公路钢结构桥梁中的焊接质量控制
2021-08-03王玉萍
王玉萍
(中铁二十四局集团浙江工程有限公司, 浙江 杭州 310009)
0 引言
当前阶段,我国基础工程建设方面已经取得令世界瞩目的成果,在此过程中,我国公路桥梁施工建设技术水平也不断提升,尤其是钢结构桥梁施工技术,在大量实践经验支持下,施工技术不断完善,为进一步提升桥梁工程施工建设水平奠定坚实基础。当前阶段,钢结构桥梁施工过程中,焊接工艺水平已经成为影响桥梁施工质量的关键因素,考虑到实际施工过程中外界客观因素以及直观因素对焊接工艺水平的影响幅度较大,因此,加强对焊接质量控制工作的重视程度已经成为行业内共识,研究控制手段也具有极高的现实意义。
1 钢结构桥梁概述及焊接施工要点
顾名思义,钢结构桥梁结构多数由钢铁材料构成,整个结构中包含有大量钢柱、钢梁构件,且所有构件连接方式均采用螺丝、焊接等。钢结构桥梁在实际应用过程中具备承重能力强、施工难度低等优势,因此被广泛应用于路桥建设工程中。通常情况下,整个桥梁工程中钢结构超过半数以上即可被定义为大型钢结构桥梁。实际施工过程中主要采用低合金钢作为主要建材。目前钢结构桥梁钢梁部分存在包括组合梁、箱形梁在内的多种结构类型,方便施工单位根据实际情况进行灵活选择[1]。从当前实践情况来看,目前天桥主梁往往采用焊接连续钢箱梁或工字钢的形式,而航道整治桥梁中主桥上部多采用95.6m规格或其他规格的单跨钢管混凝土系杆拱,拱肋部分采用横向六道风撑设计,通过不同尺寸钢管进行焊接而成,而在铁路钢结构桥梁建设中则多用钢桁梁。
焊接环节施工质量会直接影响钢结构桥梁质量,因此,需要施工单位在实际作业过程中严格把控施工要点以实现提升焊接质量的目的。焊接施工要点环节主要包括以下几点:第一,焊接工艺的选择。施工管理人员应在充分考量施工区域实际情况以及施工需求两项因素的前提下选择相应焊接工艺,最大限度地降低客观因素导致焊接质量不合格的几率;第二,加强施工质量检测力度。在施工完成后,施工管理人员必须对施工质量进行检测,确保其满足实际需求。当前比较常用的焊接质量检测方法主要保罗外观检验与设备检验两种。其中设备检验主要利用超声波设备进行检测或是利用磁粉对施工区域进行检测[2]。施工管理人员在实际进行质量检测过程中应充分遵循三级质量管理体系标准中的指标规定,满足相应指标后方可视为质量合格,否则需要施工单位进行返工。
2 影响焊接质量的因素
2.1 施工人员因素
施工人员是整个焊接流程的直接执行者,其专业素质能力直接决定了焊接施工质量。这就要求焊接人员具备丰富的经验以及深厚的专业素质能力,可以根据不同部件与材料的焊接要求选择相应的工艺,同时熟练地掌握各种焊接设备的使用方法,避免外界客观因素对施工质量造成影响[3]。除此以外,焊接施工还需要施工人员具备一定识图能力,严格按照图纸要求进行焊接,切实落实各项施工要求,提升焊接质量。
2.2 材料因素
母材与焊丝匹配,是焊接施工的必要基础条件之一,其质量与性能也会对焊接质量造成极大地影响,只有确保材料性能参数满足各项施工要求的条件下才能确保整个焊接环节质量达到预期水平。因此,施工单位在实际开展作业工作之前,应首先对建材弹性模量等指标进行详细计算,该指标会直接影响钢结构变形能力,如果该指标超出焊接施工规定范围外,整个焊接施工流程均无法达到预期标准。此外,施工单位在实际工作过程中还应注意对施工建材进行抽样检查,一旦发现某一指标不符合焊接施工要求,就必须针对该成分进行重点检查,切实保证建材性能满足施工要求[4]。
2.3 环境因素
外界环境干扰会对焊接施工造成直接影响,一方面会影响焊接设备的运行情况;另一方面也会对焊接过程造成干扰,进而导致焊接质量不合格。因此,施工单位在实际开展相关工作之前应首先加强对外界环境的分析力度,根据实际情况制定相应措施,比如当施工区域内风速达到5.4km/h以上时,需要采取相应避风措施,在面对雨雪天气时,不应开展焊接施工活动。
2.4 技术因素
当前阶段,我国钢结构桥梁焊接施工中应用比较广泛地焊接方法包括二氧化碳保护焊方式、埋弧焊方式、焊条电弧焊方式等多种焊接工艺,在实际施工过程中,施工单位会根据实际需求选择相应焊接工艺[5]。比如在晴朗无风的天气情况下,室内焊接施工普遍选择抗封能力较差的二氧化碳气体保护焊方式。科学地选择焊接工艺是影响焊接施工质量的重要因素。
3 钢结构桥梁焊接质量控制措施
3.1 加强对焊接人员资格的检查力度
钢结构焊接施工过程中涉及的工作人员主要包括技术人员、质量检测人员等。其中焊接人员人员是钢结构桥梁缝隙焊接的直接执行者,其专业素质能力与工作态度直接决定焊接作业质量,因此,施工单位在实际工作过程中必须加强对焊接人员工作资格的审查力度,为此,施工单位可以采取以下措施:第一,加强对焊接人员设备使用熟练度以及设备维护工作流程的考核力度;第二,考察焊接人员面对不同材料时能否选择相应的焊接工艺;第三,考察焊接人员施工是否掌握导致质量缺陷的原因及其处理措施的知识;第四,考察焊接人员是否具备识图能力,能否根据图纸要求采用相应焊接工艺进行作业,并确保焊接质量满足图纸要求。
除此以外,施工单位在实际工作过程中还应详细记录焊接人员姓名、工作经验、已有证书等信息。在安排人员上岗之前必须对其必要的理论、技术等进行考核并经过培训后方可上岗,切实保证施工人员实际水平满足施工需求。
3.2 严格把控施工关键部分
钢结构桥梁施工过程中,首先工作人员需严格按照施工要求设定焊接方案,明确焊接要求,比如:及时清理焊接区域内的杂物等,确保区域内物水、油渍等影响焊接施工因素后方可进行;针对封闭部位进行焊接时需做好通风和排烟处理,避免发生事故;先对不争整齐的焊接区域打磨后方可施工;如若板厚高于25mm且温度低于5℃,那么首先需进行预热,达到要求后方可实施焊接;焊接完成后做好焊缝处理,及时清理焊接飞溅物,如若焊接咬边厚度高于1mm则需采用手工电弧焊的方式处理,针对焊脚尺寸及余高超出焊接限值问题需做好修磨工作;做好、预拱度测算等数据要求。另外,根据施工需要选择最佳焊接方式。其次,在实际焊接施工中要严格执行焊机方案中提及的焊接顺序,一旦发现未按照施工方案施工现象需进行适当惩罚,确保焊接施工达标。
3.3 加强对焊接残余应力的检测力度
焊接残余应力属于内应力的一种,导致残余应力出现的主要原因为焊接不均衡,该应力会导致裂纹扩展速率大幅提升,进而降低结构抗疲劳性能,对整个钢结构桥梁质量造成严重负面影响。因此,当前阶段,世界各国对钢结构残余应力检测方法的研究较为深入,当前检测方法主要分为机械检测法与物力检测法。当前应用较为广泛的检测方法为盲孔法。该方法在实际应用过程中需要对构件进行钻孔,根据实际需求,钻孔环节不需要完全穿透,只需在测量位置周围钻探盲孔,这种方式会打破构件内平衡的应力状态,通过测量应力状态变化即可有效测量构件内残余应力值。具体原理如图1所示。
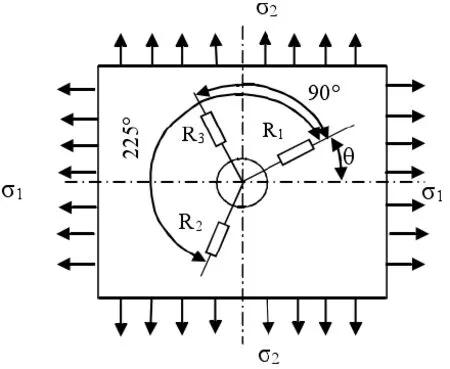
图1 盲孔钻探法原理
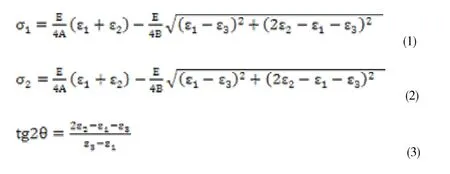
通过利用公式(1)(2)(3)可以直接计算出焊接残余应力值。
3.4 做好焊接残余应力处理
针对体积较小的焊件可以采用整体退火法处理焊接残余应力。把焊件整体放入炉内,缓慢加热到一定温度(一般550→679℃),然后保温一定时间,空冷或随炉冷却,注意加热和冷却速度须小于150℃C/h,适用于体积不太大的焊件。
针对体积较大的焊件可以采用局部退火法处理焊接残余应力。对焊件进行局部加热来消除局部的残余应力,这种方法不如整体退火效果好,只能消除应力的峰值,可用感应加热,红外加热,甚至火焰加热,适用于体积大,特别长的焊件。
针对刚度较大的焊件可以采用中间退火法处理焊接残余应力。在焊接过程中间进井行一次或多次消除应力的退火处理,适用于厚度,刚度较大的焊件。
4 总结
综上所述,钢结构桥梁是当前桥梁工程建设的主流结构,焊接环节作为直接影响钢结构桥梁质量的关键环节,施工单位应不断加强对相关问题的重视程度。为此,施工单位在实际工作过程中应注意从施工人员专业素质、关键环节把控力度、施工实际要求等方面入手,加强钢结构桥梁焊接施工质量,最大限度地保证施工质量满足工程应用需求,为推动钢结构桥梁施工水平提升提供有力保障。