LabVIEW点焊参数采集系统的研究
2021-08-23徐兴文刘易麟
徐兴文 刘易麟 宋 齐
(沈阳理工大学材料科学与工程学院,辽宁 沈阳 110000)
现如今,在国内焊接领域采用虚拟仪器对焊接信息的定性分析,主要通过采集和分析模块的手段来实现。采集模块指的是对焊接时的参数完成采集和保存;分析模块指的是对保存的参数数据用U-I相图分析、相关性分析、概率密度分析以及小波分析等手段判断焊接的稳定性,从而对焊接质量进行分析[1]。
西南交通大学黄建平等[2]对前苏联的K190πK钢轨闪光焊机的控制系统进行了改进和完善,并已成功应用了高速数据采集系统。 它具有20世纪90年代国际先进水平的钢轨焊接机的所有功能,并且钢轨质量控制和管理功能已超过进口,焊接机功能强大。
兰州理工大学李梦瑶等[3]基于LabVIEW的弧焊参数测控系统可以完成不同电弧焊过程中焊接电流、电压参数的测量、分析和控制,进而对焊接设备的研制、合理制定焊接工艺规范以及焊接过程稳定性的优化有一定的指导意义。
1 数据采集系统总体设计
1.1 传感器的选用及安装
众所周知,有些物理信号不能直接定量地进行测量,针对这样的情况一般来说最直接的方法就是把不能直接定量进行测量的物理信号转换成可以测量的电信号,而传感器的作用就是将这些物理信号转换为可测量的电信号并输出,传感器本质上是可以看作非电系统与电系统连接的桥梁。电极压力:电极压力在确定气体回路系统的稳定性和焊点缺陷方面起着重要作用。焊接电流:点焊参数采集系统采用的是霍尔电流传感器,霍尔电流传感器体积小,可以将其与滤波电路封装于非金属壳内,固定在电极头上进行采集。电极压力:电极压力在确定气体回路系统的稳定性和焊点缺陷方面起着重要作用。
1.2 点焊参数采集系统的软件设计
利用LabVIEW这一软件进行程序的编写进而对模拟信号采集最终在USB-6008采集卡中进行存储,图1为总体流程图。

图1 总体流程
点焊参数采集系统所采集的数据可以文本文件、电子表格及二进制文件的形式保存在硬盘上,以便日后随时进行分析及处理。
1.3 数据采集系统设计
在直流点焊开始时需要对相关试验参数进行设置,例如采集的时间间隔、循环次数等,同时还要对文件保存路径进行设置、采集,结束后数据会被保存在硬盘中,以便日后随时进行分析及处理。图2为焊接参数采集系统的程序框图。
2 数据采集
通过对数据采集的时间间隔、循环次数等参数进行设置以及文件格式及保存路径的设置后便可开始运行系统。运行该系统后能够清晰完整地采集到焊接过程中的各种数据比加以保存,方便日后查阅。其中图3为焊接过程中采集的波形图。
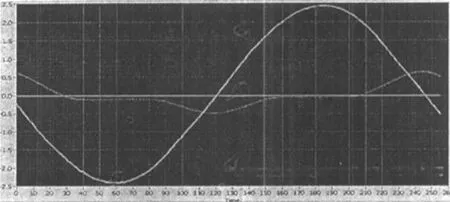
图3 焊接过程中采集的波形
3 结语
根据上述研究内容,主要得到了以下几点结论:
(1)NI USB-6008数据采集卡不仅可以对输入的模拟信号进行ALP处理,还可以输出连续的波形信号,采样精度高,隔离效果明显,波形输出稳定。
(2)采用图形软件LabVIEW开发的数据采集系统操作方便,能够极大程度地方便了焊接人员的操作。
