浅析基于S7-1200PLC 的M 边全自动套袋机控制系统设计
2021-08-14谢国强任雷张宝进刘洪霞
谢国强,任雷,张宝进,刘洪霞
(1.宝佳那智机器人研究院,山东 青岛 266112;2.安徽科技学院,安徽 蚌埠 233000)
套袋机也叫包装机,是一种代替人工往物料灌装机械上套装包装袋的机械。自动套袋机代替了手工套袋,为企业实现了包装自动化,操作员只要一次性将几百个包装袋,放在设备的袋库,设备机械会自动取袋、送袋、开袋、套袋,然后灌装物流,并封口、输出。包装全过程无须人工作业,有效率地提高了生产效率,节约了人工费用及管理费用,大幅度降低了成本,大大节约物料的储存时间,减少了人力、物力,提高物料周转速度,保证了工艺和市场订单的需求速度,满足客户要求。套袋机的适用范围极其广泛,可用于化工行业、食品行业、饲料行业等。可以根据不同的物流配套不同的下料计量装置实现颗粒、粉末、块状等产品的全自动化包装。
1 主要的技术参数与性能规格
(1)最大包装能力:600 袋/h,重量25~40kg/袋。
(2)包装袋材料:纸塑复合袋、覆膜塑料编制袋、铝塑复合袋。
(3)袋口型式:M 型袋口或一字型袋口。
(4)包装袋尺寸:高800~1000mm,宽420~500mm(M边未展开尺寸)。
(5)袋库容量:最多可储存500 个空袋。
(6)封口形式:缝边、包边、热合等。
(7)设备外形尺寸(长×宽×高):4400mm×2350mm×2150mm。
(8)设备重量:约2T。
(9)额定功率:7.5kW,AC 380V±10%,50Hz。
(10)耗气量:约600NL/min,气压:0.6MPa。
2 系统组成
2.1 工艺流程
M 边全自动套袋机主要包括供袋、取袋、送袋和上袋,然后灌装物料,抱袋移包,最后折边缝合。
2.2 系统组成
(1)推袋机构。推袋机构主要由推袋气缸、推袋杆、导向轮及各固定板组成。主要功能是袋库工作位的袋子用完后,自动把袋库等待位的袋子推倒袋库工作位。
(2)取袋机构。取袋机构主要由伺服电缸、取袋气缸、真空方管、吸盘及各连接板组成。其功能是将在工作位的包装袋,每次拾取一个包装袋放到送袋平台上,等待送袋平台上的包装袋送走后,可以继续放下一个包装袋。
(3)对中送袋机构。对中送袋机构由对中装置、送袋轮和送袋压轮组成,包括对中气缸、驱动电机、送袋轮、送袋压轮、压轮气缸等。其功能是将取袋机构送过的包装袋对准中心线后,继续向上袋位置输送。
(4)上袋机构。上袋机构用来将包装袋袋口撑平后,通过回转运动将包装袋转接到夹袋开口机构的过渡机构。包括上袋伺服电机、上袋回转轴、上袋手臂、夹袋气缸、夹袋爪等。
(5)夹袋开口机构。夹袋开口机构包括下料斗、料门开闭装置、夹钳摆动装置、料袋开口装置,用来实现包装袋的夹持、开口、物料填充及袋口平整保持工作。
(6)夹口导引机构。夹口导引机构包括驱动部分、动力传动部分、袋口导引部分。夹口导引机构下方有皮带输送机,与皮带输送机配套使用。满物料袋子由前端夹口移包机构整体输送过来后,通过袋口导引部分,将袋子送到后端封包机进行封包。袋口导引机构通过变频器控制来调整速度,方便调节与后端缝包机或者热缝合机匹配速度。导引机构提高了包装袋袋口整形的效率与美观度。
(7)夹口移包机构。夹口移包机构包括袋口夹口部分、抱袋部分以及伺服运动部分。满物料的袋子在夹口撑袋机构将袋子落下后,夹口部分与抱袋部分同时迅速夹紧袋口以及抱紧袋子,通过伺服电机将袋子送到后端夹口导引机构中。
(8)立袋输送机构。立袋输送机由动力部分、架体、颠袋机构以及支撑部分组成。立袋输送机采用变频器控制速度,与夹口移包机构部分、夹口导引机构部分匹配使用,保证其速度匹配。其中,掂袋机构经过多次掂袋动作后,可以保证物料在袋子中比较厚实。
3 控制系统实现
由于包装自动生产线的控制信号都为开关量,而且目前PLC 具有运行速度快、结构小巧、可靠性高和通用性好等特点,非常适合恶劣环境(高温、粉料等)下工业现场的控制。由于本自动化套袋机生产线的动作流程比较复杂,I/O 点数比较多,因此选用西门子公司的S7-1200 系列的PLC 作为主控制部件。
3.1 PLC 控制系统硬件设计
PLC 控制系统作为整个生产线的核心部分,而在套袋包装生产线中,设备动作多,运动比较复杂,因此需要控制系统具有良好的节能措施、较高的可靠性和较强的故障诊断能力,从而确保整个生产线的稳定运行。由于包装生产线中的大多数控制为开关量,动作关系复杂。I/O 点数也比较多,因此本文选用西门子公司的S7-1215C。该PLC 为模块式结构,可根据控制系统的需求进行灵活的组合以到达最佳的配置。
(1)系统硬件配置:系统硬件配置包含S7-1215C 基本控制单元、SM1213 的IO 扩展单元、控制元件(交流接触器、电磁阀、变频器、伺服驱动器等)、检查元件(真空开关、接近开关、光电开关等)、人机操作界面(按钮、指示灯等)和执行元件(气缸和电机等)。
(2)S7-1200 系列PLC 是包含电源、CPU、程序存储器和输入输出模块组成的单元型的可编程控制器。其主机称作基本控制单元,主机备用可进行扩充的输入输出点数的扩展单元,另外,还可以根据需求连接一些特殊的扩展设备,进行特殊的控制。
(3)在进行S7-1200 系列选型时,应考虑如下问题:输入输出点的总量是多少,控制元件的电流是多大,来选择输出模块使用晶体管还是继电器,供电电压使用直流24V,还是用交流220V。因此,特殊模块和扩展模块的总耗电量应控制在扩展单元和基本单元的电压范围内。
3.2 I/O 变量定义
由于输入输出点数比较多,如表1 所示,显示部分输入输出点。
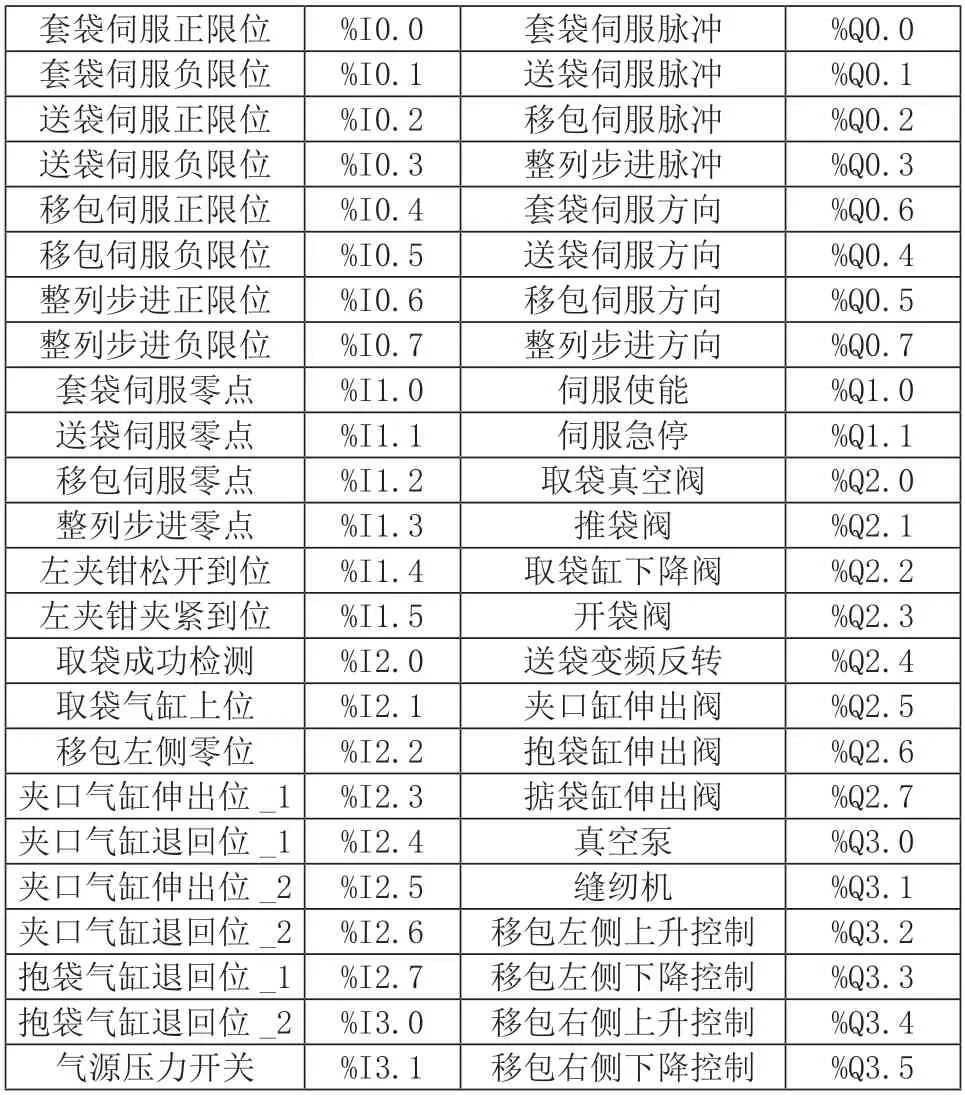
表1 输入输出点
4 系统软件设计
4.1 功能设计
M 边全自动套袋机控制系统有3 种工作模式,分为清料模式、自动模式和手动模式。清理模式是自动操作清除最后一车物料。自动模式是进行自动取袋、送袋、对中、套袋、灌装、抱袋移动、缝合等一系列的动作,完全不需要人参与。出现小故障,可暂停处理,处理完毕后继续运行。手动模式是可以手动操作每个气缸或电机单独动作。当在自动模式无法进行简单处理的故障时,需要转到手动模式进行处理,然后,重新运行设备。
4.2 工艺自动化流程
M 边全自动套袋机控制系统的主程序流程如图1 所示。包括自动模式子程序、手动模式子程序、清料子程序、故障处理子程序、伺服电机控制子程序等。其中,自动模式程序流程采用结构化顺控编程。如图2 所示,显示了详细的每步动作。由于篇幅所限,其余程序流程不做详细介绍。

图1 M 边全自动套袋机主程序流程图
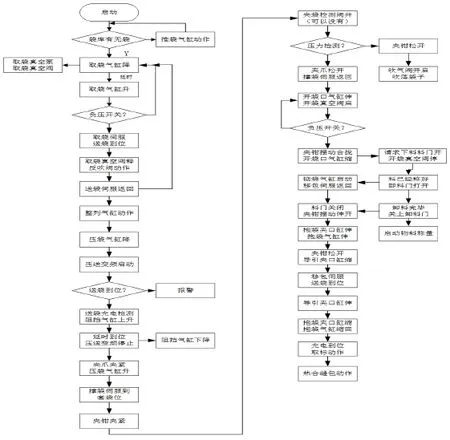
图2 自动控制模式主程序流程图
5 结语
全自动套袋机生产线包含电控、机械和气动等控制系统,虽然设备结构比较复杂,但操作却非常简单。整个生产线上设置了多个操作盘和触摸屏,并可进行自动和手动操作的选择切换,在进行手动操作时,可对某个单元的一部分机器或动作进行控制操作。操作盘上有故障运行指示灯,触摸屏上有详细的报警信息、生产物料的数量等,以便操作人员及时了解所有设备的运行状态。
