矿山酸性废水的生化联合处理
2021-09-10余策恩罗小娟谢鸿辉赖启威朱家强
余策恩 罗小娟 谢鸿辉 赖启威 朱家强



摘要:本项目采用电石渣中和、UASB、AOO生化处理联合工艺的处理技术。以废治废,利用碱性废物-电石渣,对矿山酸性废水碱性预处理,效果好,成本低。电石渣中和、UASB、AOO生化處理联合工艺为课题组老师经过大量试验探索出的成果,具有优良的生物降解性能和去除重金属等污染物性能,处理复杂成分的矿山重金属废水,实现选矿废水高质量处理回用,最终达到选矿废水零外排。
关键词:废水处理;电石渣中和;UASB;AOO生化处理
金属矿山酸性废水,一般pH 值较低,且含有诸多杂质,其中含有机污染物,油类污染物,还含有伴生的重金属离子,若是对其不进行处理,直接排入河流等自然水体,将会导致水体发生酸化,水体中的微生物无法正常繁衍,pH值越低,对鱼类、藻类等生物造成的伤害越大,最终会导致水体失去自净能力,进而还会污染土壤,使土壤酸化。土壤中的重金属镉、铅、汞、砷等不能被生物降解,相反能在生物作用下大量富集,沿食物链最后进入人体,直接影响人体的健康。所以我们对矿山废水处理有了一个新的想法和试验。针对复杂成分的矿山重金属废水采用电石渣中和、UASB、AOO生化处理联合工艺的处理技术。提高废水处理效果,回水使用不影响选厂生产指标,实现选矿废水高质量处理回用,最终达到选矿废水零外排。
1.选矿废水来源及性质
本研究以大余西华山钨矿生产废水为例。选厂最主要的废水来源是重选、精选中段工艺生产过程产生的废水,还有少部分废水是尾矿临时堆场及装车外售的淋溶水,车间清洗地板及机械等产生的废水。重选、精选两个工段的选矿废水性质不同,重选工段采用跳汰选别、摇床选别等重选选矿法,重选尾矿颗粒较精选粗,不含浮选药剂,重选废水悬浮颗粒浓度高,水质浑浊,主要处理工作是脱泥脱水。精选工段采用枱浮摇床、浮选等工艺,尾矿粒度较细,需要经过浓密脱水,硫化矿浮选过程中有加入丁基黄药、2#油等浮选药剂,因此其选矿废水中含有残留的浮选药剂,多数工艺在酸性环境下进行,尾矿废水汇集后呈酸性,因此精选工段废水处理工作是脱泥及中和酸后再分解残留浮选药剂。
西华山钨矿生产废水平均日处理量为1800m³/d,进水的COD为6100mg/L,SS为8500mg/L,废水中还含有过量的重金属,如镉铅汞等,其中废水中镉含量为0.9mg/L,铅含量为8.1mg/L,汞含量约为0.3mg/L,砷含量约为3mg/L,这些重金属对环境和人危害都很大,所以我们要重视处理重金属。
2.废水处理工艺
2.1废水处理流程
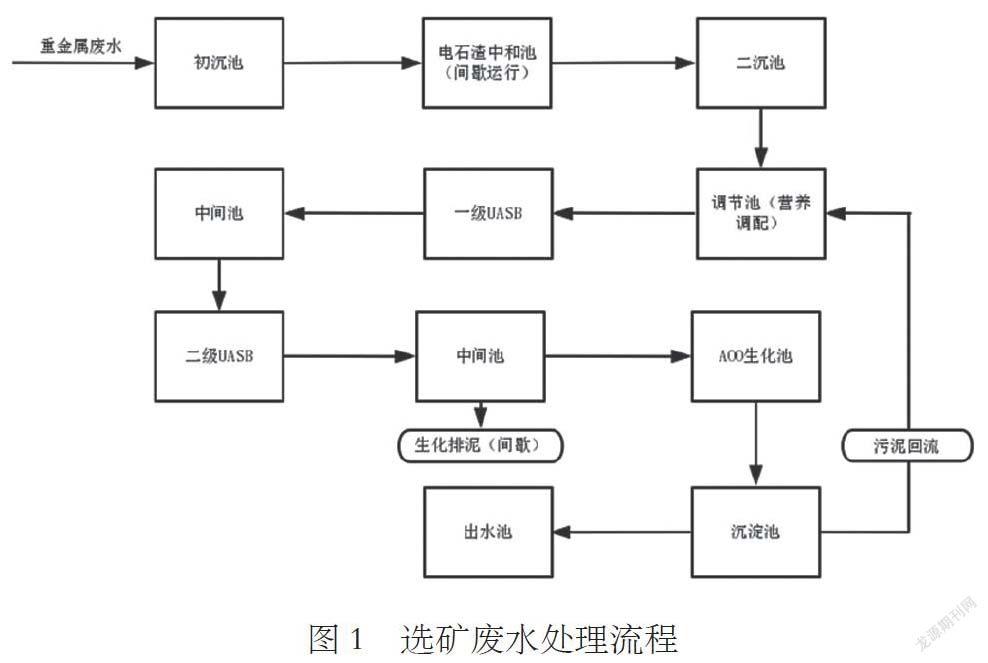
先将废水引入初沉池,重选和精选废水都中含有大量悬浮物,SS非常高,初沉池中加入聚丙烯酰胺混凝剂,由于悬浮物絮凝过程中会对其余污染物产生一定的脱稳、架桥、吸附、凝聚等作用,不仅可以有效的降低SS的浓度,还可总体降低水体各类污染物程度, 废水在初沉池进行泥水分离后,进入PH调节池,用电石渣代替传统的石灰,中和废水中的酸,调节PH在6-9之间,弱碱性环境小生成金属氢氧化物沉淀,并在空气作用下,将Fe2+转化为Fe3+,Mn2+转化为Mn3+,S2-转化为S6+,令生成的沉淀浓度积较小,便于沉淀的生成;而后进行调节营养配比,经调节后的废液进入两段UASB反应器,经过两段UASB反应器作用后再进入AOO生化处理,在厌氧和好氧微生物共同作用下,去除废水中残余有机物;生化池出水沉淀生物污泥后,经过滤处理后,最后排水COD浓度降到49mg/L,SS最终降至98mg/L,废水可以进入到回用池,回用到选矿厂,实现废水零排放。
具体的工艺流程见下图:
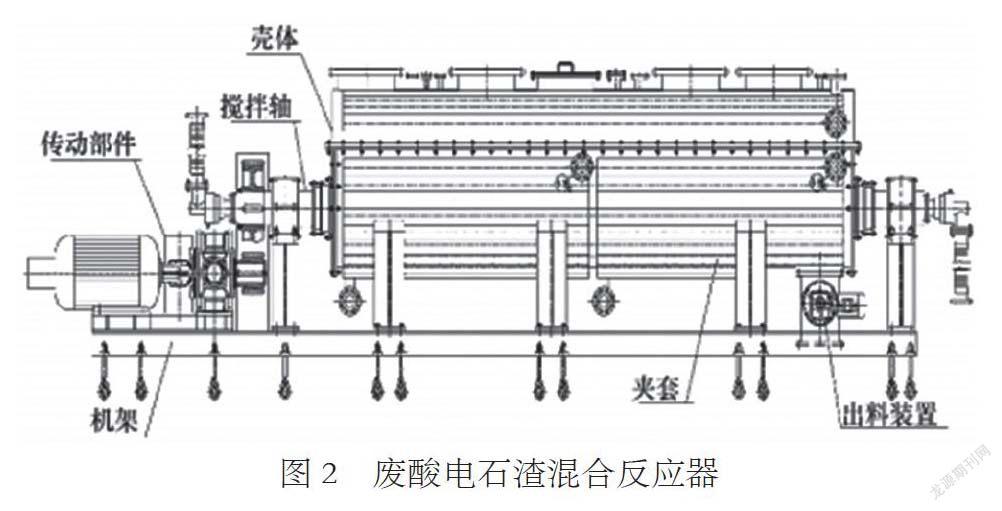
2.2 电石渣中和处理
电石渣中和代替传统的石灰中和,有着成本低,材料来源广等优点。电石渣是一种碱性工业废渣,其主要成份是 CaO,含量一般为68%~72%,新鲜电石渣含水30%左右乳化制浆非常容易。其操作也较为简单,只需一个简易贮料仓和搅拌桶配合使用,能有比较理想的中和效果。并且能起到“以废治废”的效果,有很好的经济和环境效益。
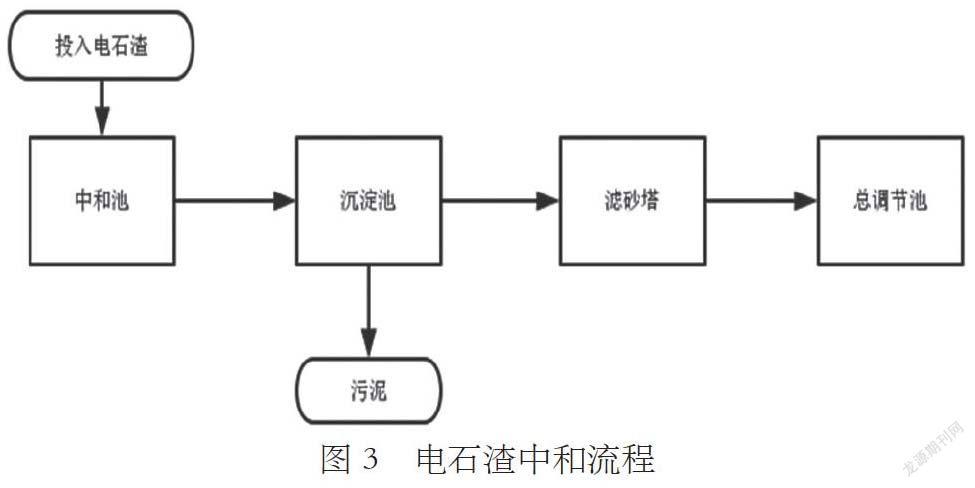
在调节池经过调节的废水进入到电石渣中和池,可以对后续的作业保持更加稳定,由于矿业废水中含有镉、铅等金属离子,如果直接排出会对环境有害,所以需要对这些有害金属离子进行处理。电石渣中和池中CaO和水反应能产生Ca(OH)2,而Ca(OH)2能与镉,铅等金属产生氢氧化物的沉淀,并且能调节废水中的PH至6~8,并且还能将COD去除率和有效地升到50%,其浓度可降在4000mg/L左右。将处理好的废水进入总的调节池进行一下缓冲的作用,为下一个作业做准备。电石渣中和流程图如下图:
2.3 UASB处理技术
根据流程图可知本项目用了两个UASB反应器,一级UASB反应器可起到一个预先处理的一个作用,而起主要作用的还是在于二级UASB反应器。一级UASB反应器中内PH值稳定在7左右,COD与NH3-N去除率能达到65%左右即可排出进入到中间池进行浓缩并且准备进入到二级UASB反应器中,二级UASB反应器的PH值要维持在8~9之间,当COD和NH3-N去除率能达到80%,此时COD浓度在1000mg/L左右,而NH3-N浓度在55mg/L,且各项指标趋于稳定时,证明实验运行稳定。当出现COD去除率或者时NH3-N去除率下降时,实验已到达负荷极限。因此这一阶段不会过多的向反应器内添加原料,同时因为反应器内厌氧污泥来自厌氧反应罐中,所以这些厌氧污泥活性高、厌氧消化能力强。
流程如图4。
2.3 AOO处理技术
AOO处理工艺对于废水中的NH3-N去除效果明显,对于缺氧段的微生物来说,废水中的成分较复杂,且含有有毒的离子,氨和氮含量又高,这是很不利的因素,所以缺氧段的COD和NH3-N浓度要较高,为后续的好氧段生物处理打好基础,为废水中的不溶性有机物的溶解做好准备,并且此阶段能很好地降低废水中的重金属的含量。在好氧段的运行中,需要消耗大量的碱来降解废水中的有机物,所以要维持废水中的PH值就得及时补充碱,一般来说PH值要保持在7.5~8.5.处理之后就能发现有害物质明显减少,所以经过这些工艺处理之后,COD去除率能有效的达到90%,最终得到COD的浓度为49mg/L,SS的浓度为98mg/L,而NH3-N去除率能达到92%,NH3-N浓度为12mg/L,而其中总镉含量为0.01mg/L,总汞含量为0.003mg/L,总铅含量为0.2mg/L,总砷含量为0.3mg/L。而且AOO处理工艺比起其他的工艺,处理废水是产生的污泥较少,对后续的沉淀也能得到一个很好的效果,使废水能合格的排放。
流程如下:
3.可行性分析
从上述回用效果可以看出,该处理方案效果较好,满足矿山的选矿需求,且电石渣材料简单,价廉,具有广泛的适应性,技术成熟,操作安全可靠。因此,在技术层面是可行的。
经济效益层面,通过废水处理之后,实现尾矿废水分离,粗砂尾矿作为土建石材外售,细泥尾矿作为水泥填充料外售,能创造一定的经济效益,矿山废水可循环回用于生产工艺,即节约了水资源,又实现废水零外排,做到了循环经济。
环境及社会效益层面,废水处理回用既保护了生态环境,又实现了清洁生产,并且该项目属废水治理项目,符合国家相关产业政策,是国家鼓励项目。
4.结论
本项目利用三个工艺的联合使用,合理的利用了每一项工艺的优点,电石渣中和经济有效,对有害金属离子进行有效的沉淀,对后续的系统起了很好的保护作用。而UASB和AOO的处理工艺,高效稳定,操作简单,进一步的提高了COD去除率和NH3-N去除率,且出水的水质稳定并符合国家标准。对实现矿山选矿废水零外排,消除选矿废水对环境的不利影响,实现资源利用与环境保护和谐发展,有一定的指导意义。高效、廉价、安全及操作简便是酸性矿山废水处理技术的发展方向。不同矿石产品、不同选矿工艺会产生不同性质的选矿废水,须探索研究不同的处理方法,来达到绿色矿山的要求。
参考文献:
[1]陈倩倩,陈辉,郭琼等.UASB组合工艺处理生活污 水研究进展[J].杭州师范大学学报,2016,15(3) :271- 275.
Chen Qianqian,Chen Hui,Guo Qiong,et al.Research progress of the technology processing for domestic wastewater treatment by UASB combination[J].Journal of Hangzhou Normal University,2016,15(3): 271-275(in Chinese).
[2]國家环境保护总局.水和废水监测分析方法[M].4 版.北京:中国环境科学出版社,2002.
State Environmental Protection Administration. Methods for monitoring and analysis of water and wastewater[M].4th Edition. Beijing: China Environmental Science Press, 2002.
[3]城镇污水处理厂污染物排放标准:GB 18918-2002[S].
Pollutant discharge standards for municipal sewage treatment plants: GB 18918-2002[S].
[4]刘翠翠.人工湿地污水处理技术研究进展[J].中国新技术产品,2019(15):100-101.
Liu Cui Cui.Advances in Sewage Treatment of Artificial Wetlands [J].Technology China New Technology Products ,2019(15):100-101.
[5]郭会良,刘丽.钛白粉生产过程中废酸的处理及原理[J].中国涂料,2015(1):62-66.
Guo Huiliang, Liu Li. Treatment and Principle of waste Acid in Titanium Dioxide Production [J].Chinese Coatings ,2015(1):62-66
作者简介:谢鸿辉(1998.9-),男,江西赣州,本科,研究方向:矿物加工。
