外冷器换热效率监测在碳化塔热煮中的应用
2021-08-18李丹丹王胜伟王亮亮蒋建红张志强
李丹丹,王胜伟,王亮亮,蒋建红,张志强
(中盐昆山有限公司,江苏 昆山 215300)
中盐昆山有限公司是以纯碱为主要产品的化工生产企业,外冷式碳化塔作为重要的生产设备,共有10座塔,分二个塔组,每组四制碱一清洗,制碱96 h后转入24 h清洗,目前年生产能力可达80万t。在制碱过程中,碳氨Ⅱ与CO2在塔内反应后自然循环至外冷器产生过饱和溶液,通过调整外冷器出水阀开度控制塔内温降梯度,实现调控一次晶核生成速度及晶核生长速度,从而制得晶粒粗大NaHCO3晶体及其他成分的母液悬浊液,从塔底取出后经真空带滤机过滤、洗涤后,形成厚度均匀的滤饼进入煅烧炉高温热解为纯碱(Na2CO3),分解出的CO2经压缩送入制碱塔,滤液经冷却结晶、分离干燥后制得氯化铵(NH4Cl)。在NaHCO3晶体的析出过程中,外冷器起到不可替代的作用,影响NaHCO3晶粒的大小及分布,进一步影响重碱水分以及煅烧蒸汽能耗[1]。
本公司外冷器冷却管采用钛材制作,结疤不易在冷却管内部聚集,但行业内普遍采用的是四制碱一清洗作业的生产模式,即72 h制碱24 h清洗,而本公司采用96 h制碱24 h清洗,制碱时间较长且清洗时间并未同步延长。因制碱作业时间的延长,黏晶以及单晶在塔内壁、筛板以及管壁上不断聚集,在倒塔操作时,清洗条件以及塔况的不同,致使清洗效果变差。因此,在运行一段时间后,碳化塔内壁以及冷却管内结疤现象屡见不鲜,使得碳化塔以及外冷器内部有效面积减少,造成碳化产量降低以及细晶增多,缩短制碱作业周期。
1 碳化塔清洗工艺存在的问题及解决措施
在制碱过程中,有结晶的析出,必然伴随着黏晶、单晶等结晶物质向塔内壁以及冷却管表面析出而产生结疤。如表1所示,碳化塔内部结疤以NaHCO3为主要成分,约占84.6%。结疤腐蚀碳化塔内壁、筛板以及外冷器冷却管,导致制碱效率下降,同时加剧了母液的湍流,促使二次晶核的生长,影响碳化结晶,进一步影响纯碱成品粒度,降低客户满意度。

表1 碳化塔内部结疤成分含量
本公司碳化塔常规采用的清洗介质为吸氨后的热氨Ⅱ母液,温度控制在30~35 ℃,清洗过程为热氨Ⅱ在氮气的鼓动下清洗碳化塔后进入中和水桶,形成碳氨Ⅱ母液,经过滤及换热后进入制碱塔制碱。在生产中有时为了控制进入制碱塔的碳氨Ⅱ温度在合理的工艺指标范围内,清洗作业时将外冷器出水阀开度控制在20%~50% ,热氨Ⅱ不能充分溶解塔壁以及冷却管结疤,清洗效果变差,外冷器换热面积减少,换热效率相应地下降。冷却管结疤易导致局部过冷或者过饱和[2],对碳化结晶极为不利,因此必须采用热煮碳化塔的手段来解决结疤问题。本文通过监测外冷器换热效率,判断碳化塔是否需要热煮,从而增加外冷器换热面积,改善碳化结晶。
外冷器换热效率是评价其传热性能好坏的一项重要指标,一些文章[3,4,5]对换热器换热效率进行了大量的基础研究验证,并对换热效率η定义为实际传热Q实际与理论上的最大传热量Q最大之比,即:
(1)
其中,Q实际为外冷器实际可传递热量;Q最大为理想最大可传递热量;W为母液流量;Cp为母液比热容;T1/T2分别为母液进出外冷器的温度;t1/t2分别为循环冷却水进出外冷器的温度。
根据换热器换热效率公式(1),在综控DCS操作画面上进行了组态设计,实时显示外冷器换热效率,便于监测外冷器的换热性能,从而判断碳化塔以及外冷器的工作性能。实施案例如图1所示,在制碱作业后期,换热效率不断下降,说明冷却管内部产生较多的结疤,需要及时进行热煮,改善外冷器换热性能。
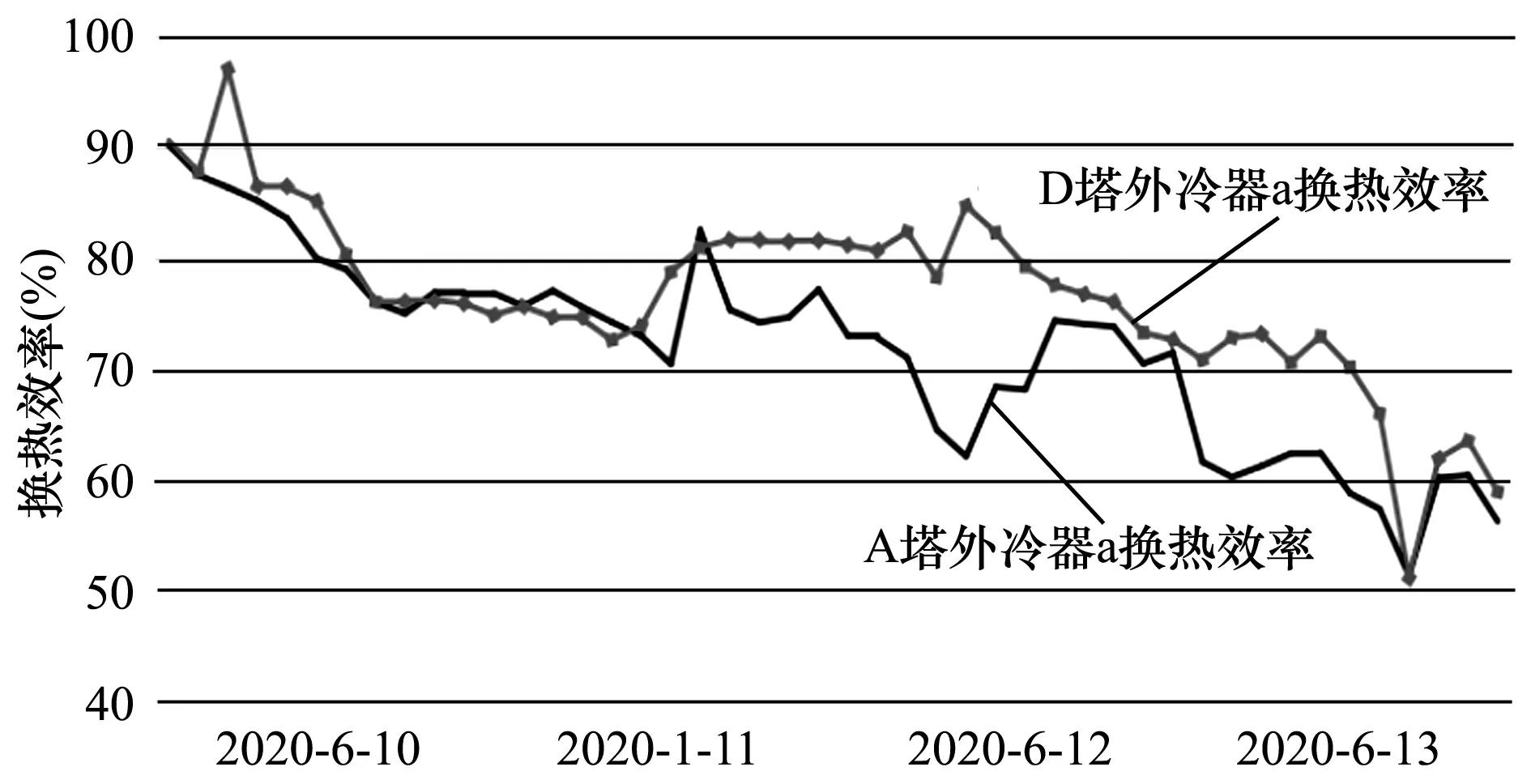
图1 换热效率曲线及
2 换热效率的监测
根据外冷器冷却管内外冷热流体之间的换热效率,判断冷却管内部析出结晶结疤的情况,为是否启用热循环水热煮碳化塔提供重要参考。如表1所示,通过调查A塔外冷器(a)月周期制碱作业换热效率发现,整个作业周期尤其是作业后期,A塔换热效率较低,应当及时进行通管冲洗恢复换热性能。此外,表1足以说明碳化塔在长期制碱作业下,使用常规的AⅡ清洗对于提高碳化塔外冷器换热效率的幅度有限,因此需要进行热煮清除冷却管内的结疤。实施热煮时,利用废淡液板式换热器加热洗塔水,提高水温,降低蒸汽能耗,增加塔内壁、筛板及冷却管结疤的溶解度,快速恢复外冷器换热效率,提高碳化结晶质量。
在外冷器换热效率得到保障下,常规的AⅡ清洗配合热煮碳化塔表现出较强的优势。在96 h制碱作业周期内,外冷器换热效率基本保持不变,且能够在多个制碱周期内稳定在90% 以上的换热效率。在连续多个制碱作业周期内换热效率基本保持不变,主要优势体现在以下几个方面。
1)安全环保上,碳化塔常规采用热AⅡ清洗,根据换热效率决定是否需要热煮,以改善碳化结晶。热煮后的洗塔水回收至联碱生产系统作为补液,既不破坏系统母液和水平衡,也避免了含氨等废液的排放等问题,实现环保与降本增效双赢。
2)能源消耗上,利用废淡液板式换热器加热洗塔水至50 ℃左右,通入少量1.4 MPa蒸汽维持水温在60 ℃,不需要消耗大量的蒸汽热能,便可提高洗塔水水温,大大降低了能耗,同时也能够节约洗水加热的时间,缩短煮塔时间,节约运行成本。
3)产品质量上,碳化塔进行热煮后,外冷器内部结疤得到有效地去除,提高了碳化塔以及外冷器内部有效面积,从而提升了外冷器换热效率,使得出碱温度可调控。原出碱温度一直保持在39 ℃以上。而由于换热效率可监测,将出碱温度调整至38 ℃以上,运行2~3个制碱周期。经连续试运行后,外冷器换热效率仍较高,碳化结晶质量以及产量在原有的基础上得到了提升,重碱水分以及煅烧汽耗进一步降低,纯碱日均产能得到提高,单塔纯碱日产量可达到300 t/d以上。
3 经济效益测算
煮塔洗水用量200 m3,水的比热4.18 kJ/(kg·℃),1.4 MPa蒸汽焓值2 788.4 kJ/kg,蒸汽按目前市场价155元/吨计算。200 m3洗塔水温度由25 ℃升至60 ℃,需要的1.4 MPa蒸汽量为:200×4.18×(60-25) / (2788.4-4.18×60)=11.53 t;同理,200 m3洗塔水温度由50 ℃升至60 ℃,需要的1.4 MPa蒸汽量为3.29 t ,则实施一次洗塔可节约蒸汽成本为:(11.53-3.29)×155=1 277.2元/t。
4 结 论
换热效率的计算组态,能够较好地监控外冷器换热性能以及塔况,针对碳化生产中出现的问题及时调整工艺策略,如母液进液温度居高不下、循环冷却水进出口温差小等问题,结合效率曲线表可判断碳化塔及外冷器工作情况,适时进行热煮,为纯碱生产提供可行性操作,使碳化结晶粒度得到可控。虽热煮碳化塔能够有效去除塔内壁、筛板以及外冷器接管内结疤,但热煮不仅需要消耗蒸汽热能,而且造成系统水膨胀,故不能常用。因此,换热效率的监测能判断热煮是否需要投用,使热煮发挥最大的经济效益,做到既不破坏系统水平衡,又能达到环保要求,改善碳化塔塔况,提高碳化结晶,降低重碱水分以及煅烧蒸汽能耗,为公司降本增效提供有力保障。
