基于Power Mill的螺旋电极的仿真加工应用
2021-08-24宁夏职业技术学院苏红磊
宁夏职业技术学院 苏红磊
前言
21世纪是制造业飞速发展的时代,随着CAD/CAM的发展,越来越多的产品借助于计算机进行制造。PowerMill是一款功能强大、加工策略丰富的数控加工编程软件,完善的加工策略,简单易学,其智能化过切保护、刀具过载保护、丰富的高速加工细节处理、刀杆与刀柄碰撞检查、优化的计算方法等优点,极大地保证了加工的安全性[1]。现以一螺旋电极模型为例,通过对其加工工艺流程的探讨,提出CAM加工规范化思路,为CAM编程人员多进行轴加工提供参考。
1 圆柱凸轮模型案列应用
1.1 零件加工特性分析
观察螺旋电极图1,外圆柱面为ф6.6mm,加工时零件刚性不好,所以选用较小的切削用量。根据螺旋特性,刀具保持Y轴和Z轴不动,只沿着X轴运动,工件装夹在数控机床的第四轴回转工作台上旋转,刀具沿着螺旋槽运动,绘制参考线,选用参考线和螺旋精加工策略,根据对称性,对刀路轨迹进行旋转复制。测量螺旋槽宽为4.5mm,使用D6的刀进行粗加工,D2的刀进行精加工,加工方案见表1。

图1 螺旋电极模型
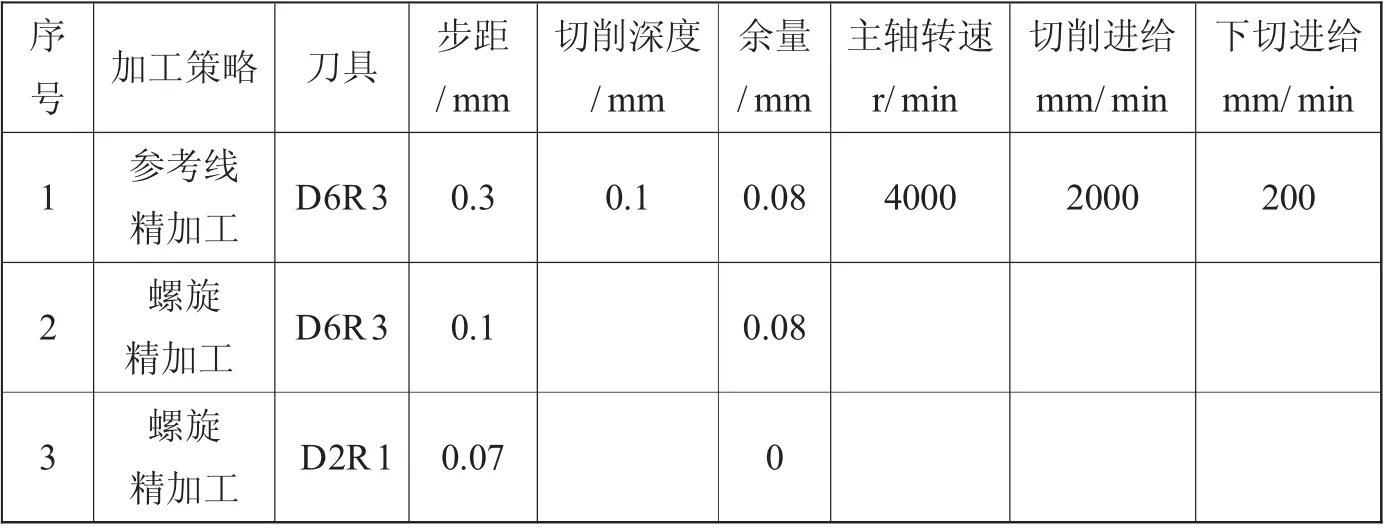
表1 螺旋电极加工方案
1.2 编程参数预设置
1.2.1 模型输入
启动Power Mill软件在操作界面资源管理器中点击模型,右键输入螺旋电极模型,摆放至合适角度。
1.2.2 参数设定
(1)坐标系及毛坯设定
螺旋电极整体呈圆柱状,因此设定毛坯时选用圆柱,坐标系使用命名的工作平面,毛坯Z轴为圆柱轴线方向,毛坯的大小以包络体计算。扩展值不宜过大,通常以实际加工过程中的毛坯为准。再设置加工坐标系,以左端中心为坐标原点,Z轴方向向上,X轴向右,如图2所示。

图2 螺旋电极加工坐标系
(2)刀具创建
螺旋电极外表面为曲面,因此在加工中选用球头铣刀,经过测量,螺旋槽宽为4.5mm,使用D6的刀进行粗加工,D2的刀进行精加工。
(3)参考线绘制
创建参考线,可以使用其它CAD软件绘制、导入,也可以使用Power Mill软件的曲线编辑器Beizer曲线在螺旋面绘制曲线,首尾相连,线条连续。由于参考线精加工是根据参考线在模型上的投影创建刀具路径,因此参考线的位置直接影响刀具加工路径,参考线外边缘尽量靠近零件轮廓。观察螺旋电极共有四个螺旋区域,对绘制完成的参考线进行旋转复制,数量为4,角度90,选择正确的旋转轴X,从而创建出4条参考线。

图3 螺旋电极参考线旋转复制
(4)部分加工参数预设值
根据工艺方案表对切削用量进行参数设置,因为毛坯是圆柱,四轴加工,因此安全区域用圆柱,刀轴朝向螺旋电极轴线,“I”为1。在实际数控加工中,切削用量设置要根据刀具、材料和机床的特性综合考虑。
1.3 仿真加工与后处理
1.3.1 粗加工策略
粗加工主要考虑效率,在现有的条件下尽快去除多余加工量,保证后续精加工的加工余量均匀,从而有利于提高加工精度。粗加工采取参考线加工方式,从底部位置开始驱动曲线,测量加工余量为2.25,考虑螺旋电极尺寸相对较小,加工过程中易振动,因此采用多重切削11次,最大下切步距为0.1。刀轴方向采用朝向X轴,即朝向直线。切入、切出水平圆弧,连接曲面上,将四部分螺旋面的刀具路径合并,仿真加工结果如图4。从图中可以看出,在螺旋电极端部有明显的刀具换向铣削痕迹,螺旋槽中也有沿着参考线加工的痕迹,刀具加工残留高度明显,根据刀具路径统计结果抬刀4次,理论用时2.26min。螺旋电极回转方向与走刀方向不一致,更换加工策略为旋转精加工,行距0.1,刀具D6,仿真结果如图5所示,刀具加工残留高度明显改善,从表2刀具路径统计中,可以看出理论用时3.24min,因此粗加工选用更高效的参考线加工,半精加工采用旋转加工策略。

表2 刀具路径统计
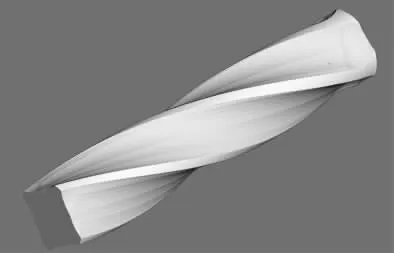
图4 螺旋电极参考线仿真结果

图5 螺旋电极旋转仿真结果
1.3.2 半精加工策略
旋转精加工适合圆柱类形体,加工参数保持刀轴不变,参考方向螺旋,行距0.1,刀具D6R3。螺旋电极的螺旋面最小圆角半径为1mm,有D6的球头铣刀加工不到的最小圆角部分。增加半精加工为了精加工时只切削较少的余量,螺旋电极外形尺寸相对较小,精加工刀具直径小,刚性较差,小的切削量可以减少加工过程中的振动,提高零件表面的加工质量。
1.3.3 精加工策略
采用D2的球头铣刀,旋转精加工策略,行距0.07,对螺旋电极外表面进行精加工。精加工目的是提高表面加工质量,铣削方向为顺铣,节距采用螺旋,工件转一圈刀具沿X轴进给量。同时增加Y轴偏移0.1,避免球头铣刀刀尖切矢法向铣削,使刀尖偏移0.1,理论上刀尖铣削速度为零,会影响工件加工表面质量,用侧刃先参与铣削。最终仿真加工结果如图6所示。

图6 螺旋电极仿真加工结果
刀具路径碰撞过切检查及仿真模拟加工没问题后,进行后处理,设置NC首选项,注意输出工作平面,选择合适的机床,生成NC机床程序。

图7 后处理设置
2 结束
Power Mill软件在多轴数控加工方面有着明显的优势,多种加工方式浅显易懂,能够有效地提高加工准确性和加工复杂零件的能力。本文介绍的加工与编程方法,对圆柱形体类零件的加工有着一定的参考作用。
