金属有机物化学气相沉积设备的智能化研究
2021-08-20向晓静
王 亮,向晓静
(1.季华科技有限公司,广东 佛山 528000;2.广东众元半导体科技有限公司,广东 佛山 528251)
0 引言
MOCVD(金属有机化合物化学气相沉积)设备集精密机械、半导体材料、真空电子、流体力学、光学、化学、计算机多学科为一体,是一种自动化程度高、技术集成度高、价格昂贵的高端光电子专用设备[1]。由于外延材料的生长速率比较适中,可非常精确地控制膜厚,是制备纳米到微米级薄膜新材料以及光电子器件的关键设备。作为生产半导体光电器件和微波器件的关键核心设备,MOCVD设备具有广阔的应用前景和产业化价值。
1 MOCVD设备的组成
MOCVD设备主要包括气源输运与尾气处理系统、加热系统、冷却系统、反应腔体和检测及控制系统等几个部分[2],如图1所示。气源输运系统主要实现气源的运输、精确混合和调控、快速切换以及废气的处理。加热系统对反应发生的衬底进行加热,提供反应发生所需要的温度,并满足加热均匀、升温降温速度快、温度稳定时间短等要求。反应腔体为整个系统的主体结构,反应气体经过输运系统进入腔体之后,在加热的衬底表面分别发生气相化学反应和表面化学反应,经过扩散、吸附、反应和解吸附等几个复杂的步骤之后在衬底上均匀地外延生长出同质或异质的晶体薄膜。检测及控制系统实时检测腔体内的流场、温度场、薄膜厚度和均匀性等参数,并对输运与加热系统进行控制。在材料制备过程中,这一系列复杂的物理化学反应以及控制动作、程序要按照预定目标完成,要求其设备系统必须能实现智能化控制[3]。
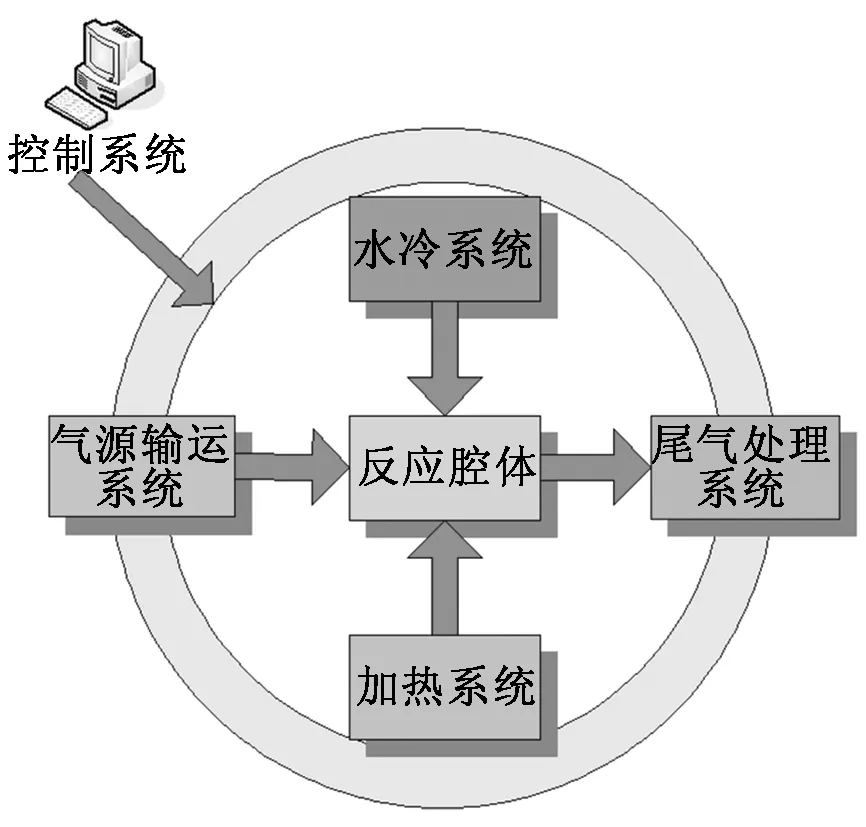
图1 MOCVD设备的主要组成部分
2 设备互联互通能力
MOCVD设备控制系统采用分级分布式现场控制总线结构,主要分为监控层、控制层、仪器仪表层三层网络结构,并可以根据客户需求开放对外接口进行设备的远程控制。监控层为安装在计算机上的上位机软件和触摸屏用户操作界面。控制层以PLC作为控制核心,实时采集现场仪器仪表设备的数据,上传给监控层上位机软件和触摸屏进行显示。PLC同时接收上位机软件和触摸屏上的用户操作命令,对设备的阀门、气缸、电机等几百个执行机构进行控制。
控制层与仪表层采用工业现场总线通讯方式。控制系统选用行业主流PLC与仪表层的流量控制器、压力计、温控器、伺服驱动器、水浴槽等现场设备之间进行数字通讯,采用RS485、Profibus以及DeviceNet等现场总线的通讯方式。这些现场总线为开放式互联网络,均可实现多站点双向通讯,网络利用率高、响应快、简单可靠、经济实用,适用于分布式控制系统。用户在维护更换仪表器件时也更加灵活方便,为系统的稳定性及提高生产率提供了可靠保障。
控制层与监控层采用实时以太网通讯。PLC与上位机用户操作软件、PLC与触摸屏人机交互界面均采用Ethernet/IP以太网通讯的方式,速度可达100 Mb/s,使用屏蔽双绞线、RJ45接头,通过交换机等标准的以太网组件互联,实现信息共享。图2为MOCVD设备控制系统构成。

图2 MOCVD设备控制系统构成
3 设备自感知能力
MOCVD设备控制系统具备先进的、智能化的全方位自感知能力,能自动感知设备各器件的运行状态,如反应腔盖开/关到位状态、伺服电机和泵的运行状态;能自动感知当前配方的运行状态,包括运行、暂停、停止;能自动感知所有的工艺参数,包括流量、压力、温度,并对其进行显示和记录;能自动感知设备的报警状态,并通过三颜色指示灯及蜂鸣声告知用户当前是否产生报警。
MOCVD设备所配备的是由众元半导体公司自主研发的智能化红外在线测试仪表,可实时测量工作时石墨盘表面的温度。测温范围为450 ℃~1 300 ℃,测量误差<0.5 ℃@700 ℃,重复性误差<1 ℃(t>500 ℃)。测温响应速度快,可实现工艺温度的实时监测。并且,该仪表能有效抑制由于薄膜干涉效应造成的测温干扰,以及由于安装位置及角度偏差而造成的测温误差。
该智能化在线测试仪表还集成有膜厚测量单元,可用来测量晶片反射率。数据采样速率为30 kHz,测试误差<0.5%;可同时测试多点反射率并自动进行比较,实时计算膜厚生长速率;并可显示整炉晶片反射率Mapping值,用户通过软件即可实时察看盘面单点、多点的膜厚数据。
4 设备自适应能力
设备的自适应能力主要体现在以下几个方面:
(1) PID温度控制系统能实现热电偶、红外在线测试仪表自适应控温。温度控制系统将温度设定值和实际值传输给PID控制模块,控制模块就可以针对设定值与实际值的偏差进行比例、积分、微分运算,并通过一定规律的线性组合来调节电源的输出,最终达到精确控温的目的。稳定控制精度可以达到±1 ℃。
(2) 反应腔体压力自动抽充功能。当用户给腔体压力一个设定值后,真空泵前端的蝶阀会自动调节开度以控制真空泵抽气量的大小,使腔压逐渐达到用户设定值。控制精度为设定值的0.25%,控制范围为(0.000 1%~100%)FS。
(3) 石墨盘与喷淋间距自动调整功能。石墨盘为前述衬底的承载托盘,喷淋即利用反应气体喷头使反应气体均匀喷射到衬底表面。用户启动此功能后,系统能根据反应腔压力的变化自动调整石墨盘与喷淋间距,使其维持在用户设定值,偏差在±0.02 mm以内。
(4) 反应源输送管路(简称Run管路)流量恒定控制。通过Run管路流量恒定功能,根据用户设定的进入腔体的三族源和五族源Run管路总流量以及当前进入腔体的气体流量变化,系统可不断调节相应管路流量控制器的设定值,来保持三族源和五族源Run管路的流量恒定。
(5) 反应源切换补偿管路(简称Make up管路)自动补偿控制。当反应气体在Run管路和Vent管路(旁通排放管路,此管路气体直接被真空泵抽走,不进入反应腔内)之间切换时,会造成反应腔压力的波动。为维持反应腔压力的稳定,必须使进入反应腔的气体流量保持恒定,通过Make up管路不断切入和切出载气来实现此项自动补偿控制功能。同样,系统的Run和Vent管路压差自动调节功能能维持Run管路和Vent管路之间的压差在设计的±133 Pa以内。
(6) 手套箱压力自动控制。手套箱是一个充满高纯惰性气体的箱体,反应腔体置于其中,用于保证反应腔体打开时环境的洁净。启动该功能后,系统会在手套箱压力过高时自动打开手套箱抽气阀,降低手套箱压力;在手套箱压力过低时打开充气阀,自动向手套箱充气,以此维持手套箱压力在合理范围内。
5 设备自诊断能力
MOCVD设备控制系统内集成有安全互锁程序,且该程序运行的优先级别高于其他程序模块。安全互锁程序可实时在线监视PLC的工作状态以及所有阀门、传感器信号及其他数字模拟器件的状态。根据状态判断当前是否出现硬件故障或其他异常。其自诊断功能主要包括以下几方面:
(1) PLC从站故障,包括诊断中断、CPU硬件故障、扩展机架故障、模块热插拔中断报警、时间错误报警、IO存储故障、程序错误等。
(2) 传感器探测报警,包括氢气和氮气主管路露点过高、主管路气压过低、氢气浓度超限、排风系统故障、冷却水水流量过低、冷却水温度过高、真空泵出口压力过高等。
(3) 设备异常报警,包括加热电源异常、真空泵异常、低压开关电源异常、伺服电机异常、水浴槽异常报警等;通讯异常报警,包括PLC与上位机通讯异常、红外测温仪与PLC通讯异常、触摸屏通讯异常、流量计/蝶阀等仪表通讯异常报警;外部触发报警,包括紧急停止按钮按下、工艺停止按钮按下等。
(4) 工艺运行异常报警,例如加热器三区功率不平衡、石墨盘转速过快、反应腔温度过高、热电偶异常等。
当设备内部或外部报警被触发时,根据报警级别不同,系统会通过在上位机弹出报警提示框、设备报警指示灯闪烁、蜂鸣声报警来通知用户。用户可以在上位机的“警报”页面中查看报警产生原因及处理方法。严重报警时,系统将自动做出安全处理,停止工艺,关闭危险气体阀门,缓慢降温,将整机恢复到待机吹扫模式。如果报警一直存在,设备会被锁定为安全状态,禁止工艺运行,直到解除报警为止。
6 设备数据自采集能力
MOCVD设备控制系统上位机服务器通过与PLC建立以太网通讯,每隔500 ms读取PLC采集到的数字、模拟器件的值以及报警信息。设备能对接收到的数据进行分析处理,记录各器件的属性值,存入数据库,将数据发送给客户端,并自动对数据进行备份。
MOCVD设备控制系统上位机客户端能提供完整的用户操作界面,实时显示当前各器件的值和状态,也可以显示模拟器件的曲线图。用户可查询一周内设备所有器件以及报警历史数据值及曲线图。另外,在客户端还提供统计分析功能,设备可根据压力、流量、温度和时间自动进行MO源消耗量统计。用户可以在客户端上选择对数据库进行自动和手动备份。
MOCVD设备历史数据查询软件可以查询设备使用以来所有时间数据以及操作记录,并可导出这些数据,便于进行分析。MOCVD设备上位机软件构架如图3所示。
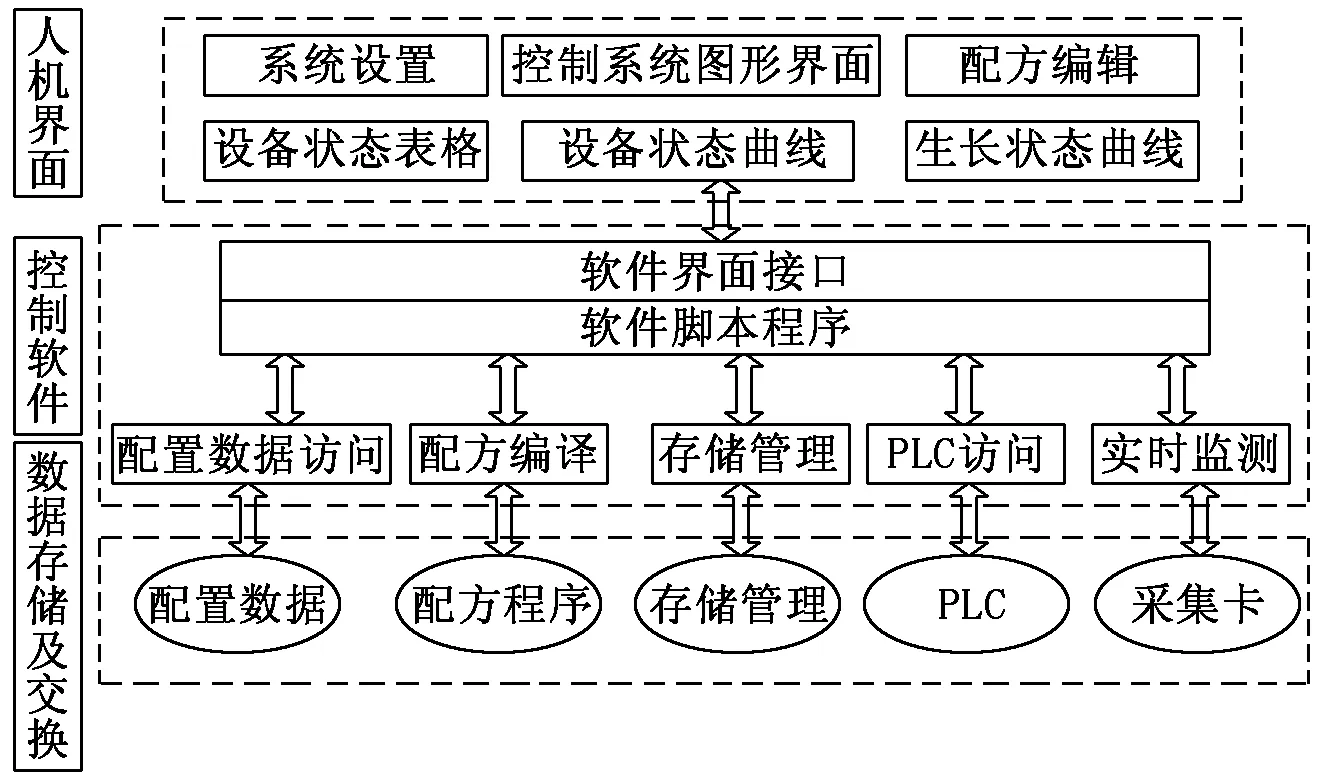
图3 MOCVD设备上位机软件构架
7 结束语
通过对MOCVD设备的互联互通能力、自感知能力、自适应能力、自诊断能力、数据收集能力等五个方面的智能化水平进行研究,使其具备自感知、自诊断、自适应、自决策等功能。设备运行可靠、稳定,遇到异常时能及时记录并自行调整,在长达8 h的工艺运行过程中基本可实现无人值守。
