An analysis of waste gasification and its contribution to China’s transition towards carbon neutrality and zero waste cities
2021-09-10LEERohPinSEIDLLudwigGeorgHUANGQiuliangMEYERBernd
LEE Roh Pin,SEIDL Ludwig Georg,HUANG Qiu-liang,MEYER Bernd,3
(1.Institute for Energy Process Engineering and Chemical Engineering, TU Bergakademie Freiberg, Freiberg Germany;2.Fraunhofer IMWS Branch Lab “Circular Carbon Technologies”, Freiberg, Germany;3.State Key Laboratory of Coal Conversion, Institute of Coal Chemistry, Chinese Academy of Sciences, Taiyuan 030001, China)
Abstract:Waste gasification has the potential to contribute to China’s transition towards carbon neutrality and zero waste cities via the recirculation of waste as secondary carbon feedstock for the production of chemicals with lower/and or zero carbon footprint,green hydrogen with zero carbon footprint and CO2-neutral synthetic liquid fuels.With China’s significant coal gasification capacity and associated experiences and expertise,Coal-to-X could act as a bridge to Waste-to-X for carbon intensive sectors such as the waste management,chemical production and mobility sectors.To illustrate the opportunities in these areas,this article presented highlights from dynamic global developments in waste gasification,focusing on pioneering industrial developments in Germany between 1980-2000’s as well as current international developments.Lessons learnt from previous and current waste gasification project deployment are shared and enabled the identification of problems which will have to be addressed in the transition from coal gasification towards mono-waste gasification technologies.Additionally,a qualitative evaluation of gasification technologies pointed to the strengths and weaknesses of fixed-bed,fluidized-bed and entrained-flow gasification principles in their application for waste gasification.
Key words:coal gasification;waste gasification;carbon neutrality;zero waste cities;China
Gasification is the thermochemical conversion of carbon resources (gasification feedstock) with a reactant (gasification agent) -under high temperatures and mostly under high pressure conditions -to a combustible gas consisting of carbon monoxide,hydrogen,carbon dioxide,methane and higher hydrocarbons[1].Its beginning can be traced back to Germany which played a leading role in the development of the three basic gasification principles i.e.fixed-bed/moving-bed,fluidized-bed,and entrained-flow gasification[2].Gasification is a key process for enabling the chemical utilization of carbonaceous resources -in particularly coal -for the production of chemicals and fuels[3].Today,of more than 272 gasification plants worldwide,its implementation for coal-to-chemicals -especially in China -dominates[4].
In recent years,global interest in gasification -as an industrial-scale technology suitable for centralized implementation via direct integration in chemical sites -to contribute to CO2emissions reduction and circularity for carbon intensive and dependent sectors such as the waste management,chemical and mobility sectors have increased.The focus lies on its applicability in three areas namely:(1) chemical recycling of carbonaceous waste to replace fossil feedstock for chemical production,(2) “green” hydrogen from (biogenic) waste for industrial processes and hydrogen mobility,and (3) CO2-neutral liquid fuels from biogenic waste for transportation sectors with no real alternatives to liquid fuels (e.g.aviation,shipping,heavy vehicles),and for older car fleets and regions where new infrastructures for e-and hydrogen-mobility are not economically feasible.
Especially for countries such as China which have built up significant expertise and experience with gasification technologies and associated infrastructures in the last decades,the potential and opportunities for waste gasification in contributing to the country ’s efforts towards zero waste cities and carbon neutrality are significant.However,to date,operating experiences with utilizing waste as gasification feedstock are limited,and lessons that can be drawn from previous and current commercial waste gasification plants are only sparsely available in the extant literature.To address these gaps,this article has three main objectives namely:(1) evaluation of how waste gasification could contribute to China’s transition towards carbon neutrality and zero waste cities via chemical recycling,production of green hydrogen and CO2-neutral liquid fuels,(2) identification of (previous and current)international developments in waste gasification and lessons learnt,and (3) discussion of potential challenges which need to be addressed in the transition from Coal-to-Xto Waste-to-X.
The article is structured as follows:First,the research context is introduced,with a focus on how waste gasification could contribute to achieving China’s goals of carbon neutrality and zero waste cities.Next,international developments in waste gasification are identified,and the lessons which can be drawn from their operations summarized.Last but not least,potential problems which would have to be addressed in the transition from coal to waste as gasification feedstock for chemicals/fuels production are discussed,before concluding with a summary of the potential,opportunities and challenges which will be associated with different gasification principles for Waste-to-X.
1 Research context
In order for waste gasification to realize its potential to contribute to CO2emissions reduction and a circular economy in China,intersectoral cooperation between three sectors are essential.The first is the waste management sector which will act as waste provider.The second is the chemical sector which will be using waste as a feedstock for producing Waste-to-Xproducts.The third is the mobility sector where Wasteto-Hydrogen/Liquid Fuel will be utilized.In this section,a brief overview of the status quo of these three sectors is provided and drivers for their motivation for the transformation to Waste-to-Xidentified.
1.1 Waste management sector
China’s predominant reliance on landfills has led to an increasingly critical waste disposal situation in the country resulting from constraints of land availability as well as associated environmental,health and safety issues.To counteract these problems,China has enacted a series of policies and measures focusing on waste reduction,waste separation and waste utilization via energy recovery through waste-to-energy plants[5].In particular the later i.e.waste incineration has become a central pillar of China’s waste management strategy in the last ten years,where a massive expansion of incineration capacities from around 94000 t/d in 2011 to over 450000 t/d in 2019 is observable[6].What makes waste incineration attractive in comparison to landfilling -besides the significant reduction of waste volume -is the generation of one additional round of useful products in the form of electricity and heat from waste.However,during combustion,all the carbon contained in carbonaceous waste -in the case of complete combustion -will be emitted into the atmosphere as CO2[7].
Assuming that 1 ton of municipal waste is associated with the release of about 0.7 to 1.7 tons of CO2[8],China′s waste incineration activities in 2019(around 122 million tons of waste combusted altogether) would have accounted for between 85.4 million tons to 207.4 million tons of CO2emissions.With the trend towards increasing waste incineration capacity,this sector could grow to contribute significantly to the country’s carbon footprint.Hence,in order to achieve its reported goal of carbon neutrality by 2060[9],complementary developments to waste incineration to promote sustainable waste management and circularity are urgently required.One promising avenue is the utilization of carbonaceous waste as secondary feedstock via waste gasification for chemical/fuel production,such that carbon in the waste can be recirculated into the production process and bonded into products.In addition to reducing the CO2emissions of the waste management sector,this would also contribute to resource efficiency and a circular economy.
1.2 Chemical sector
China’s chemical sector is predominantly based on petrochemistry i.e.utilization of crude oil and natural gas as feedstock[10,11].Though China is rich in fossil resources,it nevertheless has to import a large amount of the required carbon resources for its production.For instance,419 million tons of crude oil and 94 billion cubic meters of natural gas are imported in 2017,accounting for 71% and 40% of their consumption respectively[12].To reduce its dependency on fossil resource imports and increase its energy supply security,China has invested heavily in building up Coal-to-Xfacilities -in particular coal gasification and subsequent synthesis plants -to exploit its significant domestic coal resources as a strategic and secured feedstock for chemical production.
However,while Coal-to-Xcontributes to supply security for the chemical industry,coal -similar to oil and natural gas -is a fossil resource.Hence,the production of coal-based chemicals as well as the utilization and disposal of coal-based products (e.g.plastic waste in waste incinerators or synthetic coalbased liquid fuels in combustion car engines) will continue to contribute to significant climate-relevant CO2emissions.Among Chinese industrial sectors,the chemical production sector is ranked second in terms of carbon emissions[13].In 2015,an estimated 607 million tons CO2is emitted by China’s coal chemical industry.This accounted for about 6% of China’s total CO2emissions (i.e.around 10 million tons) in that year[14].Considering that China’s total CO2emissions from fossil fuel combustion and industrial activities have risen to 11.5 billion tons in 2019[15],a corresponding increase in China’s carbon footprint from coal-tochemicals activities is expected.
To reduce the carbon footprint of the chemical sector,a step-wise transition from Coal-to-Xto Waste-to-Xvia gasification technologies can contribute in two ways.First,by binding the carbon in waste in chemical products.And second,by reducing the demand for the primary resource coal.Moreover,the use of domestic waste as a secondary feedstock for chemical production can further contribute to supply security of the chemical sector as well as resolving the waste crisis which China is facing.
1.3 Mobility sector
With the population growth,economic development and rising living standards,the mobility sector in China has experienced an exponential growth from 31.6 million passenger vehicles in 2005 to 253.8 million in 2019[12].The emissions from combustion engines -which besides CO2include carbon monoxide,oxides of nitrogen and sulfur and others[16]-have led to significant health and societal problems in the country.In 2014 for example,the mobility sector emitted about 820 million tons of CO2.This accounted for about 9%of China’s total emissions in that year[17].In 2017,while CO2emissions from the mobility sector reduced in absolute terms to 780 million tons,it nevertheless accounted for about 8% of China’s total CO2emissions[18].As such,transforming the mobility sector towards CO2-neutral mobility is one of China’s top priorities.
In the last decade,China’s mobility sector has undergone a rapid transformation which has catapulted the country to a leading position worldwide in terms of electric vehicles[19].Despite the progress,in order to achieve the goal of carbon neutrality,there is still much to be done in the passenger transport sector.Moreover,sectors such as the aviation,shipping and heavy vehicle transportation which have no feasible alternatives to liquid fuels in the long-run are also urgently searching for solutions to reduce their carbon footprint.The utilization of biogenic waste as gasification feedstock to produce green hydrogen (for hydrogen mobility) and synthetic liquid fuels with zero footprint (for conventional combustion engines or hybrid vehicles)thus appears to be a promising avenue to complement e-mobility in the transformation towards CO2-neutral mobility.
1.4 Potential Waste-to-X production routes
China has a significant history in coal gasification.Today,it has the highest installed gasification capacity worldwide,implementing a broad range of both Chinese and foreign gasification technologies for the conversion of coal into a wide spectrum of products ranging from ammonia,methanol,liquid and gaseous fuels to IGCC power generation and metallurgical applications[20,21].As such,not only has China built up considerable human capital and operating experiences in coal gasification technologies,it has also established integrated value chains for Coal-to-Xproducts.In view of such familiarity with gasification technologies and access to skilled personnel,China is thus in a unique position to exploit the potential of Waste-to-Xvia waste gasification[5].Specifically,waste could be used to complement coal gasification for the production of:(1) chemicals with lower and/or zero carbon footprint depending on whether waste origins are fossil or biogenic in origins,(2) “green” hydrogen with zero carbon footprint from biogenic waste to complement and/or replace “grey” hydrogen from coal gasification and/or steam reforming for hydrogen mobility and to decarbonize industrial processes,(3) CO2-neutral synthetic liquid fuels from biogenic waste to complement and/or replace petroleum-based fossils and synthetic coal-to-liquid fuels for mobility.
Figure 1 provides an overview of alternative production routes for Waste-to-Xvia waste gasification.

Figure 1 Waste-to-X production routes
2 Overview of international developments in waste gasification
2.1 Basic gasification principles
Gasification principles can be broadly categorized into fixed-bed (moving-bed),fluidized-bed and entrained-flow.Key characteristics of the processes are summarized as follow:
●Fixed-bed gasificationis characterized by a solid bed within the gasifier whereby coarse-grained feedstock moves slowly downwards under gravity as it is consumed by gasification reactions.Maximum temperature is either controlled below the ash melting point for dry ash removal or above the ash melting point for liquid slag removal.The hot synthesis gas(syngas) from the gasification zone is used to preheat and pyrolyze the downward flowing feedstock.Therefore,oxygen consumption is very low.Note that the presence of pyrolysis products (i.e.tars and oils) in the product synthesis gas requires extensive tar/water/dust separation steps.Furthermore,it also contains significant amounts of methane.Even though high temperatures are achieved in the oxidation zone,the outlet temperature of the raw gas is comparably low.
Generally,fixed-bed gasification offers the largest feedstock flexibility and enables the utilization of feedstock with low calorific value and high-ash content as well as bulky materials (typically <100 mm).Note that an excessive amount of fines,particularly if the feedstock has strong caking properties,could lead to blockages of the gas outlet[1,22,23].
●Fluidized-bed gasificationconverts crushed feedstock which is fluidized with a gas flow of gasification agents (usually steam with oxygen).The gasification agents are typically introduced from the bottom part of the gasifier with sufficient velocity to fluidize the feedstock particles,thus enabling a good mixing of feedstock and oxidant to promote both heat transfer and fast feedstock conversion.One key advantage of fluidized-bed gasification compared to fixed-bed gasification is thus the homogenous mixture of feedstock and gasification agents within the reactor.This however simultaneously leads to its main disadvantage as non-reacted carbon and ash cannot be extracted separately.Hence,there will always be residual carbon in the discharged ash which limits the carbon conversion rate,and which requires further ash treatment.Besides ash treatment,process handling also represents another challenge.To ensure stable fluidization,the feedstock has to be within a specified size range (typically <10 mm).Moreover,the maximum reactor temperature must be maintained below the ash melting point (typically < 950 °C) in order to avoid agglomeration and de-fluidization.
Due to the lower operation temperature,fluidizedbed gasification is more suited for reactive feedstocks such as low-rank coals and biomass and for feedstock with high ash content.Depending on the fluidized-bed velocity and the reactor design,three types of fluidized beds can be differentiated:stationary bubbling fluidized,expanded stationary fluidized and circulating fluidized bed.For waste gasification,in particular bubbling fluidized bed and circulating fluidized beds (internal or external circulation) have been applied[1,22,24].
●Entrained-flow gasificationoperates with pulverized or liquid (slurry) feedstock with typical grain sizes of 500 μm or less to promote gasification in burner flames and to facilitate transport in a dense flow feeding.The residence time in the gasifier is thus very short (a few seconds).Alternatively,high volatile solid feedstock,especially biomass and waste plastics,can be converted to pyrolysis oils for liquid feeding via an upstream thermochemical depolymerization process.This approach has been applied at demonstration scale for both biomass and waste plastics,but entails additional energy cost and carbon losses.Feedstock preparation is essential and is generally associated with more effort and costs compared to fixed-bed and fluidized-bed gasification.Given the short residence time,high temperatures are required to ensure a sufficient carbon conversion.As such,all entrainedflow gasifiers operate in the slagging range (above 1200 °C).The high temperature operating conditions in the stirred tank reactor mode thus translate into a high oxygen demand.
In general,feedstock with a high ash melting temperature (> 1500 °C) or high ash content (> 30%)will drive oxygen consumption to levels whereby alternative processes are more economic.Nevertheless,a key advantage of entrained-flow gasification is that the produced slag is theoretically carbon-free and the syngas produced is free of hydrocarbons,contains low levels of methane and requires less efforts for gas cleaning[1].
2.2 Pioneering developments in waste gasification– Berrenrath and SVZ Schwarze Pumpe in Germany
Between 1920s to 1940s,Germany played a leading role in the development of the three basic gasification principles mentioned above for chemical coal utilization.Between 1980s-2000s,as a first step towards circularity,two pioneering developments namely Berrenrath and SVZ (i.e.Sekundärrohstoff-Verwertungszentrum -Secondary Raw Material Recovery Center) Schwarze Pumpe in Germany adapted these three principals of coal gasification to enable the utilization of waste as a co-feedstock.
●Berrenrath①for more information about the HTW gasification technology and its application in Berrenrath and others,please refer to[25-28].:The HTW (High Temperature Winkler; Hochtemperatur-Winkler in German)Demonstration Plant at Berrenrath near Cologne is started by Rheinbraun (today RWE Power AG) in early 1986 and operated until 1997.The HTW gasification technology is a further development of the Winkler gasification process (ambient pressure) to enable operation at elevated pressures with increased feedstock capacity.It utilizes an expanded stationary fluidized-bed at elevated pressure of up to 3 MPa and operates at temperatures of 900-1000 °C.Feedstock is introduced into the gasifier via a system of lock hoppers and feeding screws or gravity transport pipes.Gasification agents -oxygen and steam (about 1 kg steam/m3O2) -serve as fluidization agents and additional gasification agent is introduced into the freeboard of the gasifier to increase the temperature and improve carbon conversion.The HTW process features an external recycling loop via a hot cyclone which removes entrained dust from the raw gas and recirculates it directly into the fluidized-bed via a gravity pipe.
At Berrenrath,a 27 t/h (150 MWth) HTW demonstration gasifier (1 MPa) was in operation for the production of methanol.The gasifier is operated initially for dried lignite (i.e.brown coal).To demonstrate the process’ applicability for multiple feedstock,from 1993 onwards,different waste materials ranging from automotive shredder residues,pre-treated municipal solid waste,contaminated coke,mixed waste plastics to dried sewage sludge are gasified with lignite in a 64%-36% waste-to-coal mixture.As only minor differences in gas quality compared to 100% coal gasification are obtained (e.g.elevated level of benzene in the raw gas),Berrenrath thus demonstrated that co-gasification of multiple waste fractions with coal in the HTW process is possible without any technological adaptations.However,as the plant is designed for fine coal,pretreatment/-conditioning of waste feedstock is required(see Figure 2).While the plant performed successfully technology-wise,the significant efforts and costs associated with the pre-conditioning of the waste material (e.g.homogenization and pelleting) negatively impacted economic performance and ultimately led to its closure in 1997.

Figure 2 Examples of waste feedstock utilized in the HTW Demonstration Plant From left to right:mixed plastic fluff,chlorine-containing mixed plastic waste,compacted mixed plastic waste,dried sewage sludge (granulated),dried sewage sludge
For its commercial application for waste gasification,several adaptions to the HTW gasification technology are required.These include feeding systems for the gasifier that are suitable for coarse nonagglomerated waste,and thermal post-treatment for the carbon-containing non-vitrified (i.e.non-glassy) ashes.One suggestion raised was to vitrify the inorganic residues in the dust separated by the candle filters and in the bottom product via a post-gasification stage.However,this technically intricate concept is not realized in Berrenrath.
A joint cooperation between Krupp Uhde GmbH and Rheinbraun AG led to the development of the Krupp Uhde PreCon®process,a modular solution which integrates commercial equipment for mechanical pre-treatment (i.e.removal of metal and drying of waste mixture to <10% moisture) with HTW gasification as the core technology -operating at 0.1 to 3 MPa using steam/oxygen or steam/air as gasification agents -for converting solid wastes into fuel gas for a combined cycle gas turbine,or syngas for synthesis purposes (see Figure 3).At Sumitomo Heavy Industries Ltd’s Niihama facility in Sikuku,Japan,a 48 t/d plant using municipal solid waste (MSW) as feedstock is operated using the PreCon®process with a HTW gasifier at 0.15 MPa and an ash vitrification module.

Figure 3 Concept of the Krupp Uhde PreCon® process[25]
●SVZ Schwarze Pumpe:In contrast to Berrenrath which focused on the demonstration of one gasification technology,the Secondary Raw Material Recovery Center in Schwarze Pumpe carried out commercial application and further development of multiple coal gasification technologies for waste gasification from 1995 to 2007.These technologies were namely (1) the Lurgi fixed-bed dry bottom ash (FBDB or FBDA)technology,(2) the British Gas-Lurgi (BGL) fixed-bed slagging gasification technology and (3) the Gaskombinat Schwarze Pumpe (GSP) entrained-flow gasification technology.
○ The Lurgi FBDB technology②for more information on the Lurgi FBDB technology and its application in SVZ Schwarze Pumpe,please refer to[29-31].is originally developed for the gasification of coal.With more than a hundred gasifiers currently in operation,it is one of the most widely applied gasification technologies worldwide.The Lurgi FBDB is a counter-current moving-bed reactor in which the feedstock is introduced at the top of the reactor via sluices and moves downward through the reactor.During this downward movement,the temperature increases and the feedstock subsequently undergoes drying,devolatilization,gasification and finally combustion in defined reaction zones.The maximum temperature has to be carefully maintained below the ash melting point so that dry ash can be removed via a rotating ash grate.Steam and oxygen serve as gasification agents and are introduced via the rotating grate at the bottom of the reactor.To moderate the maximum temperature(typically 1200 °C) in the reactor,large quantities of steam are required.This results in reduced energy efficiency,large gas volumes and high gas water content.Key disadvantages of this technology are the high steam consumption resulting from the temperature moderation,the high methane and tar contents in the raw gas as well as extensive tar/water/dust separation.
Today,while Lurgi FBDB is currently only applied for coal gasification,the gasification of waste with coal as a co-feedstock is successfully demonstrated in SVZ Schwarze Pumpe.During this time,seven FBDB gasifiers are operated at 2.5 MPa with a capacity of 12-16 t/h each.While the FBDB gasifiers at SVZ are initially designed for 100% coal as feedstock,further development allowed for the cogasification of waste and coal (about 75% waste with 25% coal).Waste feedstock utilized ranged from refuse derived fuel (RDF) from MSW,mixed plastic waste to woody waste to produce methanol and power.
○ TheBGL slagging technology③for more information on the BGL technology and its application in SVZ Schwarze Pumpe,please refer to[27,32,33].is developed based on the Lurgi FBDB technology.The switch from dry ash removal to liquid slag discharge facilitates higher temperatures in the reactor.Consequently,the BGL gasifier can process less reactive feedstock and ensures maximum carbon conversion with higher feedin rates.Ash melting and consequently the formation of a liquid slag bath at the bottom of the reactor vessel are achieved via multiple radially arranged tuyères which inject oxygen and steam into the reactor,thus increasing the temperature to up to 2000 °C in the oxidation zone.The liquid slag discharge enables lower steam/oxygen-ratios (ratio 0.5-1 kg steam/m3O2)compared to Lurgi FBDB gasification,thus increasing the overall process efficiency and the feedstock throughput.
Between 2000 to 2007,the world’s first commercial-scale BGL gasifier went into trial operation at the SVZ Schwarze Pumpe.It is operated for the co-gasification of up to 85% waste with hard coal and lignite.The main goal of the operation was to demonstrate feedstock flexibility and the commercial feasibility of the BGL process.During the commercial operation at SVZ Schwarze Pumpe,a large variety of waste materials is successfully processed.These included RDF from household and commercial waste,mixed plastic waste,sewage sludge,contaminated wood (e.g.railway sleepers,telephone poles,and other wastes from agriculture and mining),shredder light fraction from automotive recycling,electronic waste,tar sludge pellets and other wastes (even black-market cigarettes and disused paper money from the German Democratic Republic/GDR).To reduce the ash melting point and viscosity,2.5%-3.5% limestone (fluxing agent) is mixed with the feedstock.The glassy slag produced is non-leachable and the potentially hazardous components are vitrified.
The BGL gasifier at SVZ Schwarze Pumpe is operated at 2.5 MPa (g) and with a feedstock capacity of 27-32 t/h.This represented a significant increase in capacity compared to the FBDB gasifiers on-site.Based on the successful operation of the BGL gasifier which demonstrated superior performance compared to the older FBDB gasifiers on-site,plans are made to install two additional BGL gasifiers to completely substitute FBDB gasification.However,these plans are not realized due to the closure of the SVZ Schwarze Pumpe facility in 2007.
○ TheGSP (Gaskombinat Schwarze Pumpe)technology④for more information on the GSP technology and its application in SVZ Schwarze Pumpe,please refer to[22,27,30,34].-also known as the Siemens gasification process -is originally developed for the conversion of the large deposits of alkali-rich lignite (salt coal) in East Germany.Today,large-scale commercial units with a design capacity of 500 MWthare operated in China.The GSP entrained-flow gasification process utilizes a single pressurized reactor vessel (typically 2.5-5.0 MPa),combining a reactor chamber located at the top with a downstream water quench chamber.Solid or liquid feedstock is introduced together with oxygen at the top of the gasifier where gasification takes place at temperatures of 1300-1600 °C.Ash that is introduced with the feedstock melts and forms a protective slag layer on a water-cooled cooling screen which is mounted within the reaction chamber.Liquid slag and hot raw gas exit the reactor chamber at the bottom and enter the water quench chamber,where temperatures are rapidly cooled to 200 °C and slag is granulated.
At the SVZ Schwarze Pumpe,the GSP gasifier(2.5 MPa(g)) is employed for the conversion of liquid waste materials.Due to the various types of liquid waste,two different burner systems are utilized.First,liquid waste with water content < 2% and solid content< 2% (e.g.waste oils,tars including those from FBDB and BGL gasifiers,spent solvents and various emulsions) are introduced into the reactor via three oil burners with a capacity of 2-4 t/h each.Liquid slurries with a solid concentration of up to 35% are introduced via a single slurry tuyère with a capacity of 3-9 t/h.In total,the gasifier processed ca.15-20 t/h of liquid waste materials.
At the SVZ Schwarze Pumpe,the three different gasification principles are operated as an integrated gasification technology platform (see Figure 4).Specifically,solid waste feedstock is gasified in the Lurgi FBDB and BGL gasifiers for syngas production.Liquid and pasty waste -including tars/oils which are generated as waste by-products in the BGL and Lurgi FBDB gasifiers -are gasified in the GSP gasifier.Via the Rectisol process,clean synthesis gas for methanol synthesis is provided while purge gas from methanol synthesis (with high methane content) is used for power generation in a combined cycle power plant.SVZ Schwarze Pumpe thus attempted to optimize the processing of diverse waste streams.Its key focus was to decrease the proportion of coal utilized as cofeedstock i.e.increase proportion of waste.As such,it could be termed as the first commercial chemical recycling center in the world.

Figure 4 Simplified process diagram of the SVZ Schwarze Pumpe[35]
The gasification technologies utilized in SVZ Schwarze Pumpe exhibited a relatively robust tolerance for diverse contaminants and heavy metals (see Table 1).During commercial operation,for example in the year 2001,the SVZ Schwarze Pumpe chemical recycling facility processed over 300000 t of solid waste into syngas and produced about 120000 t of methanol[36].

Table 1 Input limits (acceptable temporary peak values) for contaminants at SVZ Schwarze Pumpe[34]
Similar to the HTW gasification facility in Berrenrath,significant pre-treatment/-conditioning of waste feedstock is required for solid waste feedstock in SVZ Schwarze Pumpe (see Figure 5).Hence,despite its technological success in demonstrating the cogasification of waste with coal for syngas production,the high operational costs coupled with low market prices for methanol and increased competition from waste-to-energy plants for waste feedstock ultimately led to the closure of the SVZ Schwarze Pumpe in 2007[5,37,38].This also signified the end of Germany’s first foray into waste gasification.

Figure 5 Examples of waste feedstock utilized in the SVZ Schwarze Pumpe From left to right:compacted municipal solid waste (in different sizes),compacted shredded disused paper money from the GDR and briquetted black-market cigarettes,compacted dried sewage sludge and shredded wood waste
Importantly,although 100% waste gasification is not achieved,the developments at Berrenrath and SVZ Schwarze Pumpe illustrated how coal gasification -in setting the technological basis as well as in providing the necessary expertise and experience -could support a step-wise transformation towards waste gasification and pave the road for promoting circularity,resource efficiency and a low carbon future via the utilization of waste as chemical feedstock.
2.3 Current developments in waste gasification
In early 2020,the European Green Deal was announced to launch the transformation of the European Union (EU) towards a climate-neutral,resourceefficient and competitive economy.This encompasses a series of measures ranging from new directives such as the European Climate Law and the Circular Economy Action Plan to revisions of implemented directives such as the Emission Trading System[39].For the waste sector,besides waste prevention,waste reduction and eco-design of products,a circular economy is targeted to maximize the recirculation rate of waste and its utilization as a valuable secondary resource for a sustainable and resource-efficient economy[40].In this context,interest in the utilization of waste via gasification as alternative feedstock for chemical and hydrogen production as well as for mobility is growing.This trend is observable not only in Europe but also internationally,where diverse waste gasification projects have been reported.Their developments are very much driven by the desire of carbon intensive sectors such as waste management,chemical production and mobility to promote a circular economy and to reduce their carbon footprint.In this section,highlights of current progresses in waste gasification technologies are summarized to illustrate the dynamic developments in this field.
Of the three basic principles of gasification,especially fluidized-bed technology in combination with entrained-flow technology (as post-gasification)has generated significant R&D and commercial interest.Three main highlights are the technologies from Ebara-Ube,Enerkem and Thermo Chem Recovery International.
●TheEbara Ube Process(EUP)⑤for more information on the Ebara UBE Process and its commercial applications,please refer to[41-44].-also referred to as pressurized twin internally circulating fluidized bed gasification (PTIFG) system -is jointly developed by the EBARA Corporation (which has since transferred its gasification business to Ebara Environmental Plant Co.,Ltd.) and Ube Industries,Ltd in Japan.The process is based on previous experiences with the Ebara TwinRec gasification and ash melting system which is designed for energy recovery.
The EUP is a two-stage gasification system utilizing a low temperature fluidized-bed gasifier in combination with a high temperature entrained-flow gasifier.Waste feedstock enters the low temperature gasifier which operates between 600-800 °C at 1 MPa,where it is mixed in an internally circulating fluidized bed with hot sand.Steam and oxygen are introduced at the bottom of the low temperature gasifier and serve the dual function of fluidization and gasification agents.Incombustible materials (e.g.metals and minerals) in the waste feedstock accumulate in the fluidized-bed and are discharged from the bottom of the fluidized bed.Subsequently,the raw gas from the fluidized-bed is removed from the top of the reactor vessel and enters the high-temperature gasifier.In the high temperature gasifier,additional oxygen is introduced to raise the temperature to 1300-1500 °C.This converts hydrocarbons in the raw gas to additional CO and H2(with some CO2),decomposes any remaining dioxins and melts entrained dust to slag.A unique feature of the EUP is that the high-temperature gasifier is designed with an internal swirl.This is used to increase residence time and therefore conversion within the reactor.Additionally,it supports the formation of a protective slag layer via centrifugal forces on the reactor wall.Hot syngas and liquid slag then enter a liquid water quench at the bottom of the entrained-flow reactor,which cools the syngas for further gas cleaning and granulates the slag.
To date,the first and only commercial application of EUP is the Kawasaki Plastic Recycle (KPR) plant by the Showa Denko K.K.in Japan.The KPR plant started its operation in 2003 with a feedstock capacity of 195 t/d (or approximately 65000 t/a) for two lines of gasifier (i.e.each gasifier has a capacity of 97.5 t/d) to produce hydrogen for downstream ammonia synthesis.Feedstock utilized is mixed plastic waste.Specifically,plastic components of commercial and household waste with a high heating value of approximately 37 MJ/kg arrive as bales at the KPR plant and subsequently undergo shredding,separation of ferrous and nonferrous metals followed by pelletization in forming machines.Pure carbon dioxide is produced as a valuable by-product and is sold either as dry ice or used for the production of carbonated drinks.Following expansion in 2015,the KPR plant presumably doubled its feedstock capacity.In 2019,a new collaboration between JGC Corporation,Ebara Environmental Plant Co.,Ltd.,Ube Industries,Ltd.and Showa Denko K.K.was announced to promote the EUP for chemical recycling of plastic waste.Today,the KPR plant holds the longest operational record for a waste gasification facility for chemical production from plastic waste.
●Enerkem⑥for more information on the Enerkem gasification technology and its commercial applications,refer to[45-51].is a Canadian company whose gasification technology utilizes a similar system to the EUP,combining a low temperature fluidized-bed with a secondary high temperature gasification.In contrast to EUP,Enerkem’s technology requires no compaction/pelletization of the feedstock.Rather,shredded fluff with a particle size of 30-80 mm (50 mm target) is utilized.Shredded and dried fluff is then introduced into the low temperature fluidized-bed gasifier via water-cooled transfer screws.
The low-temperature gasifier is a bubbling fluidized-bed with sand or other inert material serving as heat transfer medium,operating at low-severity conditions of approximately 700 °C and 0.1 MPa(g).A mixture of steam and oxygen is injected into the low temperature gasifier to fluidize the bed and to achieve a carbon conversion of about 90% -92%.Inert materials are removed from the bottom of the reactor.For the secondary high temperature gasification -called“Thermal Reformer” -Enerkem provides two different options.In the first configuration,additional oxygen and steam are introduced into the freeboard of the low temperature gasifier to increase the temperature further and to convert hydrocarbons in the raw gas.However,to avoid slagging and agglomeration in the fluidizedbed gasifier,the maximum temperature in the freeboard is limited to about 1000 °C.In the second and more recent configuration,high temperature gasification is carried out in a separate reactor vessel operating as a slagging entrained-flow gasifier at 1300-1500 °C,a post-gasification step similar to the EUP.
Enerkem’s first commercial plant,the Edmonton Alberta Biofuels (EAB) plant in Canada started operations in 2016 with a feedstock capacity of 100000 t/a.Waste feedstock includes MSW from the city of Edmonton,woody biomass,construction and demolition waste as well as waste plastics which are upgraded in an adjacent mechanical-biological treatment plant.Between 2016 to 2019,the syngas produced by the EAB plant is used subsequently for methanol production.Since 2019,the plant has been expanded with a methanol-to-ethanol synthesis and the final product is now ethanol.A second plant -Wasteto-Chemicals (W2C) Rotterdam in the Netherlands -is currently in the planning and permitting stages.The W2C Rotterdam will be equipped with two gasifier lines for a total feedstock capacity of 360000 t/a of RDF from MSW and mixed plastics for production of sustainable aviation fuel.While the first EAB plant in Canada utilizes the first high temperature postgasification conversion configuration (i.e.high temperature conversion in one vessel with stagedgasification in the freeboard of the fluidized-bed),the newer plans for the W2C Rotterdam project feature a two-stage gasification system with the high temperature gasification implemented as a separate vessel following the fluidized-bed gasifier (i.e.second configuration).
●ThermoChem Recovery International (TRI)⑦for more information on the TRI process and its commercial applications,please refer to[52-54].from the USA develops and sells steam reforming gasification systems.Its steam reforming process utilizes a unique two-stage design.Solid feedstock is shredded to 25 mm and dried to 10% moisture before feeding into a steam reformer via augurs.The reformer operates at 0.3 MPa(g) and utilizes a bubbling fluidized-bed with sand as heat carrier and superheated steam as fluidization and gasification agent.Temperatures are kept below the ash melting point of the feedstock at 600-800 °C to avoid agglomeration.One key distinction of TRI’s steam reforming process is the indirect heating of the steam reformer via pulse heaters.Typically,four pulse heaters are arranged as heat exchanger bundles diagonally across the steam reformer.Depending upon plant configuration,the pulse heaters can be fired with syngas,tail gas from downstream conversion process or natural gas.Entrained dust in the raw gas from the steam reformer is removed via cyclones and sent to the second stage -called “Carbon Trim Cell”.In the Carbon Trim Cell,additional steam and oxygen are introduced to convert residual carbon in the dust via autothermal fluidizedbed gasification.
TRI has built one commercial plant with the above configuration in 2003 for Norampac,Inc.in Trenton(Ontario,Canada) with a design capacity of 115 t/d for the gasification of spent liquors.To further advance their technology for multiple feedstock -including MSW,mixed plastics,agricultural wastes and woody biomass -TRI has built an integrated refinery pilot plant (Process Demonstration Unit,PDU) in Durham(North Carolina,USA).The PDU has a feedstock capacity of 3.6 t/d and includes downstream gas cleanup processes and a Fischer-Tropsch synthesis.The most recent and largest commercial application of TRI’s steam reforming technology is the Sierra Biofuels plant by Fulcrum Bioenergy in Storey County (Nevada,USA).The Sierra BioFuels plant is expected to start operations in 2021 and will convert up to 175000 t/a of upgraded MSW in a 500 t/d (dry) gasifier for the production of Fischer-Tropsch synthetic fuels.To further improve syngas quality at the Sierra BioFuels plant,the gasification process will be extended with Praxair’s Hot Oxygen Burner technology to convert hydrocarbons and tars.
In addition to the developments above,advances in fixed-bed gasification processes are also observed.Two highlights are the technologies from InEnTec and Sierra Energy.
●InEnTec⑧for more information on InEnTec and the commercialization of its PEM process,please refer to[55,56].from the USA has developed a threestage gasifier system combining fixed-bed gasification in a downdraft gasifier (pre-gasification) with plasma melting of the fixed-bed residues in a plasma-enhanced melter (PEM),followed by secondary gasification of the raw gas in a Thermal Residence Chamber (TRC).Shredded solid waste feedstock is first introduced into the downdraft fixed-bed gasifier which uses oxygen and steam as gasification agents.The dry ash from the fixed-bed gasifier is removed from the reactor vessel and drops to the plasma-melting system below.Plasma arcs are generated between graphite electrodes at the side and the top of the plasma-melter.The high temperatures of the PEM melt the solid residues from the fixed-bed gasifier,resulting in a liquid bath of mineral slag and metals which can be drained separately from the PEM.Raw gas is removed via separate pipes from both the fixed-bed gasifier and the plasma melter and is sent to the TRC.In this secondary gasification vessel,additional oxygen is introduced to increase the raw gas temperature and to convert hydrocarbons in the raw gas,thus improving the syngas quality.
A commercial pilot plant with a capacity of 25 t/d of medical waste,automotive shredder residues and plastic-rich MSW commenced operations at Columbia Ridge,Arlington (Oregon,USA) in 2011.Initially,the Arlington facility did not feature syngas utilization.However,the facility has since been extended to include gas purification and separation processes for hydrogen production.While InEnTec has sold similar plants to customers e.g.in Japan and Malaysia,these facilities aim at power generation and metal recovery.In recent years,the focus has shifted towards chemical recycling and the production of green hydrogen from waste.
●TheFastOxtechnology⑨for more information about the FastOx technology from Sierra Energy and its commercial applications,please refer to[57-60].by the company Sierra Energy in the USA is based on the adaptation of the conventional blast furnace converter design for waste gasification.Shredded waste enters the gasifier from the top via an airlock.The FastOxgasifier is operated at atmospheric pressure and utilizes oxygen and steam that are introduced via tuyères at the base of the gasifier as gasification agents.Similar to the Lurgi FBDB and the BGL slagging technologies,a distinct profile of drying,devolatilization,gasification and oxidation zones forms within the reactor vessel.Temperatures in the oxidation zone rise above the ash melting point,resulting in the formation of a liquid slag which is tapped from the bottom of the gasifier.The raw gas from the FastOxgasifier leaves the reactor vessel at the top and is sent to a secondary gasification reactor -called “Syngas Polisher” -where additional oxygen is introduced to convert hydrocarbons in the raw gas to increase syngas yield.
Sierra Energy has constructed a first commercial pilot plant at Fort Hunter Liggett,Monterey County(California,USA).This plant is commissioned in 2017,and aims to convert up to 20 t/d of municipal solid waste and woody biomass to FT-Fuels (diesel and gasoline) and electricity.Future commercial FastOxsystems are being marketed as the Pathfinder system which features a design capacity of 50 t/d.
Table 2 summarizes the key characteristics of the highlighted developments in waste gasification presented above.
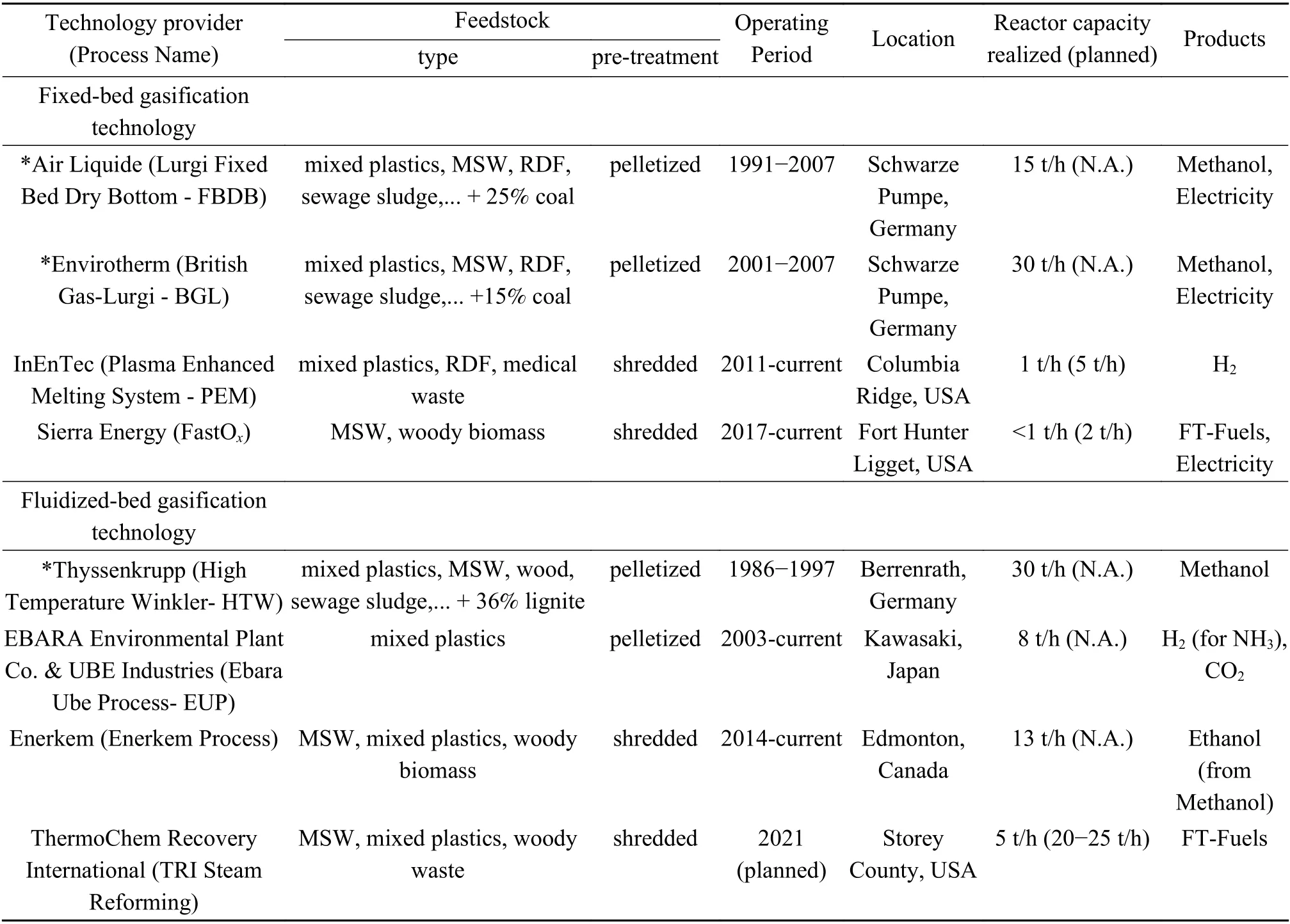
Table 2 Overview of waste gasification technologies
Besides the above developments and commercialization of waste gasification technologies,R&D activities in Germany have focused on the further development of the waste gasification technologies which are implemented in Berrenrath and Schwarze Pumpe.The objective is the development of Flexi-Technologies for (1) flexible feedstock gasification(e.g.biomass,coal,petcoke,different types of waste,(2) mono waste gasification,and (3) flexible products(i.e.configurations to maximize syngas yields with maximized or minimized methane,tars and oils).
Specifically,the Institute of Energy Process Engineering and Chemical Engineering (IEC) at the TU Bergakademie Freiberg is engaged in R&D to further develop the BGL slagging gasification technology and the GSP gasification technology which are implemented at SVZ Schwarze Pumpe into theFlexiSlagandFlexiEntrainedgasification technologies respectively.Additionally,it is further developing the HTW gasification technology which is implemented in Berrenrath into theFlexiCOORVEDtechnology[61].The Flexi-Technologies are operated on a pilot scale in Freiberg,Saxony,and the key characteristics of the pilot facilities are described in the following[62]:
●TheFlexiSlag gasificationpilot plant is a next generation slagging fixed-bed gasifier designed for flexible feedstock e.g.biomass waste,coal,petcoke,municipal waste,plastic waste etc.It offers adjustable gas application (i.e.gas qualities for syngas application:low dust,tar and phenols-free,low CxHyvs.gas qualities for SNG and liquid products application:low dust,rich in light oil and CxHy) as well as highest carbon recovery in synthesis products and strong reduction of water consumption for syngas application.The original pilot plant is designed,constructed and commissioned by Envirotherm GmbH.It consists of a scaled BGL-reactor with an inner diameter of 0.6 m and an inner height of 5 m.It has a capacity of 10 MWthand is designed to operate at 4 MPa in a 24/7-shift system (see Figure 6).
The FlexiSlag pilot plant is constructed with the aim to investigate the basic processes taking place in the fixed-bed slagging reactor.It is equipped with state-of-the-art control systems and measurement techniques (e.g.measurement of temperatures at different locations along the height of the reactor and along the radius of the insulating wall and the fuel bed).Among the special measuring techniques are also those for image acquisition of the slag tapping process and sampling systems for slag,gas-liquor and gaswater.The FlexiSlag pilot plant enables the study of processes including but not limited to slag production,gasification reactions and heat transfer,the effect of varying fuel composition,operation load,gasification agent composition ratio (steam/oxygen) and tuyère velocities,etc.
Besides conventional fuels (i.e.coal and petcoke),alternative feedstock has been successfully tested in the modified BGL i.e.FlexiSlag gasifier.Multiple test campaigns have been carried out to gasify corn straw pellets,wood pellets,torrefied wood pellets,RDF from MSW and their mixtures.Based on the experiments,operating parameters are defined to enable mono waste gasification in the FlexiSlag gasifier.One focus of the experiments is the variation of additives to achieve an appropriate ash melting behavior,and different configurations to achieve maximized/minimized methane,tars and oils concentration.
●TheFlexiEntrained gasificationpilot plant -operated by the DBI-Virtuhcon GmbH in cooperation with IEC -is an entrained-flow gasifier with a watercooled cooling screen,a spray full quench for gas cooling and a Sulfurox Plant for desulfurization as well as a waste water treatment plant.Moreover,it features a pneumatic feeding test rig of commercial size.The FlexiEntrained pilot plant with 5 MWth(built by Preussag Noell) is originally designed as a demonstration facility for the Noell Conversion Process(NKV),which combined pyrolysis of MSW residues with subsequent entrained-flow gasification.The plant operates in a range of pressure between 0.6 and 2.6 MPa (see Figure 7).The FlexiEntrained gasifier operates with pulverized or liquid (slurry) feed in cocurrent flow with short residence time in the gasifier(i.e.a few seconds).

Figure 6 FlexiSlag gasification pilot plant at IEC,TU Bergakademie Freiberg

Figure 7 FlexiEntrained gasification pilot plant in Freiberg
The FlexiEntrained gasifier does not have any specific technical limitations on the type of feedstock used,although feedstocks with a high ash melting temperature or high ash content (> 30%) will drive the oxygen consumption to levels where alternative processes may have an economic advantage.By using the cooling screen wall designed for the reaction chamber,temperatures up to 1900 °C are manageable.The generated syngas is free of hydrocarbons and has a very low amount of methane.It thus requires minimum efforts for gas cleaning.The FlexiEntrained gasification system is able to convert a broad variety of feedstock into a high-quality tar-free syngas and vitrified slag.Tested feedstock ranges from hard coal,lignite,biomass,coke or char and coal-waste mixtures to MSW,sewage sludge and (torrefied) RDF.
●TheFlexiCOORVED gasificationpilot plant is a fluidized-bed gasifier designed and developed by IEC.The FlexiCOORVED gasifier (CO2-reduction by innovative gasifier design) combines an internal circulated fluidized bed with a moving bed gasification zone to achieve high carbon conversion rates for fine as well as coarse particles.It is designed to be applied for feedstocks with a high ash content.
The FlexiCOORVED gasifier combines different flow patterns in one reactor.The main reaction zone where the feedstock and the primary gasification agent are inserted is located in the middle section of the reactor.The injected primary gasification agent forms a jet and therefore a circulation cell in the fluidized bed.Depending on the oxygen content and the subsequent exothermic combustion reactions,the temperatures in this flame-like zone can exceed 2000 °C.Because of the high temperatures,particle agglomeration takes place above the sinter temperature.When the agglomerates are big enough in size,they drop out of the jetting bed and reach the bottom section of the gasifier.Below and above of the main reaction zone,two post-gasification zones are located.In the upper part of the reactor,a fast-fluidized or entrained regime occurs.Here fine particles which are carried out of the spouted bed will be post-gasified.In the bottom section of the reactor,a moving bed is located where postgasification of carbon-containing agglomerates falling out of the spouted bed takes place.Therefore,an oxygen-containing secondary gasification agent is injected into the bottom of the reactor.Between the moving bed and the main reaction zone,a bubbling fluidized-bed is present.A mixture of the raw gas and unreacted secondary gasification agent rising from the moving bed are used as fluidization agent.The FlexiCOORVED gasifier is operated at ambient pressure with a thermal capacity between 40 and 60 kW in continuous mode.The temperatures in the main reaction zones are in a range from 850 to 1200 °C under the use of CO2or steam as gasification agents(see Figure 8).

Figure 8 FlexiCOORVED gasification pilot plant at IEC,TU Bergakademie Freiberg
With its unique design,the FlexiCOORVED gasifier overcomes the disadvantages of classic fluidized-bed gasification.It has an almost complete carbon conversion (up to 99%) and can easily handle ash-rich feedstocks.The FlexiCOORVED gasifier has been used in several research projects e.g.with sewage sludge as well as biomass-containing waste with high ash content.During the test runs,stable operation has been achieved with almost complete carbon conversion.In addition,the gasifier has been used to separate phosphorus from sewage sludge.
3 Challenges to be addressed in the transition from Coal-to-X to Waste-to-X
3.1 Lessons learnt from co-gasification of waste with coal in Berrenrath and SVZ Schwarze Pumpe
To date,China has focused on a three-pronged strategy of waste reduction,waste separation and waste utilization via energy recovery (i.e.incineration in waste-to-energy plants) to achieve its goal of zero waste cities[5].However,in order to achieve the goal of zero waste cities in combination with carbon neutrality,a complementary solution to waste incineration -especially for waste which could be recirculated into the production cycle as secondary carbon feedstock for chemical production,“green ” hydrogen and CO2-neutral liquid fuel production -is urgently required.In view of China considerable gasification capacity and expertise,a first step in this direction could be a stepwise integration of waste materials as co-feedstock to coal for gasification.The utilization of Coal-to-Xas a bridge to Waste-to-Xwould not only enable China to capitalize on existing human capital and infrastructures,it could generate new employment and business opportunities as well as support it in realizing a sustainable waste management strategy which is based on reduce,reuse and recycle before energy recovery and landfilling.
Note,however,that a direct transfer of coal gasification technologies for waste gasification is challenging and fraught with numerous pitfalls.From the pioneering developments in Germany in Berrenrath and SVZ Schwarze Pumpe,diverse operational problems are identified when extending coal gasification to include waste as a co-feedstock.Examples of problems faced include⑩Insights by Prof.Bernd Meyer from first-hand experience with operations at the HTW demonstration plant in Berrenrath (then as head of the R&D division for waste gasification at Rheinbraun AG between 1989 to 1994) as well as from the operations at SVZ Schwarze Pumpe (then as chief technology consultant for SVZ Schwarze Pumpe between 1994 to 2007).:
●HTW gasifier in Berrenrath:
○ Challenge in obtaining a uniform mixture of waste and coal due to different grain sizes,leading to uneven feeding into the gasifier.
○ Blockages of feedstock supply conveyer systems with large plastic films,cords,strings and other coarse impurities/foreign materials.
○ High carbon conversion in the freeboard of the HTW gasifier leading to lower carbon content in the dust (i.e.below 50%),resulting in subsequent blockages in the waste heat boiler.
○ Increased methane with higher aliphatic hydrocarbon content as well as BTX and naphthalene in raw gas.
○ Higher carbon content in bottom product and ash requiring post-combustion.
○ Higher heavy metal content in the bottom ash and in dust carry over requiring suitable postcombustion and/or disposal.
●Lurgi FBDB gasifier in SVZ Schwarze Pumpe:
○ “Stickiness ” of waste feedstock leading to feeding interruptions and blockages to feeding system,and consequently load reduction or interruptions to gasifiers’ operations.
○ Caking of thermoplastic waste feedstock leading to blockages in the upper part of the fixed-bed.
○ Discontinuous feeding via the lock-hopper leading to peaking of pyrolysis gases in the raw gas flow and consequently,in fluctuating raw gas flow and composition.
○ Peaking of pyrolysis gases leading to high dust and tar carry over in raw gas and consequently,reduced performance.
○ High dust and tar carry over leading to blockages and consequently,problems in waste water separation system and in the de-phenolation system.
○ Fluctuating and low ash melting temperature of waste feedstock leading to slag deposits on gasifier wall,formation of slag lumps and consequently,disturbance of grate operation.
○ Non-regular flow of the gasification agent through the lower part of the fixed-bed leading to high carbon contents of up to 10% in bottom ash.
○ Low availability of the gasifier operation and low waste throughput.
●BGL slagging gasifier in SVZ Schwarze Pumpe:
○ Discontinuous feeding via the lock-hopper leading to peaking of pyrolysis gases in the raw gas flow and consequently,in fluctuating raw gas flow and composition,
○ Condensing volatiles in waste feedstock leading to blockages of the top of the gasifier and of the raw gas outlet,
○ Solidification of iron-based metal alloys in the slag bath leading to blockages at the slag outlet,
○ Low fixed carbon content in waste feedstock leading to “black” tuyères and consequently,shut down of the gasifier for safety reasons.
●GSP gasifier in Schwarze Pumpe:
○ Exhibited great robustness for liquid waste feedstock,but not utilized for entrained-flow solid waste feedstock gasification.
To address the above challenges associated with the co-gasification of waste with coal,diverse concepts and solutions have been developed -and partly(successfully) implemented -at Berrenrath and SVZ Schwarze Pumpe during their operations.The rich and unique insights obtained from Berrenrath and SVZ Schwarze Pumpe have also flowed into the R&D of the Flexi-Technologies at IEC,TU Bergakademie (refer to FlexiSlag,FlexiEntrained and FlexiCOORVED gasification technologies in the previous section) to support the development of next generation gasification technologies for mono-waste gasification.
3.2 Sustainability criteria for mono-waste gasification
In view of the international (including China’s)objective to achieve zero waste cities and carbon neutrality,developments in waste gasification technologies will have to develop towards mono-waste gasification in the long term and address the following sustainability criteria in order to make a substantial contribution:(1) Feedstock flexibility,to enable flexible utilization of multiple types of (waste) feedstock.(2)Maximum carbon recovery rate,to ensure that carbon in waste materials is bonded in products rather than emitted into the environment as CO2along the process chain.(3) Minimal environmental impact via the production of non-leachable slag,metal recovery from slag,and zero waste water discharge.
In view of the international developments in waste gasification technologies reported in the previous chapter,a qualitative and generalized evaluation of the three gasification principles along the three sustainability criteria enabled the following insights⑪The objective of the generalized evaluation is to present readers with first insights into the issues which would be associated and must be addressed for waste gasification via different gasification principles.Note that the performance of specific gasification technologies may differ from this generalized and qualitative evaluation.:
●Feedstock flexibility:Generally,fixed-bed technologies would have the highest feedstock flexibility.Not only are they suitable for both high and low calorific solid waste,they would potentially be able to handle problematic waste fractions such as high chlorine content,shredder fractions,carbon and glass fiber as well as composite materials.Moreover,they would require the least pre-treatment of waste materials to enable feeding into the pressurized gasification vessel.In contrast,fluidized-bed technologies would have difficulty in accepting low calorific and problematic feedstock.Moreover,higher efforts for pre-treatment/-conditioning of waste feedstock might be necessary.In comparison to fixed-bed and fluidizedbed technologies,entrained-flow technologies would require the highest pre-treatment in order to accept solid waste as gasification feedstock.Note that grinding of waste feedstock particle to sizes below 500 μm may be challenging for conventional milling technologies.For all gasification principles,assuming that the waste feedstock has undergone appropriate pretreatment,continuous feeding into the gasifier would be possible.
●Carbon recovery rate:This is defined simply as the amount of carbon in final product to the amount of carbon in the feedstock.While it would be possible for entrained-flow gasification to achieve nearly 100%carbon conversion,fixed-bed and fluidized-bed technologies would have carbon losses via non-syngas compounds (e.g.dust,methane,tars/oils) and bottom products.Post-gasification can contribute not only to increasing their carbon recovery rate,but also to solving carbon losses in non-syngas compounds.All of the highlighted waste gasification technologies feature such a secondary high-temperature gasification stage.Specifically,EUP utilizes the “high-temperature gasifier”,Enerkem’s process a “Thermal Reformer”,TRI’s most recent plant at Fulcrum Bioenergy includes Praxair’s “Hot Oxygen Burner” technology,InEnTec’s PEM gasifier features a “Thermal Residence Chamber”,FastOxincludes a “Syngas Polisher” and both IEC’s FlexiSlag (optional: without post-gasification for maximized methane production) and FlexiCOORVED technologies also include a secondary gasification zone.
The development towards post-gasification suggests that waste technology providers have since realized and reacted to the need to improve syngas quality and yield by converting non-syngas compounds.However,a secondary high-temperature gasification presents unique technological challenges.First,the formation of liquid slag from the melting of entrained dust can attack refractory materials.Second,high temperatures will lead to additional heat losses.This effect will be even more pronounced at low pressures due to the increased surface/volume-ratio of the reactor.Third,potential fluctuations of raw gas quality and composition from the primary gasification stage make the safe and continuous operation of a secondary gasification stage even more challenging.Altogether,such challenges associated with the implementation of a secondary high-temperature gasification stage should not be underestimated.Specialists ’ knowledge in the engineering and operational experiences with entrained-low gasification systems would be required to ensure the successful deployment of a post-gasification stage to increase carbon recovery rate.
●Environmental impacts:While slagging fixedbed and entrained-flow gasification generate vitrified(i.e.glassy) slag,ash sintering in FBDB gasification and fluidized-bed gasification suggests that a postgasification step would be necessary to ensure that environmentally neutral glassy slag -instead of ash requiring special disposal -is produced.Generally,metal recovery from ash/slag would be possible from all three gasification principles via the use of mechanical treatment followed by magnetic and eddy currents.To ensure that no waste water is discharged from the process,dust removal followed by evaporation and condensation could be implemented to recycle waste water as process water back into the gasification process.
4 Conclusions
In this article,opportunities for waste gasification to contribute to China’s transition towards carbon neutrality and zero waste cities for three carbon intensive sectors namely waste management,chemical and mobility are evaluated.Specifically,in view of China’s extensive experiences with coal gasification,how such experiences and expertise could act as a bridge to enable a step-wise transition from Coal-to-Xto Waste-to-Xfor the production of chemicals with lower/and or zero carbon footprint,green hydrogen with zero carbon footprint and CO2-neutral synthetic liquid fuels are identified.A review of waste gasification technologies - from pioneering developments in Germany to current international developments -enabled a brief overview of highlights from the dynamic global developments in Waste-to-X.Lessons learnt from previous waste gasification deployment projects provided additional insights into potential challenges in the transition from Coal-to-Xto Waste-to-X.Last but not least,a qualitative evaluation of gasification technologies pointed to the strengths and weaknesses of diverse gasification principles in their applications for waste gasification.
Acknowledgements
Any opinions,findings,conclusions and recommendations in the document are those of the authors and do not necessarily reflect the view of the BMBF.The authors gratefully acknowledge the support by Olaf Schulze,Friedemann Mehlhose and Jörg Kleeberg in preparing the information relating to the Flexi-Technologies.
