浅谈港口桥式抓斗卸船机钢丝绳“颠倒”式更换新工艺
2021-08-14王晨康立乾杨洋
王晨,康立乾,杨洋
(日照港集团岚山装卸分公司,山东 日照 276800)
1 背景
桥式抓斗卸船机是现阶段港口散货装卸的主要力量,其作为卸船机中最重要的部件之一,钢丝绳费用占据年度成本中较大一部分。
随着吞吐量和设备利用率的持续增加,钢丝绳在使用过程中的磨损越来越快,增加了钢丝绳裁头及更换频率。此前按照厂家建议及使用说明书中要求,在达到钢丝绳报废期间需要对磨损的钢丝绳进行两次裁头,重新浇灌梨形头才能达到钢丝绳正常使用寿命,传统的钢丝绳裁头工艺存在人员占有率大、设备停机时间长等主要问题。以某沿海港口为例,具体如下:
(1)人员需求多。在钢丝绳裁头使用过程中过程中,需要新旧钢丝绳连接焊接手1 名,钢丝绳拆分弯头及梨形头浇人员3 名,地面指挥人员1 名,操作司机1 名,机房内钢丝绳压板螺栓拆装、引导钢丝牵引人员3 名,共计9名人员协助。

表1 1~5 月卸船机钢丝绳更换时间统计表
(2)停机时间长。每次裁头拆分钢丝绳与浇灌冷却等,更换单机(2 根)钢丝绳需要8h(表2)。

表2 钢丝绳更换时间分布统计表
此港口现有卸船机3 台,根据钢丝绳磨损情况,钢丝绳平均使用量约170 万t,基本每个月需更换四根钢丝绳,期间还需要裁头两次。全年卸船机钢丝绳约需要停机432h、576 人次,占用大量作业人员及卸船机停机时间,给生产保障带来了较大影响。
2 创新措施
通过不断的对钢丝绳使用、更换以及裁头的研究,发现海侧钢丝绳磨损较严重位置为距梨形头100m 左右的位置,陆侧钢丝绳磨损严重位置为距梨形头80m 左右的位置。通过计算,钢丝绳“颠倒”使用后,经过钢丝绳磨损较严重的位置的钢丝绳为完好的钢丝绳,掉头后磨损严重的钢丝绳刚好经过磨损特别小,几乎没有磨损的位置。
根据计算结果对钢丝绳更换工艺进行试验,由之前钢丝绳操作量50 万t 左右裁一次头,改为钢丝绳操作量达到100万t 左右时换下钢丝绳,在地面将梨形头浇灌、牵引螺母焊接等工作完成,备着掉头使用。避免了每次钢丝绳裁头对钢丝绳产生的伤害,掉头后可继续使用约120 万t。
3 应用推广及效益情况
(1)减少钢丝绳更换人员配置。绳连接焊接手1 名,钢丝绳拆分弯头及梨形头浇人员3 名,现在只需地面指挥人员1 名、操作司机1 名,机房内钢丝绳压板螺栓拆装,引导钢丝牵引人员3 名。卸船机更换钢丝绳可由之前的9 人减少到6 人协助,减少作业人员3 名。通过卸船机钢丝绳使用工艺优化项目的实施,可有效解决人员不足与生产维护之间的难题(表3)。
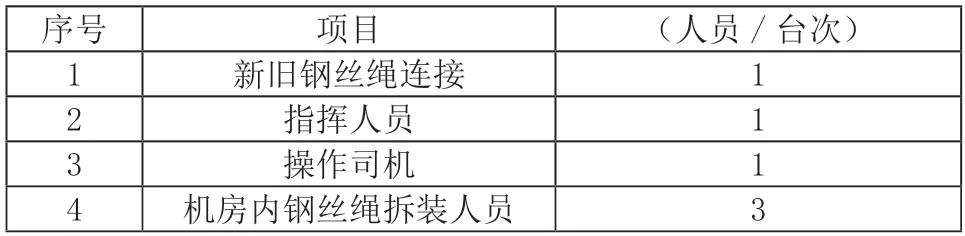
表3 钢丝绳更换新工艺实施后每台次更换人员分布统计表
(2)缩短钢丝绳更换作业时间。旧工艺单台卸船机更换2 根钢丝绳需要8h。采用新工艺后,减少钢丝绳拆分浇筑冷却等环节,可有效提高作业效率。通过卸船机钢丝绳更换工艺优化项目的实施,更换2 根钢丝绳仅需要4h,较之前减少4h,省掉1 次裁头次数,共计减少12h。每台车每年换4 次主机钢丝绳,每次换4 根,3 台卸船机年可减少卸船机停机时间12×4×2×3=288 余h,卸船机装卸货物主要为铁矿石类,每小时装卸约2000t,卸船机利用率约为55%,按利润9 元/t 计算,可多创造288×2000×55%×9=2851200 元(表4)。

表4 钢丝绳更换新工艺实施后单根钢丝绳更换时间分布统计表
减少钢丝绳成本。原车配置钢丝绳海侧两根331m,陆侧两根278m,平均使用量170 万t,中间裁头两次,成本为(2×331+2×278)×14.4kg/m×11.3 元/kg+(9×30 元/h×8m)×2+4000×4,=218513 元,吨成本为218813 元/170万t=0.1285 元/t,现在新进钢丝绳长度采用海侧250m 路侧200m,平均使用操作量为220 万t,中间不需要裁头,成本 为2×(250+200)×14.4kg/m×11.3 元/kg+(6×30 元/h×3h)=146988 元,吨成本为146988 元/220 万t=0.067元/t,按15#泊位年度2200 万指标计算,共计节省2200 万t×(0.1285 元/t-0.067 元/t)=135.3 万元。
综上,卸船机钢丝绳更换工艺优化经济效益如下:第一,年可减少卸船机停机时间288 余h。卸船机装卸货物主要为铁矿石类,每小时装卸约2000t,按利润9 元/t 计算,按照卸船机55% 的利用率计算,可多创造288h×2000t/h 55%×9 元/t=2851200 元。第二,钢丝绳年使用量成本节约:2200 万t×(0.1285 元/t-0.067 元/t)=135.3 万 元。第三,节省灌头次数按照年产量2200 万t 计算,4 根×2200万t/170 万t/根=51.76 次,每次灌头需要4530 元,节省灌头费用:4530 元/次×51.76 次=23.45 万元。
综上所述,卸船机钢丝绳更换工艺优化项目,年可节约钢丝绳成本135.3 万元,多创造效益285.1 万元,年可节省灌头成本23.45 万元。
社会效益。第一,提升了港口大型设备的完好率,满足了港口货物装卸需求,杜绝了安全隐患,保障了生产;第二,一定程度上降低了卸船机的停时,提高公司整体服务形象;第三,卸船机钢丝绳更换新工艺不仅能广泛应用于其他相关行业领域,还能促进相关行业领域升级与发展。
4 结语
桥式抓斗卸船机有助于提高港口大型设备的可靠性、完好性。我们将继续广泛推广运用钢丝绳更换工艺,积极开展大型机械钢丝绳在线状态预警系统,降低更换频率,提高作业效率,不断提高港口设备的管理水平和效益。

