垂直排列石墨烯纳米金刚石复合材料的制备及其导热性能研究*
2021-09-08杨晨光成晓哲穆云超梁宝岩
杨晨光, 成晓哲, 穆云超, 梁宝岩, 许 衍
(中原工学院 材料与化工学院, 郑州 450007)
近年来,电子产品的功率密度显著提高,由此产生的热积累限制了电子产品的进一步发展,因此对电子产品的重要要求之一是散热[1]。传统的散热材料已经难以满足高热导率、低热膨胀系数、低密度、小型化等电子产品的要求。石墨烯具有优异的热导率(3 000~5 000 W/(m·K))[2]、高弹性模量(约1 000 GPa)[3]、大的理论比表面积(2 630 m2/g)[4]、低密度[5]、低热膨胀系数[6]和高纵横比[7]等特性,是一种理想的散热材料。单层石墨烯厚度一般为0.34 nm,二维尺寸从几微米到几十微米,产品的大面积制备难度大,限制了其在散热材料中的应用。不仅如此,石墨烯在面内方向上具有超高的热导率,但在其垂直方向上热导率很低,进一步限制了石墨烯的应用。少层石墨烯的热导率与平面原子数成反比,随着相空间状态的增加,层间的声子碰撞会产生大量的反过程(声子散射),导致热导率下降[8]。
目前石墨烯在散热方面的主要应用是石墨烯基薄膜,但石墨烯基薄膜的热流密度小,能够疏散的热量有限,不能满足当前电子产品散热要求[9-13]。MALEKPOUR等[14]报道了在聚对苯二甲酸乙酯基板上沉积厚度为9~ 44 μm的石墨烯层压薄膜,其热导率为40~ 90 W/(m·K);在石墨烯层压板中,石墨烯薄片的平均尺寸和排列状态对传热的影响非常大。出于改善石墨烯在复合材料中分布状态的目的,有很多研究侧重于在聚合物中构建桥梁或渗透网络,以提高石墨烯基聚合物的导热性[15-16]。LIAN等[17]报道了一种垂直排列并相互连接的石墨烯网络环氧复合材料,当石墨烯填充体积分数为0.92%时,其热导率为2.13 W/(m·K)。获得高热导率复合材料的主要原因有2个:第一,垂直排列的石墨烯壁仍然是由石墨烯相互连接的特殊结构形成的;第二,热处理提高了石墨烯的结晶度和密度。
综上,石墨烯的有序排列、石墨烯层片之间的有效相互作用以及石墨烯的高密度是非常有利于形成有效热传导通道的3个因素。具有高热导率的纳米颗粒可以作为2个石墨烯片之间的热桥。在石墨烯层间缝隙中插入纳米颗粒是提高石墨烯复合材料垂直面导热性能的好方法。然而,纳米粒子和石墨烯容易发生团聚,纳米颗粒难以均匀分布在石墨烯表面,这是在制备复合材料过程中需要解决的问题之一[18]。纳米金刚石(nanodiamonds, NDs)具有较高的热导率、超高的硬度和优异的力学性能[19-20],是适合用于石墨烯层片的添加剂。杨娜等[21]将三维结构的NDs和二维层状结构的氮化硼以原位聚合的方式杂化填充到聚酰亚胺中;当NDs和氮化硼的质量分数分别是3%和27%时,复合材料的热导率为0.596 W/(m·K),比纯聚酰亚胺的增加了250%。
因此,采用电化学剥离、吸附、真空过滤和冷压等方法制备不同质量分数的垂直排列石墨烯(vertically aligned graphene, VAG)/纳米金刚石复合材料,研究NDs质量分数对复合材料导热性能的影响。
1 试验方法
1.1 试验原料
石墨纸(纯度>99%)购自北京京龙特种碳石墨厂;NDs (平均粒度尺寸5 nm)购自北京国瑞升科技有限公司;分析级硫酸(98%)和乙醇(99%)分别购自洛阳化学试剂厂和天津金东天正精细化学试剂厂;钛板电极(纯度>99%)由宏森源金属材料有限公司提供。
1.2 石墨烯制备
配制200 mL的H2SO4溶液(0.5 mol/L)。然后,以石墨纸为阳极,钛板为阴极,0.5 mol/L的H2SO4溶液为电解液,保持电流为1.5 A,进行15 min的电化学剥离,形成石墨烯溶液,然后进行抽滤。抽滤过的石墨烯层片用去离子水冲洗至中性,反复离心(离心机转速为5 000 r/min),取出离心瓶底部的石墨烯层片。然后,将石墨烯层片在乙醇分散液中进行超声剥离处理,冲洗、离心、取样同上。最后,经冷冻干燥机干燥后获得石墨烯试样 。
1.3 VAG/NDs复合试样制备
图1为石墨烯片中插层NDs示意图。如图1所示:将复合试样总质量定为0.3 g,依照NDs质量分数为0、0.6%、1.0%、4.0%、7.0%、10.0%、20.0%称量配料,将称好的NDs和在乙醇中超声处理后的石墨烯装入试管中并加入适量乙醇,用超声波破碎机对样品进行分散60 min[22-23],使NDs吸附在石墨烯上。然后,通过多孔纤维素滤膜真空过滤附着着NDs的石墨烯的乙醇溶液。最后,将多孔纤维素滤膜干燥后剥离得到预复合材料,用粉末压片机以25 MPa压力压入直径12.7 mm的模具中保持5 min,进行冷压处理,制备了不同NDs质量分数的VAG/NDs复合试样。
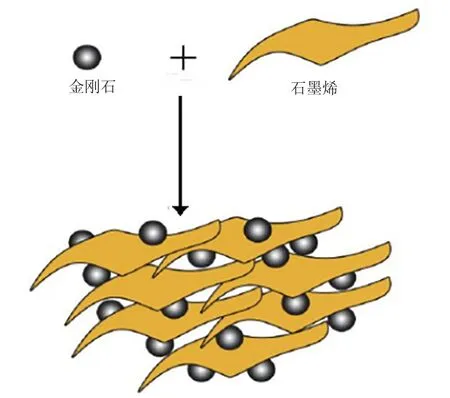
图1 石墨烯片中插层NDs示意图Fig. 1 Schematic diagram of intercalated NDs in graphene sheets
1.4 性能测试
利用X射线衍射仪(XRD, UltimaIV)、拉曼光谱(RS, LabRAM HR Evolution)、傅立叶变换红外光谱仪(FT-IR, NicoletiS50)、高分辨率透射电子显微镜(HRTEM, JEM 2100F)和场发射扫描电子显微镜(FE-SEM, FEIQuanta250FEG)对石墨烯、NDs和VAG/NDs复合试样进行表征。用激光热导仪(DFX-500)测定25 ℃时复合材料的热导率。
试样的热导率计算公式如式(1)[24]:
λ=α×ρ×C
(1)
式中:λ为试样的热导率,W/(m·K);α为试样的热扩散系数,m2/s;ρ为试样的密度,g/cm3;C为试样的热容量,J/(kg·K)。C的计算如式(2):
(2)
式中:Cdia为NDs的热容量,ρdia为NDs的密度,ωdia为NDs的质量分数,Cgra为石墨烯的热容量,ρgra为石墨烯的密度。ρgra由式(3)计算:
(3)
2 结果与讨论
2.1 XRD测试结果
图2为试样的XRD检测结果。图2a中的1为石墨的XRD谱图,2为NDs质量分数为0时的VAG/NDs复合材料的XRD谱图,3为未超声处理的石墨烯的XRD谱图,4为在乙醇中超声处理后的石墨烯的XRD谱图;图2b中的1为NDs的XRD谱图,2为在乙醇中超声处理后的石墨烯的XRD谱图(图2a中4的放大图)。在图2a中,石墨在26.6°和54.7°处出现特征峰,分别对应于(002)和(004)面;石墨烯在26.6°处也有一个代表(002)面的特征峰,但与石墨相比,其强度非常弱。由文献[25]可知,随着石墨层数的减少,此峰值趋于平缓。

(a)石墨烯及其衍生物Graphene and its derivatives(b)石墨烯和NDsGraphene and NDs图2 试样的XRD检测结果 Fig. 2 XRD test results of samples
根据图2a中的3与4相比可知:超声处理后可以进一步减弱(002)峰的强度,可见超声处理可以进一步降低石墨烯层的数量。同理,根据图2a中的2与4相比可知,加压处理会增加石墨烯的层数。由图2b中的1观察到的NDs在43.9°和75.3°处的2个窄特征峰分别对应NDs的(111)面和(220)面,用Debye-Scherrer方程[26]计算得到的NDs平均晶粒尺寸为6.8 nm。
2.2 拉曼测试结果
图3为试样的拉曼检测结果,1为NDs质量分数为0时的VAG/NDs试样拉曼光谱,2为在乙醇中超声处理后的石墨烯拉曼光谱,3为在十二烷基苯磺酸钠溶液中超声处理后的石墨烯拉曼光谱,4为在去离子水中超声处理后的石墨烯拉曼光谱。拉曼光谱是检测石墨材料变形和缺陷程度的重要方法。其主要特征是石墨材料的D(1 200~1 450 cm-1)、G(1 500~1 700 cm-1)和2D (2 600~2 800 cm-1)各峰。D峰表示石墨层中结构缺陷的程度,G峰代表sp2碳的石墨层,2D峰代表碳原子的堆积方式。石墨层中缺陷的数量可以用D峰和G峰[27]的强度比(ID/IG)来表示,晶粒尺寸La的计算如式(4)[28]:
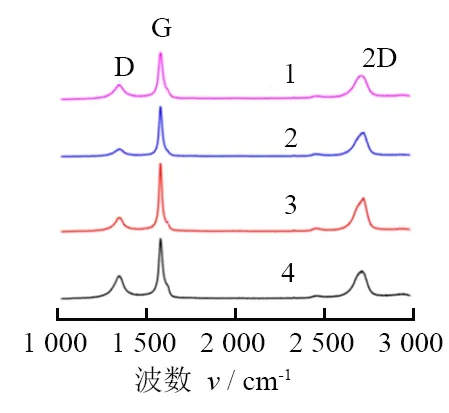
图3 试样的拉曼检测结果Fig. 3 Raman test results of samples
(4)
其中:E1为激光激发能,2.41 eV。
表1中是各试样的ID/IG、La和I2D/IG。ID/IG结果表明:当分散液为乙醇时,制备的石墨烯中缺陷最少;石墨烯加压后的缺陷与未加压之前相比也有所增加。当NDs质量分数为0时,VAG/NDs材料内的晶粒尺寸La为48.82 nm。通过2D峰和G峰的强度比(I2D/IG)[29]可以确定石墨烯层数,当石墨烯的I2D/IG<1时,通常为1~10层石墨烯。各个样品的I2D/IG都在0.50左右,判断出石墨烯都不多于10层。

表 1 不同样品的ID/IG, La和I2D/IGTab. 1 ID/IG, La和I2D/IG of different samples
2.3 FT-IR测试结果
图4为不同分散液超声处理后石墨烯的FT-IR光谱测试结果。图4中1对应乙醇,2对应十二烷基苯磺酸钠,3对应去离子水。
从图4可以看出:在不同分散液中超声剥离处理的石墨烯的FT-IR光谱几乎没有差异,分散液的种类对进一步超声剥离石墨烯的官能团影响不大。在图4中的1里,3 437 cm-1处非常宽而强的峰和1 633 cm-1处稍强的峰,都是由吸附在石墨烯上水分子的振动或C-OH基团的弯曲振动产生的。1 388 cm-1处和1 050 cm-1处的弱峰分别归因于C-O基团和C-O-C基团的伸缩振动。在1 720 cm-1附近没有明显的峰,说明石墨烯中几乎没有C=O基团。图4中的1,2与3相近,只是各峰位置稍有改变,但结论与e相同。因此,在电化学剥离过程中,产物的氧化现象不明显,结构缺陷较少。
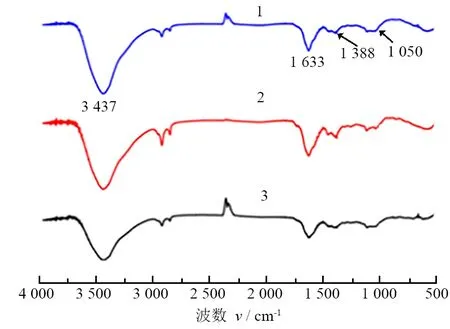
图4 不同分散液超声处理后石墨烯的FT-IR光谱测试结果Fig. 4 FT-IR spectrum test results of graphene after ultrasonic treatment of different dispersions
2.4 TEM和 FE-SEM 测试结果
图5为NDs附着在石墨烯上的TEM图。其中,石墨烯是在乙醇中超声处理后的,NDs的质量分数是7.0%。图5b对应着图5a中的方框区域。如图5a所示:很多弯曲和褶皱的石墨烯呈透明状,石墨烯的尺寸至少在0.5 μm以上,且石墨烯表面上有不同程度团聚的小颗粒。如图5b所示:对图中的小方框区进一步放大,石墨烯表面吸附的小颗粒晶面间距为2.06 Å,该间距与NDs (111)面的晶面间距相对应[30],该颗粒可能是NDs;颗粒的直径在7.00 nm左右,对应于试验所选用NDs的尺寸;结合XRD分析结果可知,图5中石墨烯表面吸附的小颗粒是NDs。
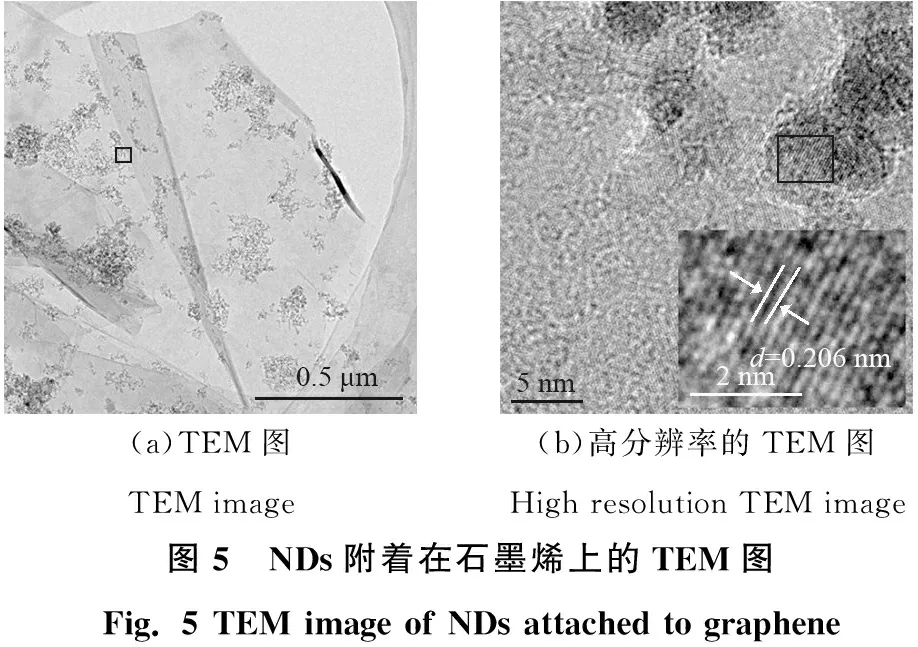
(a)TEM图TEM image(b)高分辨率的TEM图High resolution TEM image图5 NDs附着在石墨烯上的TEM图 Fig. 5 TEM image of NDs attached to graphene
石墨、石墨烯和垂直排列石墨烯层片的SEM测试结果如图6所示。石墨的表面有大量褶皱和空洞(图6a),在石墨的电化学剥离过程中,这些褶皱有利于硫酸盐离子渗入。图6b是所制备的石墨烯,与石墨形貌有明显区别,呈二维卷曲状结构,这非常有利于NDs的吸附。图6c是垂直排列石墨烯片的SEM图像,可见经压制后,试样中的石墨烯层片均为垂直排列状态,该状态有利于复合材料热导率的提升。
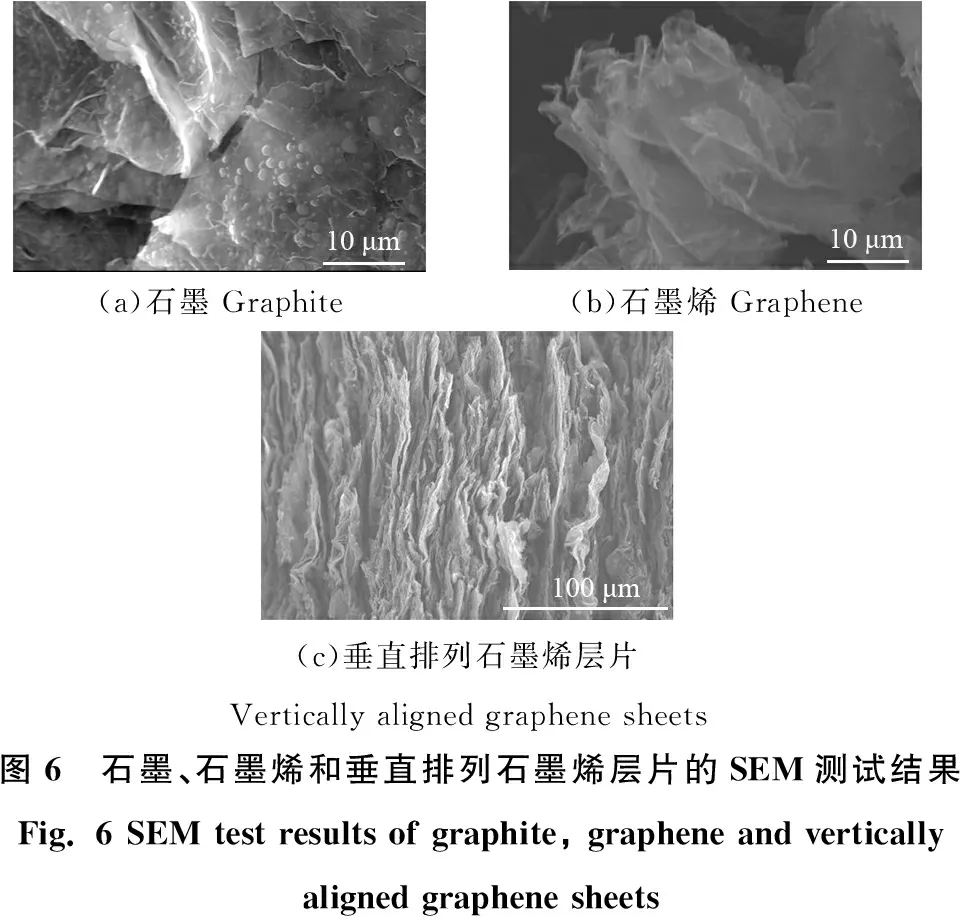
(a)石墨 Graphite(b)石墨烯 Graphene(c)垂直排列石墨烯层片Vertically aligned graphene sheets图6 石墨、石墨烯和垂直排列石墨烯层片的SEM测试结果 Fig. 6 SEM test results of graphite, graphene and vertically aligned graphene sheets
图7是NDs不同质量分数时,VAG/NDs试样的FE-SEM测试结果。图7a中,NDs非常均匀地分散在石墨烯表面,几乎没有团聚。这种结构有利于在压制过程中保持石墨烯层片的完整性。图7b中,不同程度团聚的NDs无序地分布在石墨烯表面。图7c中,石墨烯表面及褶皱中完全被团聚成多层的NDs填满。图7d中,NDs出现了严重的团聚现象。因此,NDs在石墨烯表面的分散状态与NDs的质量分数有一定关系。
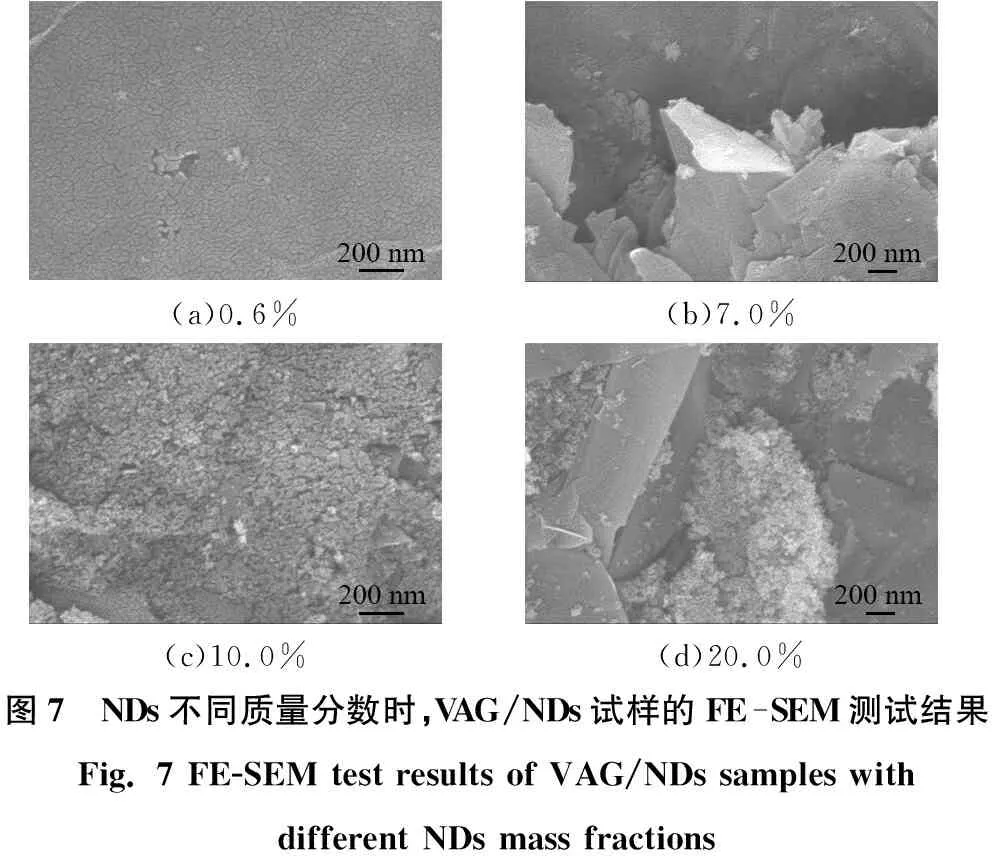
(a)0.6%(b)7.0%(c)10.0%(d)20.0%图7 NDs不同质量分数时,VAG/NDs试样的FE-SEM测试结果 Fig. 7 FE-SEM test results of VAG/NDs samples with different NDs mass fractions
2.5 热导率测试结果
对不同NDs质量分数的VAG/NDs试样进行热导率测试,其结果如图8所示。结果表明:随着NDs质量分数的增加,复合材料的热导率呈现类似“M”形状的趋势。未添加NDs的试样热导率为3.848 W/(m·K),远高于文献[31]报道的热导率(1 W/(m·K)左右)。在石墨烯层片间添加NDs作为热传导介质后,复合材料的热导率有了明显变化。当NDs质量分数为0.6%和10.0%时,复合材料的热导率均较大,分别为5.911、4.861 W/(m·K),分别比未加入NDs试样的热导率高53.6%和26.3%。而NDs质量分数为7.0%和20.0%时,复合材料的热导率分别为2.688、2.809 W/(m·K),低于未添加NDs试样的。
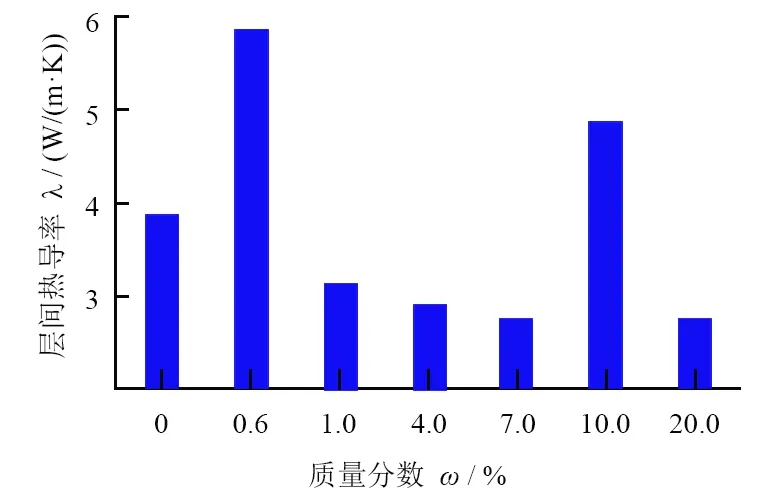
图8 不同NDs质量分数样品的层间热导率Fig. 8 Interlaminar thermal conductivity of samples with different mass fractions of NDs
结合图7中的扫描电镜测试结果可知:当NDs质量分数为0.6%时,添加物会形成非常薄的NDs层分布在石墨烯表面,有利于形成有效的热流通道;复合材料中的空隙较少,因此该试样表现出较高的热导率。随着NDs的质量分数增加,添加物在石墨烯层片间的团聚现象变得严重,团聚后的NDs在复合材料内部形成空隙,不利于热导率的提升,因此试样的热导率一般。当NDs质量分数增加到10%时,团聚的NDs颗粒在石墨烯表面又形成了均匀分布的状态,该状态有利于形成空隙相对较少的复合材料,但是此时的空隙要大于NDs质量分数0.6%试样的,因此NDs质量分数10%时所对应的热导率比NDs质量分数0.6%时的小。此后,随着NDs的质量分数进一步增加,团聚现象更加严重,试样的热导率也随之降低。所以复合材料的热导率随NDs的质量分数变化呈现“M”形状变化趋势。
3 结论
电化学剥离法所制得的石墨烯,具有较少的缺陷以及不多于10层的石墨烯层数。经压制法压片后,VAG/NDs复合材料试样中的石墨烯为垂直排列状态;NDs质量分数在一定的范围内,NDs均匀分散在层状石墨烯之间。热导率测试结果表明:当NDs质量分数为0.6%时,VAG/NDs复合材料热导率最高,为5.911 W/(m·K),比未加入NDs的高53.6%,证明NDs的加入可有效改善石墨烯复合材料的热导率。
