Incoloy 825高压空冷器管束监理
2021-08-21石留帮王常青刘真云
石留帮* 王常青 刘真云
(南京三方化工设备监理有限公司)
0 前言
在蜡油加氢裂化装置中应用一种高效换热设备——Incoloy 825高压空冷器,其设计压力大于10 MPa,应用工况苛刻,具有耐高温、耐腐蚀、高效、节水、节能等优点。管箱、换热管采用Incoloy 825材料,该材料具有良好的物理性能及化学性能,解决了管头腐蚀泄漏问题。但其制造过程存在较高的难度[1]。本文就此类设备的制造质量控制进行了介绍,并提出相应观点。本文所述空冷器均指丝堵式管箱结构空冷器。
1 空冷器管束的结构
管束是空冷器是空冷器的主体,由G型翅片管和丝堵式端部管箱构成,丝堵形式采用双堵头,因高温工况下将其设计为分解式管箱,一台管束有4个管箱,前后各2个,分三程,前后各一个管箱,带进出口接管的管箱是固定管箱,另两个为滑动管箱。固定管箱与外管法兰连接,管束采用倾斜布置,方向由流向决定。空冷器管束主要技术参数如表1所示。
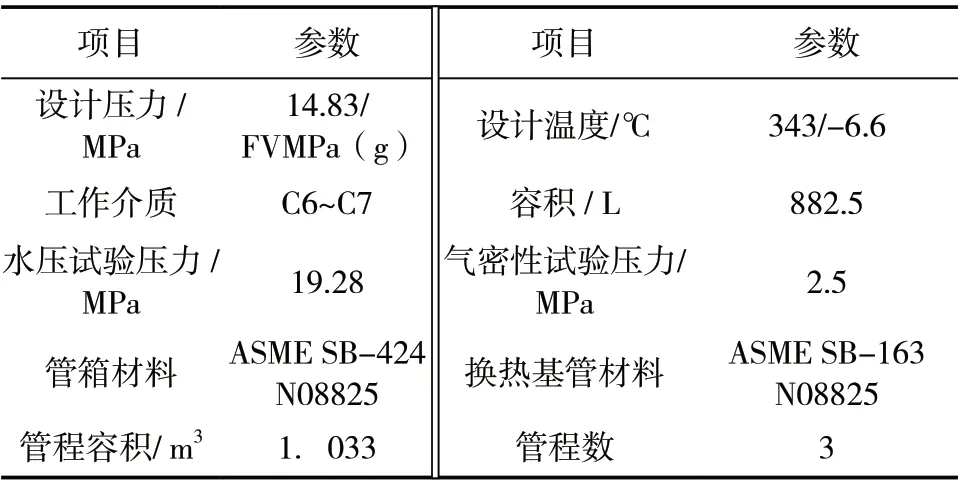
表1 空冷器管束主要技术参数
2 生产过程中的质量控制
2.1 原材料入库验收控制
主要受压的管箱钢板、锻件、基管、焊材等材料的产品质量证明书应详细说明化学成分、力学性能、弯曲、硬度及晶间腐蚀试验结果。所有钢板、锻件、基管、焊材入厂时均应按照ASTM A262 C方法复验材料的晶间腐蚀情况,5个周期的腐蚀速率平均值≤0.075 mm/月,换热管按批进行复验了化学成分,力学性能。
该设备应用的是日本神钢生产的换热管。换热管基管入库时应加强对尺寸精度的控制,如基管直径、椭圆度、壁厚偏差、弯曲度等,这些都是影响翅片管绕制能否顺利进行和绕制质量的关键特性。
2.2 翅片管质量控制
翅片材料为铝,型式为G型。
刀头磨损、机器正常运转、工人操作经验都是影响翅片管质量的重要因素,工人在进行绕片操作时靠听异响、观异常、测尺寸这些经验性操作及时采取紧急停机措施,从而保证绕管质量。绕管后,第一根成型的翅片管应全面检查其外观尺寸和拉脱力。
典型的翅片成形后缺陷包括翅片倒塌、翅片周向弯折、翅片外径偏差超差、翅片与基管结合不牢及翅片间距大小不均匀等。轻微倒塌是在振动和磕碰中造成,在扶正后且无烂边时该缺陷可以接受。翅片周向折弯、翅片外径偏差超差主要是刀具磨损和基管局部椭圆或弯曲造成的,该类缺陷沿管道轴线超过一定长度,需报废处理,实际原因与翅片管传热效果及其均匀性相关,可考虑进行热工试验来进一步验证。在翅片管端部未翅化区的控制上,制造方并未对未翅化区遗留的刻槽进行相应的质量控制。翅片拉脱力试验部位应选取可遵循圆盘刀具的磨损周期规律并结合翅片成型状况来确定。翅片间距大小不均匀在绕片机开停时不能避免,绕片机开机时加速和停机时降速时间越短越好。监理过程中应重点关注批量产出翅片管中第一根的全面检验。
2.3 管箱制造过程及质量控制
2.3.1 管箱组装
空冷器的管箱为矩形丝堵式板焊形式[2-3],包括分管丝板、顶底板和端板,共计6块板,6条A类焊缝组焊而成,板材下料采用等离子或水刀切割,管箱的直线度,管丝板和盖板下料后,应校平整。坡口采用铣加工,100%PT探伤合格后,打磨清洗使其无油污、无毛刺,等待组装。
2.3.2 焊接质量控制
(1)施焊程序的质量控制
优化的施焊程序及方法可在提高效率的同时减少管箱变形和应力集中程度。工艺决定了最终产品的质量。监理应重点关注焊接方法及施焊程序是否符合工艺要求,以及是否有正常的工艺变更程序。
(2)管箱纵缝电子束焊接的特点及其质量控制管箱纵缝采用真空电子束焊机,其型号为THDW-30。
其焊接特点如下: 1)相对激光焊、电弧焊、等离子焊,其热影响区小,变形最小,不用焊材,热裂纹产生的几率大大降低;2)飞溅大;3)管箱在真空室外换位翻转,抽真空次数增加,耗时长;4)电子束很容易受到磁场影响而偏转;5)对坡口表面质量、装配质量要求高;6)起弧和收弧电特性不稳定易产生裂纹缺陷;7)实际焊接中因蒸镀引起产生大量氧化物。
电子束焊接产生常见缺陷质量控制措施如下:1)气孔,坡口清理干净,焊前预热,合理设置焊接参数;2)未熔合,控制坡口组对焊道直线度,控制焊接变形,将表面清理干净,合理设置工艺参数;3)焊穿,控制坡口组对焊道直线度,焊前点焊固定牢固,控制焊接变形,合理设置工艺参数,保持稳定的电特性,施焊前进行焊道轨迹模拟,确保施焊时工件行走平稳;4)裂纹,伴随焊穿缺陷出现。
电子束焊接时管箱应通过两侧工装夹紧以减少变形,视情况可增大夹紧工装与管箱的接触面积利于导热。
如果焊后变形较大,从而造成同侧焊缝不直,对侧焊缝到机枪距离发生改变,熔深也会随之变化[4],可能会导致焊接缺陷。监理工作应重点关注核对施焊中的工艺参数,确保与工艺相符。
(3) 加强板组焊过程质量控制
采用SAW方式,焊丝直径为2.4 mm,材料选用ERNiCrMo-3,底板两侧纵缝同时施焊,顶板侧纵缝亦然。监理时应重点关注其施焊程序,不应引起不可控变形,当此处焊缝需要探伤时,因其不承压而容易被制造方忽视,应加强此处探伤监督。
(4)端板组装组焊过程质量控制
采用SMAW施焊,控制错边量和,端部外形尺寸。端板组焊时会产生收缩变形,且加强板组焊会使管丝板产生变形,中心距离较两端距离小,此变形偏差执行标准为ISO13920 B和E等级,但实际变形已超标准3~2 mm。实际验收中,以适用性为原则,以不影响附近管孔尺寸为限,并参考GB 150.4—2011《压力容器 第4部分:制造、检验和验收》标准中有关棱角度控制的条款,当该变形影响无法避免时,采取焊后钻孔的二次机加工措施。因此在工艺优化中建议考虑上述变形情况,使变形协调同步,以减少反差变形。建议在工艺和设计时考虑该变形的影响,例如设计时采用管板和丝堵板等厚;加强板外伸与管箱端板外表面平齐,将端板分两块;采用特殊的焊接工艺参数和防变形工装等。
2.3.3 接管法兰与管箱组焊质量控制
法兰与管箱装配时,应对间隙、坡口、外伸等进行检查,控制装配质量,可减少焊接尺寸变形和焊接应力,同时保证接管承受外载荷与图纸要求的符合性和可靠性。
进出口接管内径与管箱顶底板宽度的理论差为2.4 mm,考虑装配和焊接变形后,实际差为0~1 mm,此接管开孔处使管箱纵缝焊缝断面与介质直接接触,建议在机加工后对焊缝进行100%PT探伤,并体现在工艺文件中。
3 管箱机加工过程质量控制
丝堵采用板机加工,丝孔密封面采用沉孔,因丝堵板存在不平度,必须用百分表对每个孔密封面深度方向进行定位。
攻丝时易造成铁屑粘牙,及丝堵孔烂牙。烂牙是比较常见的缺陷,返修时应制定具体返修方案,采用手工氩弧焊堆焊,PT探伤合格后重新攻丝,再次进行100%PT探伤合格。
管孔与丝孔应进行同心度检查,确保偏差控制在工艺要求以内,便于后续管头焊机定位施焊[4]。贴胀要求也决定了管孔机加工精度需满足更高的要求。
监理时的关注重点是在机加工完工后见证加工质量,若采用批量加工则应对首检管箱管孔进行全面检查,并对此作出分析,反馈至质量内控领导层作出质控方面的评估和调整。
4 管束组装质量控制
管束由侧梁、横梁、管箱、翅片管、定位管卡组成,主要受压的元件是管箱和管道,管束组装时应检查管箱与侧梁的定位尺寸、侧梁尺寸,保证管道组装时的倾斜角度,并使管道有足够的热胀冷缩空间,减小因管道变形时产生的阻力。
5 管道管板组焊过程质量控制
管道管板组焊技术被认为是高压空冷器制造的关键工艺。管板与翅片管处的焊缝通常是空冷器的薄弱环节,也是使用过程中产生泄漏的主要部位[5],该环节的质量控制是监理工作的重点。
管道管板组焊接头型式采用平管头,焊脚可达到管道壁厚高度,焊接工艺评定拉脱试验合格。但管孔开坡口为深1.5 mm,管头与坡口根部平齐,在与制造厂沟通后,一致认为该接头有别于API 661中的内缩焊接头[7]。外伸管头在施焊过程中对机头空间走位限制更大一些。但平管头若焊接操作不当易使管道内径缩小,后续胀接时胀接头难以插入。内径缩小时采用锥形头磨头修磨管头进行扩径比较合适,禁止采用胀管器扩孔。
焊接采用深孔全位置钨极氩弧焊,焊丝材料采用ERNiCrMo-3,规格为 0.8 mm。管道管板焊缝底层焊道后续探伤发现不合格缺陷,返修比较困难,为保证焊缝一次施焊合格,坡口形式和尺寸应与工艺一致,检验时应采用坡口检验模具进行检验。
管头管板焊缝焊接中容易产生的缺陷有气孔、收弧处弧坑、及弧坑内的缩孔和微裂纹。确保坡口干净、均匀、无铁屑、无毛刺,可减少施焊过程中对钨极的障碍和损伤,稳定氩弧,从而降低产生缺陷的机率。而弧坑和弧坑内的微裂纹和缩孔均可通过调节焊机收弧时的电特性来避免。
管头管板焊缝返修时一般应将周向焊缝刮除直到缺陷清理干净,然后重新用原工艺施焊,但当缺陷尺寸较小且深度较浅时应清除局部缺陷,然后使用焊条或焊丝进行手工焊。如果返修在胀接后进行,监理时应重新审查评定和执行的返修工艺。
6 丝堵组装质量控制
丝堵孔密封采用堵头密封,密封面在丝孔下部,用丝堵预紧压堵头进行密封,该锥形密封结构更易加工[6]。密封垫采用金属MONEL垫,堵头材料为N08825锻件,丝堵采用F316L锻件,丝堵中心开泄漏孔,丝堵采用组装前检查螺纹是否完好,检查密封面,无铁屑、划痕,组装丝堵时采用力矩扳手调至设计规定力矩进行适度预紧。
部分管箱丝堵采用镀镍,镀镍厚度的检验要求可参考标准ISO 3497。
丝堵孔几何特性决定了管道管板组焊可视性和可操作性。这些几何特性包含但不限于丝堵孔直径、丝堵板厚度、孔间距、管孔直径、管板与丝堵板间距等。管道管板施焊时的最佳可视位置是在左右临近的2个丝堵孔。
7 管道管板胀接质量控制
采用液压柔性贴胀方式,严格按评定合格胀接工艺保证管道胀度,防止管道因不适当的胀接而造成机械损坏或管内缺欠扩展。
8 无损探伤质量控制
管箱纵缝采用PAUT探伤,这种探伤方法操作简单,探伤后形成图像记录[7],评定缺陷时更加直观。端板采用UT探伤,接管与管箱组焊缝也采用UT探伤。设备接管与管箱组焊所处位置受结构影响无法使用现有探伤方式进行探伤,设计阶段应组织进行协调会,设计和工艺人员进行充分沟通。监理时应重点关注探伤是否符合探伤工艺,如有变更应经过变更控制程序。
9 压力试验质量控制
压力试验按试压顺序包括:(1)管头施焊完后胀管前进行管头泄漏试验;(2)胀管后进行水压试验;(3)气密试验。
水压试验和气密性试验在监理工作中一般均作为停止点控制。检验员应提前通知设备监理人员见证压力试验,监理人员应对试验用压力表、试验程序、试验压力、试验温度、保压时间等条件进行现场检查和确认。
10 结论
国内企业已有高压Incoloy8825空冷器的生产制造能力,该空冷器的应用将日趋广泛。因此,应重视空冷器制造过程中质量检验计划的确定,并使其在监理过程中得以实施。
