铝铁电极电絮凝法处理镀镉废水的研究
2021-08-12张欣,张丽
张 欣,张 丽
(四川化工职业技术学院,四川泸州646099)
在钢材镀镉工艺中,主要有电镀镉和电刷镀镉两种技术。电镀镉与其他电镀金属相比,优点在于便于焊接、耐盐分环境和碱性物质、不会产生大量的腐蚀产物、不易产生氢脆现象[1-2]。虽然电镀镉层对于钢铁等基材的保护具有诸多益处,但在实际生产过程中不可避免地会出现大量的含镉废水。含镉废水具有脂溶性、毒性和生物富集性,容易造成对生物和环境的镉污染,损坏人体的骨骼和脏器器官[3-4]。目前,较为成熟的处理含镉废水的工艺方法有化学沉淀法、吸附法、漂白粉氧化法、铁氧体法、离子交换法等。然而,各种方法均有一定的缺陷,镉废水处理的研究仍然在不断地深入探讨之中[5]。
电絮凝技术作为一种成熟的工业水处理技术,是集氧化还原、气浮、絮凝为一体,具有操作简便、可一次性去除多种污染物等优点的工业处理废水的方法之一。利用铝、铁等活性金属材料作为阳极,电解氧化生成活性金属离子后经水解、聚合成为凝聚剂,对水中悬浮物和有机物凝聚处理。此外,电絮凝工艺中不需要添加其他化学试剂,因而不会产生二次污染,环保效应良好[6-7]。
笔者以铝铁混合电极作为阳极,表面活化预处理后利用电絮凝实验装置,拟对某工厂生产过程中产生的镀镉废水纯化处理。溶液初始pH≈4.0,常温条件下进行实验。
1 实验部分
1.1 实验原料
某钢铁厂镀镉废水,水质指标见表1;铝铁电极,山东圣源冶铸材料有限公司;硝酸,分析纯;盐酸,分析纯;氢氧化钠,分析纯;氯化钠,分析纯;氯仿(CHCl3),分析纯;PAM(聚丙烯酰胺),优级纯;双硫腙,分析纯;TBP(磷酸三丁酯),分析纯。

表1 镀镉废水水质指标Table 1 Water quality index of cadmium plating wastewater
1.2 实验仪器
PVC容器;UV-2600型紫外可见分光光度计;实验直流电压源;FA-001型分析天平;LS-609型激光粒度分析仪。
1.3 铝铁电极的预处理
采用n(Fe)∶n(Al)=2∶1的混合电极,将混合电极置于pH=2.0的盐酸溶液中浸泡30 min,通电5 min(电流密度为0.3 A/dm2)清除电极表面多余杂质,然后用钢刷清洗电极表面后备用。
1.4 实验方法
电絮凝实验装置为2 L的PVC材料容器,电极为160 mm×2 mm×70 mm的铝铁混合电极板,电极之间相互平行,距离为20 mm,采用胶木夹固定。电流大小由直流电压源控制,输出电流范围为0~4 A。向容器中倒入某厂生产过程中产生的镀镉废水,利用NaOH和HCl调节溶液初始pH≈4.0,温度为室温。反应时长控制在1.5 h以内,投入少量PAM溶液增大絮体体积,提高絮凝沉降效率。进行三级梯度电絮凝沉降处理,每级处理后采用双硫腙-TBP萃取光度法测定实验过程中Cd2+浓度的变化。
1.5 实验测试与表征
Cd2+浓度的测定:将高纯镉溶于硝酸后加入浓盐酸蒸发,配制质量浓度为0.2 g/L的镉标准溶液。待测镀镉废液加入V(盐酸)∶V(浓硝酸)=2∶1的混合酸溶液,微热15 min除去溶液中有机物,充分消解后定容至100 mL容量瓶待测。采用双硫腙-TBP为萃取剂、m(钛铁试剂)∶m(酒石酸钾钠)∶m(碘化钾)=1∶6∶1的混合试剂为掩蔽试剂[8]。利用镉标准溶液绘制浓度-吸光度标准曲线,根据待测镀镉废液经充分萃取后的吸光度计算其相应浓度值。
Cd2+去除率的测定:

式中:c0为Cd2+初始质量浓度,g/L;c1为某电解时间下测定的Cd2+质量浓度,g/L。
絮凝体粒径的测定:采用LS-609型激光粒度分析仪来测量沉降后废水中絮凝体的粒径大小。
絮凝体含量测定:电絮凝过程结束后,经孔径为0.45 μm的滤膜过滤,烘干滤膜上絮凝体与滤料,称总重(m2)后减去滤料质量(m1)即为絮凝体质量。絮凝体质量除以原水样体积(V)得到絮凝体含量。

2 结果与讨论
2.1 电解时间对絮凝体平均粒径和含量的影响
图1 为电解时间与絮凝体平均粒径的关系曲线。由图1可见,随着电解时间延长至约65 min时,絮凝体粒径达到最大值58 μm;之后随电解时间的延长而减小。当Cd2+絮凝体的平均粒径在20 μm以上时,絮凝体可通过自然沉降的方式与水分开,且平均粒径的尺寸越大,沉降速度越快,但扩散力会相对减小。实验中发现当絮凝体粒径大于50 μm时,絮凝体只需要约15 min即可达到完全沉淀。而在通常情况下,絮凝体粒径的减小会使得其沉降速度变慢[9]。实验中絮凝体粒径小于20 μm时,即使电解时间超过90 min、自然沉降3 h也不能使得絮凝体完全沉淀下来,仍有絮状物漂浮在溶液中。

图1 电解时间与絮凝体平均粒径的关系曲线Fig.1 Relation curve of electrolysis time with flocculating constituent mean grain size
将自然沉降下来的絮凝体通过孔径为0.45 μm滤膜过滤后烘干至恒重,其质量差即为絮凝体质量,可计算出相对应的絮凝体含量如图2所示。由图2可知,电解时间为75 min时的絮凝体含量最高为3.86 g/L,继续延长电解时间,絮凝体颗粒变小的同时,滤膜的过滤效果变差,不利于Cd2+的去除。
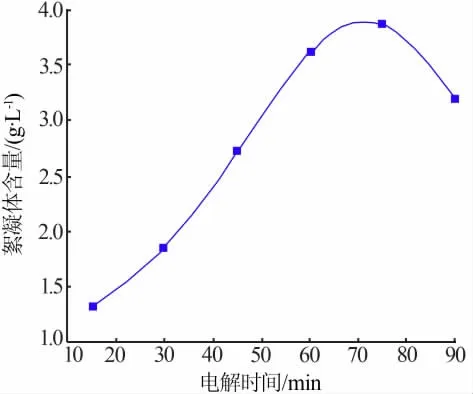
图2 电解时间与絮凝体含量的关系曲线Fig.2 Relation curve of electrolysis time with flocculating constituent content
2.2 铝电极的极化分析
实验分别测定了在静水状态和搅拌状态下,铝电极的阴极和阳极的极化曲线,见图3a、3b。通常情况下,电极在电絮凝过程中受到的阻力与极化曲线的斜率呈正比[10]。由图3a可见,在静水状态下,铝电极的阳极极化曲线斜率远大于阴极极化曲线斜率,这是由于阳极的溶解速率下降,电解程度降低,故铝电极在电絮凝过程中作为阳极的极化效应较强。而由图3b可知,在搅拌状态下,虽然铝电极的阳极极化曲线斜率依然大于阴极极化曲线斜率,但阳极的极化曲线斜率略有减小,此时的阳极极化效应由电化学极化和电阻极化共同影响,废水的流动所引起的电阻极化影响有限,故阳极极化效应减弱程度较低。
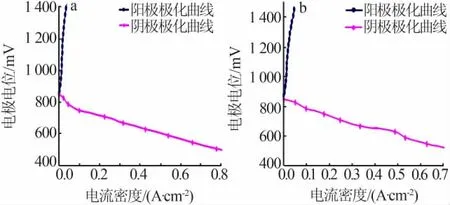
图3 铝电极在静水中和搅拌中的极化曲线Fig.3 Polarization curves of aluminium electrode in still water and stirring water
2.3 Cd2+去除率的影响因素
2.3.1 不同pH环境下Cd2+的处理效果
图4 为不同pH下Cd2+的去除效果。由图4可知,在实验时间超过60 min以后,pH为3~11时Cd2+去除率超过85%,而pH=1的环境下在60 min时去除率仅为49%;实验时间超过80 min以后,pH为3~11的Cd2+去除率相差较小,而且去除率均达到98%以上,此时Cd2+基本被吸附在Al电极上。

图4 不同pH环境下Cd2+的去除率测定曲线Fig.4 Testing curve of Cd2+removal rate in different pH circumstances
2.3.2 极板电压对Cd2+去除率的影响
在pH=4.0、电解实验时间为70 min、极板间距为25 mm条件下,测定不同电解极板电压进行电絮凝工艺后Cd2+去除率曲线如图5所示。由图5可以看出,Cd2+去除率随着极板电压的增大而上升,在极板电压为7 V时,去除率达到96%。通过三级梯度电絮凝沉降处理后废水中Cd2+已达到国家排放限值要求(0.05 mg/L)[11]。并且从图中还可观察到极板电压从3 V增大至5 V的过程中,Cd2+去除率增长速率最大。

图5 极板电压与Cd2+去除率的关系曲线Fig.5 Relation curve of plate voltage with Cd2+removal rate
2.3.3 极板间距对Cd2+去除率的影响
实验探讨了极板间距对铝铁电极电絮凝去除Cd2+的影响,结果见图6。极板间距之间的距离可以影响电解质传导电子的“微环境”,进而影响Cd2+的絮凝沉降去除率[12]。由图6可见,极板间距的变化对Cd2+去除率的影响较为有限,在溶液不断搅动条件下,传质速度的加快使得离子和絮凝体之间处于一种动态平衡关系,因而极板间距变化因素的影响作用会被削弱。测试结果表明,极板间距为20 mm时的Cd2+去除率最高,达到96.8%。当极板之间的间距过小时,极板之间的离子和絮凝体浓度偏大,影响其在整体溶液的絮凝沉降效果。而当极板间距过大时,增加能耗的同时,极板之间的离子传导效果也会下降。

图6 极板间距与Cd2+去除率的关系曲线Fig.6 Relation curve of plate distance with Cd2+removal rate
2.3.4 电流密度对Cd2+去除率的影响
图7 为电流密度与Cd2+去除率的关系图。由图7可知,随着电流密度的增大,Cd2+去除率逐渐上升直至稳定约为96%。在电流密度较小的实验条件下,电解生成氢氧化铝的量较少,吸附Cd2+的能力有限,此时气体量小、流速低、絮凝产生大颗粒物质的可能性较低。细小的絮凝颗粒在重力作用下沉降,影响Cd2+的絮凝效果。细小絮凝颗粒沉降的趋势随着电流密度的增大而有所改观,电流密度的增大使得电解出的氢氧化铝质量和气泡数量增多,气泡密度和气泡流速的共同提升增大了氢氧化铝胶体与气泡碰撞的概率,与Cd2+的絮凝变得更易发生,絮凝效果的提升反映出的表观结果即为Cd2+去除率的增大。

图7 电流密度与Cd2+去除率的关系曲线Fig.7 Relation curve of ampere density with Cd2+removal rate
2.4 电絮凝处理前后的水质指标对比
实验对比了原废水水质、电絮凝工艺三级处理过的水质及GB 21900—2008《电镀污染物排放标准》中的限值要求(以下简称排放限值),如表2所示。经电絮凝工艺三级处理后,废水的pH、Fe、Zn、Cd含量均达到排放限值要求。

表2 水质指标对比结果Table 2 Comparison result of water quality index
3 结语
本文先对铝铁电极进行活化预处理,在PVC容器中调节溶液pH,增大溶液导电性后电絮凝沉降镀镉废水中的镉元素。实验讨论了电解时间对絮凝体含量和平均粒径的影响,结果表明:絮凝体粒径在电解时间为65 min时达到最大值58 μm;而含量则在电解时间为75 min时达到最高3.86 g/L。分析铝电极在静水状态和搅拌状态下的极化效应,发现搅拌状态下铝电极阳极在电絮凝过程中受到的阻力相对更小,极化效应略有下降。Cd2+去除率主要受到起始pH、极板电压、极板间距和电流密度这4种因素制约,当起始pH=4.0、极板电压为5 V、极板间距为20 mm、电流密度为30 mA/cm2时,Cd2+初级去除率达到96.8%,三级去除率超过99.9%,Cd2+含量达到国家现行电镀污染物排放限值要求。
