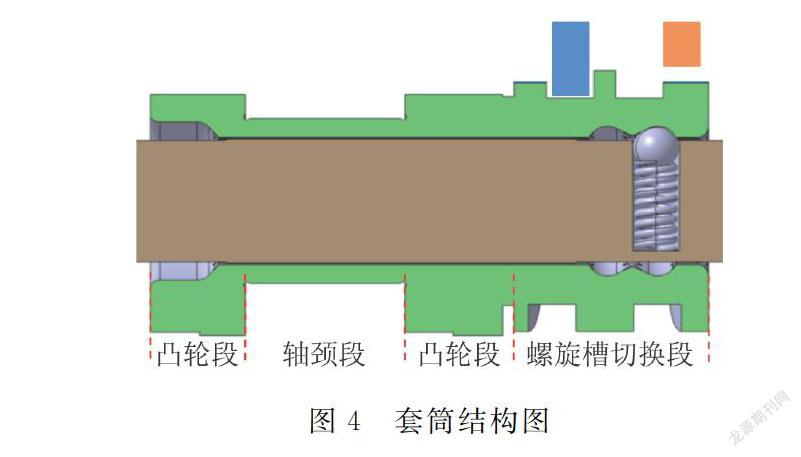
如图4所示,滑移套筒由3部分组成:凸轮段,轴颈段和螺旋槽切换段。高低升程凸轮、轴颈和螺旋槽切换段是1个套筒整体,通过内花键和凸轮轴芯轴的外花键配合,套筒花键参数与芯轴相同。实现套筒滑移的结构为螺旋槽。当电磁阀销子伸入螺旋槽时,销子位置固定。在螺旋槽的限制下,套筒随着转动发生轴向位移,从而实现高低升程的切换。
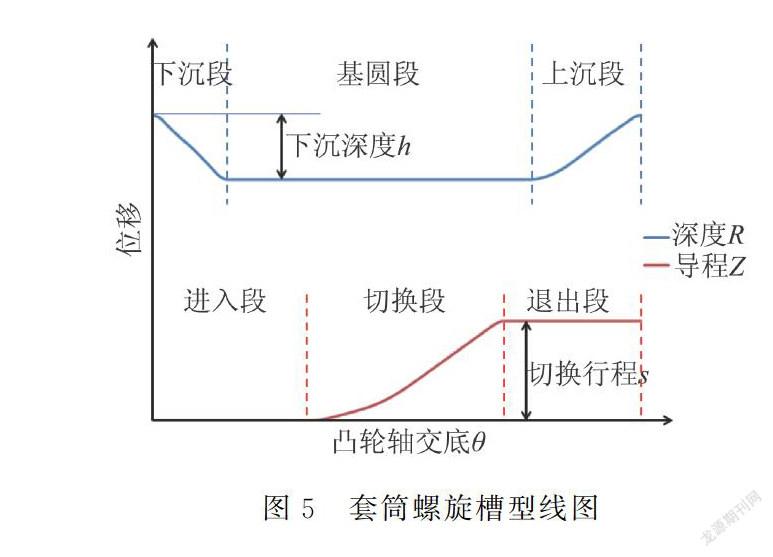
螺旋槽型线设计如图5所示,沿径向方向可将螺旋槽分为下沉段、基圆段和上升段。螺旋槽下沉深度可表示为h,在轴向方向上可将螺旋槽分为进入段、切换段和退出段。切换段行程可表示为s,完全处于基圆段内。
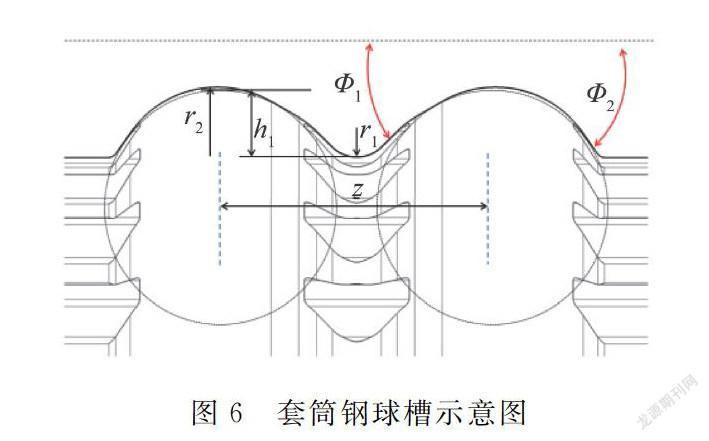
套筒钢球槽与止推钢球配合以固定套筒轴向位置。钢球槽中钢球球心理论位置距离为Z,钢球槽呈对称形状。钢球槽深度受钢球弹簧并圈长度和弹簧力的制约。当钢球在最低位置时,技术人员要确保弹簧无并圈风险,另外要保证切换过程中弹簧力处于合适的范围,使钢球能够给予套筒合适的轴向推力。初步确定的套筒钢球槽型线如图6所示。
3 电磁阀的开发
3.1 电磁阀的设计
电磁阀采用上汽集团与国内优秀供应商联合开发的1种响应速度快,反应精度高的双销电磁阀,突破了国外技术的壁垒(图7)。
如图8所示,电磁阀的驱动核心为螺旋线管和磁芯。当内螺旋线管通电后,会在周边介质中产生磁通,电磁阀销子在缩回状态时,磁芯与螺旋线管周围的导磁材料之间存在气隙,气隙部分磁阻较大,导致气隙两端产生较大的磁势,从而产生电磁力,拉动磁芯向下运动,直到磁芯与下壳体接触,气隙消失。在磁芯向下运动的过程中,克服弹簧力,并推动阀芯向下运动,完成阀芯的伸出动作。
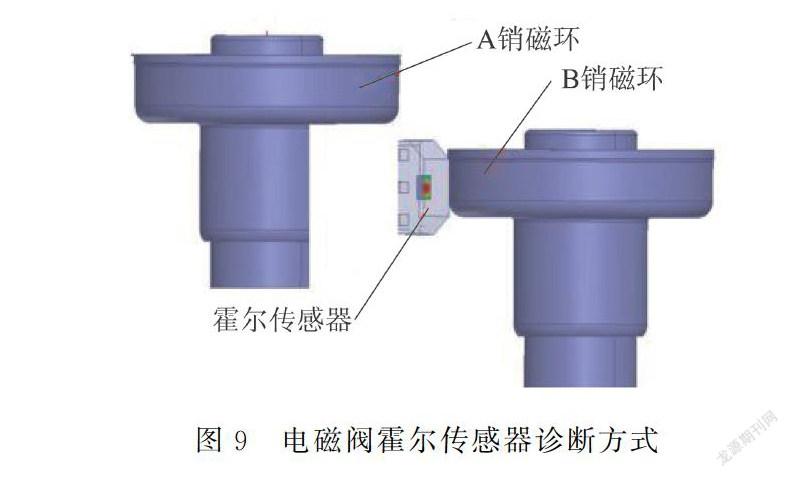
电磁阀的2个销子分为A、B销。2个销子的工作状态是通过电磁阀自身反馈信号传递给ECU的。如图9所示,采用单独的霍尔传感器对销子状态进行诊断,这种诊断拥有单独的驱动电路,不受电磁阀驱动电路的影响,因而具有更高的诊断精度。霍尔传感器通过感应A、B销上磁环的磁场强度,输出反馈电压信号。
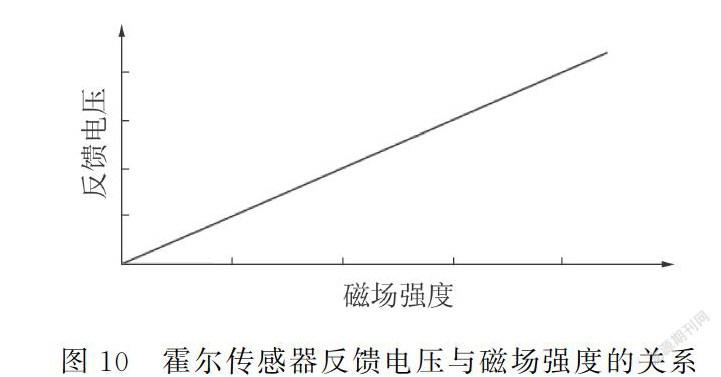
当销子位移发生变化时,磁环与传感器的距离会发生变化,霍尔传感器感应到的磁场强度也会随之发生变化。基于霍尔效应,磁场强度的变化会引起电势差的变化,即反馈电压的变化。如图10所示,二者呈线性关系。
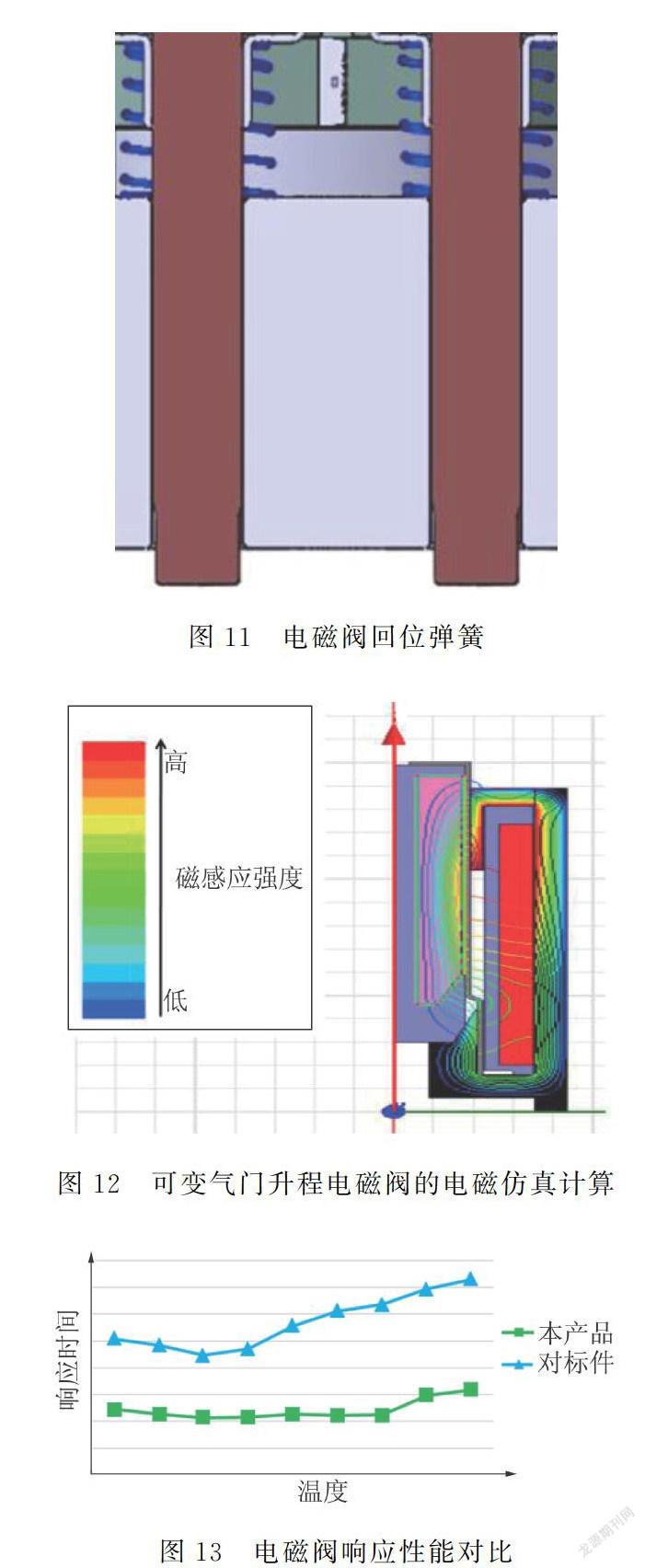
如图11所示,电磁阀销子回位首次采用了回位弹簧设计。套筒在完成切换后,电磁阀断电,阀芯在弹簧力的作用下回到初始位置。销子在螺旋槽退出段依靠弹簧回位,槽底上升段起到保证回位作用,有效降低了销子底部的磨损。另外,回位弹簧提高了销子抵抗振动加速度的能力,避免了在车辆路况颠簸时,销子在振动加速度作用下出现异常伸出现象。
3.2 电磁阀的仿真分析
如图12所示,借助电磁阀电磁仿真计算,技术人员对磁场分布进行了优化,提升了电磁力,同时降低了磁阻、气阻、油阻等阻力,最终实现了超越国外量产产品的响应性能(图13)。
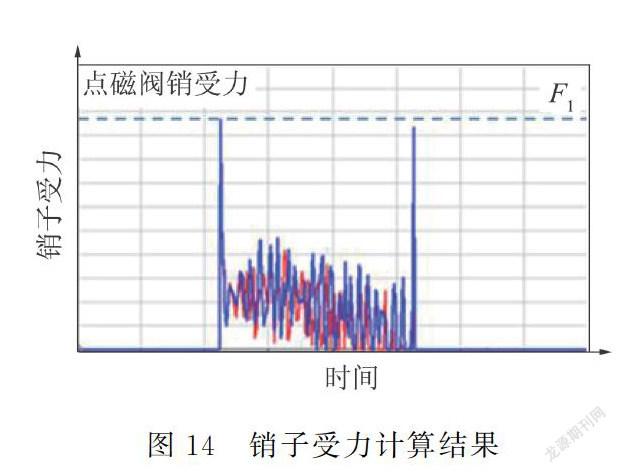
在套筒在切换过程中,发动机转速越高,套筒切换时对销子的冲击也就越大。選定nmax作为销子受力的计算机辅助工程(CAE)计算条件,计算结果如图14所示。电磁阀销子受到最大冲击力为F1 <Fmax。其中,Fmax为销子能承受的最大侧向力,可以认为销子具有足够的强度。
4 凸轮轴工艺设计
I-VVL系统凸轮轴采用全新的结构设计,传统的凸轮轴加工工艺无法满足零件的性能要求。之前,与可变气门升程凸轮轴相关的工艺技术均掌握在国外供应商手中。通过技术团队与国内优秀供应商一同进行了大量的工艺试验,双方共同开发了相应的机加工和表面处理工艺。
4.1 凸轮轴机加工工艺
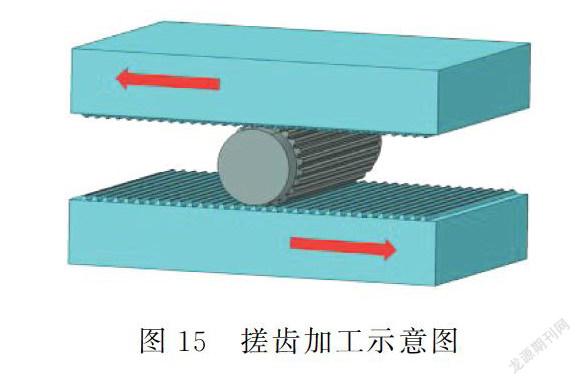
芯轴花键的加工精度将直接影响可变气门升程凸轮轴凸轮相位的误差,从而影响I-VVL系统的性能。搓齿工艺属于冷加工工艺,用于外花键加工,是1种高效、高精度,并具有较高材料利用率的新型制造方法[6]。如图15所示,项目选择搓齿成型工艺加工芯轴花键,有以下几个原因:(1)搓齿工艺加工出的花键齿侧定位精度高;(2)搓齿板宽度可以根据花键总长度进行定制,选用合适的搓齿板可将4段花键一次性加工出来,避免了分次加工的角位不一致;(3)搓齿加工采用上、下2个搓齿板对芯轴进行冷挤压,搓出花键,从而不产生废料,材料利用率高。
4.2 凸轮轴表面处理工艺
凸轮轴芯轴花键和钢球孔区域需要较高的表面硬度,以降低磨损。离子氮化渗氮具有速度快,氮化层硬度高,层厚深,渗氮组织脆性小,渗氮温度低,零件变形小等优点[7],故凸轮轴芯轴采用离子氮化工艺。为了降低芯轴氮化变形,采用头部以固定竖直吊装的方式入炉氮化,后续再进行自动校直,以保证芯轴满足直线度要求。
滑移套筒上的凸轮宽度较窄,较高的接触应力对凸轮硬度和硬化层深度有更高的要求。由于高低升程凸轮存在高度差,若采用中频或高频淬火工艺会导致台阶面处淬火温度大大降低,从而影响其硬度和硬化层深度(图16)。
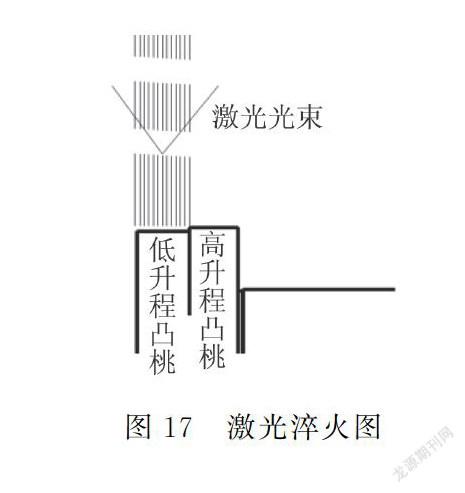
高低升程凸轮的特殊结构对其淬火工艺提出了更高的要求:必须能够对凸轮表面区域进行精准的淬火。为了解决凸轮淬火问题,公司与供应商共同开发了1套激光淬火装置。这也是国内首次将激光淬火技术应用于凸轮轴的表面热处理工艺。
如图17所示,在激光淬火工艺中,激光束不动,套筒缓慢转动,高能激光束扫过凸轮表面,其表面迅速升温,而此时凸轮中心仍处于冷态,随着套筒转动1个圆周后,激光束停止照射凸轮表面,表面热量迅速向内部传递,使表层急速冷却,实现自身淬火[8]。激光束照射精准,可以灵活调整照射角度,故高低升程凸轮的台阶不影响激光束的扫射,可满足淬火硬度和硬化层深的要求。
在激光淬火的过程中,要严格控制套筒旋转的速度和激光束的能量。这直接影响到硬化层的硬度和深度。经过大量的工艺试验,最终确定了合适的淬火参数。
5 试验验证及结果
在完成样件制作后,需要通过相关试验初步验证其可靠性和耐久性[9],并安排相关配气机构试验,其中包括性能试验和耐久试验。
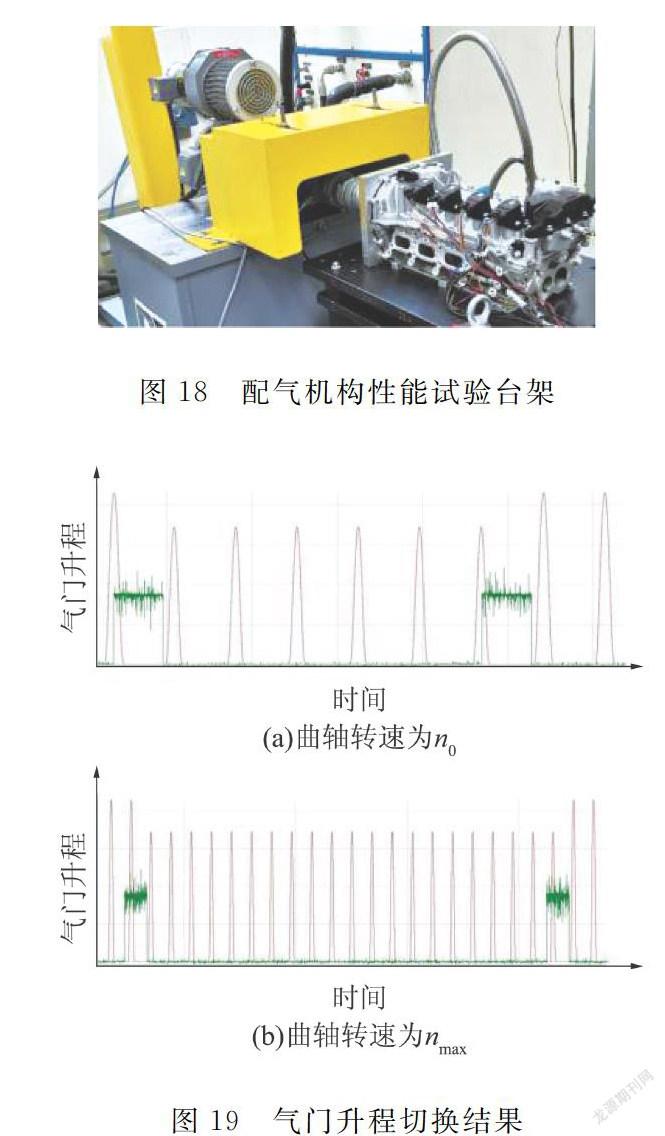
5.1 配气机构性能试验
配气机构性能试验台架如图18所示。通过测量气门开启时刻和气门升程,以验证I-VVL系统升程切换功能是否正常。在气门升程切换的转速范围内,电磁阀通电,销子伸出后,气门升程发生变化。气门升程切换结果如图19所示。从图中可以看到,无论低转速(n0)还是高转速(nmax)切换,气门升程曲线平滑,切换功能均正常。这说明该系统满足设计要求。
5.2 配气机构耐久试验
在实际运行中,为避免频繁切换升程造成系统零件的失效,对I-VVL系统的耐久性进行了配气台架试验。以整车50万km为考核指标,对该系统进行台架耐久试验。配气机构耐久试验台架如图20所示。
在试验结束后,技术人员对相关零部件进行了评估。以肉眼观察,芯轴止推面无异常磨损,并对试验结果进行尺寸测量,结果合格。这说明凸轮轴在轴向力方向受力均衡,满足设计要求。肉眼可见,在凸轮表面有摇臂滚子痕迹,并对凸轮表面轮廓度和粗糙度进行测量,均满足要求。试验人员将滑移套筒剖开,检测钢球槽轮廓度,其磨损在可接受范围内。试验人员对滑移套筒螺旋槽工作面进行轮廓度测量,磨损情况满足预设要求。试验人员观察电磁阀销子,无明显的摩擦痕迹,销子与壳体之间间隙也在可控范围内,销子伸出退回动作流畅无卡滞。电磁阀耐久考核通过。
经过对I-VVL系统的耐久试验后进行评估,技术人员认为该系统能够在保证基本性能的同时满足可靠性要求。
6 总结
上汽集团技术中心自主开发了国内首个两级智能可变气门升程系统,突破了国外相关技术的封锁。相关研发要点如下。
(1)技术人员以需求为导向,经过充分的理论论证和技术储备,结合CAE仿真分析,完成了I-VVL系统的核心结构设计。该结构简单紧凑,对周边机体结构影响小,有利于零部件的通用化,降低了开发成本。
(2)技术人员全新开发了1种气门升程切换的驱动机构——可变气门升程电磁阀。该电磁阀响应速度快,安全性高,具有智能自我诊断功能,提高了整机的电气化水平。
(3)针对I-VVL凸轮轴特殊的结构和功能,上汽集团技术中心与国内供应商联合开发了一整套加工工艺流程,完全掌握了核心加工技术,在保证零件达到设计指标的前提下,大大降低了开发和生产成本。
(4)通过台架试验对I-VVL系统进行性能和耐久性验证。结果表明,该系统的功能指标和可靠性满足设计要求。
[1] 国务院关于印发节能与新能源汽车产业发展规划(2012―2020年)的通知[EB]. 国发(2012)22号, 2012(1).
[2]SCHFER M, SCHIEDT G, MLLER R, et al. The new Audi V8 TFSI engine[J]. Mtz Worldwide, 2013, 74(2):4-10.
[3]HUBER R, KLUMPP P, ULBRICH H. Dynamic analysis of the Audi valvelift system[J]. SAE Paper 2010-01-1195.
[4]ANONYMOUS. BMW plans to mix valvetronic and GDI turbos[J]. Automotive Engineer,2008,33(7).
[5]BAUER F. BMW turns to steam to boost power, improve fuel economy[J]. Automotive News. 2006,80:44.
[6]黄俊杰. 花键冷搓成形机理与装备研究[D].合肥工业大学,2018.
[7]马贵成.离子氮化技术及应用[J].煤矿机械,2004(07):69-70.
[8]罗玉梅.激光淬火工艺的现状及应用[J].邵阳学院学报(自然科学版),2004(03):49-51.
[9]蔣升龙. 配气机构性能试验系统开发及试验方法研究[D].吉林大学,2017.
