紫外光交联电缆生产常见问题分析及措施研究
2021-08-14杨光
杨光
(金川集团电线电缆有限公司,甘肃 金昌 737100)
紫外光辐照交联技术是继电子束辐照交联、化学交联、硅烷交联后的新型电线电缆交联技术,该技术自1988 年以来获得国家自然科学基金多次资助,进行光交联技术的应用基础研究。“七五”“八五”期间,获中国科学院重大项目资助,铁道部“九五”技改项目资助,将该研究成果进行工业化转化研究。中国科学技术大学针对该技术申请了四项专利。润特科技有限公司引进中国科技大学专利技术后,通过近几年的研发,已对紫外光交联技术完善,与中国科技大学、设备制造厂联合研发适用于产业化生产紫外光交联材料配方体系及国产设备的研制,取得了突破性科研成果:(1)光交联速率提高了近10 倍。(2)均匀交联速度显著提高,光交联工业设备均匀交联的厚度可达20mm。(3)1KV 电缆分色标识问题得到解决。(4)电缆材料的耐温等级有了重大突破,研制开发了90℃、105℃、125℃、135℃等系列紫外光电缆材料。(5)低烟无卤阻燃光交联电缆料配方体系研制成功。(6)成功研制了国产高压汞灯为光源的紫外光辐照国产交联设备。
1 紫外光交联工艺原理
以聚烯烃为主要原料掺入适量的强化交联光引发体系,在一定条件下用紫外光照射,通过光引发剂吸收特定波长的紫外光引发产生聚烯烃自由基,从而发生一系列快速聚合反应,将单独的聚烯烃长链大分子用化学键联接成三维网状的交联聚烯烃分子结构,如图1 所示。
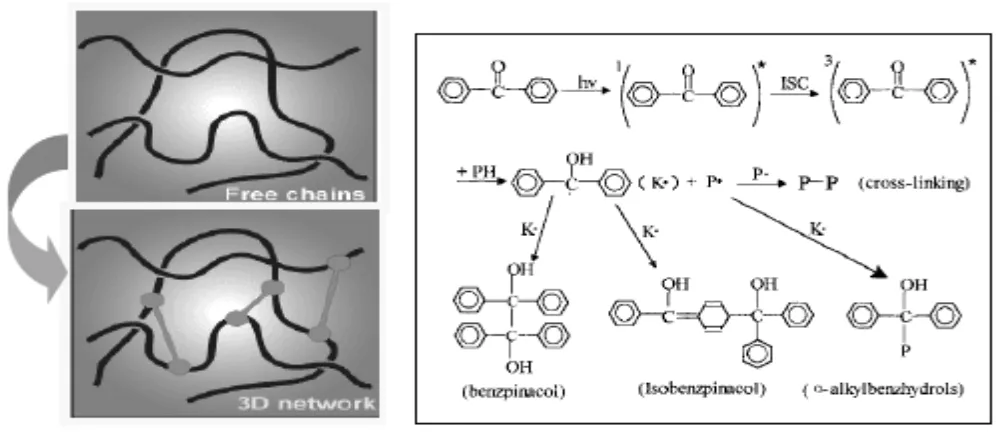
图1 紫外光交联原理示意图
紫外光交联法设备工艺流程如下:采用紫外光作为辐射源,将混炼好的光交联聚烯烃配料挤塑包覆在导体线芯上,然后,立即进入紫外光交联设备中进行熔融态光交联(如图2)。

图2 紫外光辐照交联生产线工艺流程
2 常见问题原因分析及解决措施
紫外光辐照交联电缆在理论上虽然突破了一些瓶颈,实现了工业化生产,但在生产实践过程中仍然有许多问题,概况起来大致有4 点。
2.1 交联度不合格
按材料厂家提供的工艺速度和厚度,在生产时仍然出现了交联度不合格的情况,这种情况的产生主要原因有:(1)反光板表面太脏,沾有灰尘和烧焦的绝缘料,长期未清理造成反光板失效,不能将光源聚焦到中心点上造成交联度不合格。因此,每次停机必须用干净抹布蘸酒精清理反光板表面的灰尘,不得用带绝缘的线芯作为牵引线以及停机时应将绝缘线芯走出辐照箱再关闭灯光,以防止绝缘在辐照箱高温下烤化滴落在反光板上;(2)偏心,当偏心度超过14%时,取样做哑铃状压片取较厚一侧则会出现不合格。针对此问题,应将偏心度控制在14%范围内或按照较厚一侧选择工艺速度;(3)高压汞灯损坏或过了衰减期。损坏的灯管要及时更换,一般情况下,连续生产800h 的高压汞灯已经到了衰减期,无论灯管是否损坏,都应立即更换灯管方可保证交联度稳定;(4)操作工在开机时按产品截面选择生产速度,如10mm2厚度为0.7mm,速度为40~60m/min,而实际若将厚度控制到0.8~0.9mm,速度仍然选择40~60m/min 生产,则必然会出现交联度不合格问题。因此,操作工在按工艺速度生产时,应该根据绝缘厚度较厚一侧选择对应的生产速度;(5)北方冬季生产时,紫外光绝缘材料在挤出过程中,因外部环境温度低骤然冷却使绝缘层形成内应力,影响绝缘的热收缩性能。同时,温度过低的铜导线与绝缘层接触时,会在绝缘层内表面形成结晶层,影响紫外光透射造成交联度不合格。为此可采用中频感应式导线预热,预热温度为110~120℃;冷却系统采用三段分段式冷却,第一段温度为80±5℃,第二段温度60±5℃,第三段为水冷却。
2.2 料流不稳
在挤出紫外光绝缘料时,由于长时间未清理螺杆,部分绝缘料在螺筒内积累形成回流易出现出料不稳现象,另外,就是电缆料在生产环节或包装不善及打开包装的电缆料长期受日光照射,易产生预交联造成绝缘料不稳。针对这些问题电缆厂家应每周清理一次螺杆,严禁电缆料长期裸露在日光下,同时电缆料厂家在使用包装材料时,一定要选择正规厂家生产的不透光的材料,防止在搬运或储藏时因日光照射产生预交联。
2.3 绝缘表面破裂
紫外光辐照交联绝缘料的温度控制范围非常广,从170~230℃均能正常加工且能满足性能要求,但连续生产12h后,由于螺杆对料的剪切作用产生剪切热从而造成温度升高出现间断性绝缘表面破裂现象,因此,紫外光绝缘料生产时温度控制在170~190℃比较合适,同时,在连续生产12h 后,将熔融段温度降低5℃左右为宜。
2.4 表面有麻点
紫外光辐照交联绝缘料挤出后表面光滑、透亮,但当温度控制较低,或者模具选择不合适时极易出现表面麻点现象,因此,合理选择温度、模具是避免出现表面麻点的关键。一般而言,紫外光料挤出时,三区、四区温度应控制在185~190℃,每批次的料温度稍有偏差;模具选择上模套应该比挤PVC 时偏大约3mm,当选择太大模套时,易出现断胶现象。
3 结语
紫外光辐照交联电缆有性能好、成本低等诸多优势,生产过程中,应加强辐照设备日常检点和维护、模具选配、材料管理、工艺参数控制、生产过程控制,才能保证紫外光辐照交联电缆质量稳定可靠。
