浅析工装定位件的调装精度控制
2021-07-24李蒙江乐淑玲鄢自凯余文轩
李蒙江 乐淑玲 鄢自凯 余文轩
(航空工业昌河飞机工业(集团)有限责任公司,江西 景德镇 333000)
0 引言
随着激光测量技术的迅速发展,飞机装配工装的制造方式已由模拟量传递装配转向数字化测量装配。在飞机装配工装的设计过程中,可以更多的采用工装定位件对飞机装配零件进行定位,使飞机部件在铆接过程中获得更加精确的空间位置,以满足对装配精度的较高要求。因此,提高工装定位件的安装精度成为保证飞机装配精度的关键。
目前,已开展了关于飞机装配的研究,该研究主要集中在飞机数字化、柔性化装配技术的发展现状以及工装数字化、柔性化制造的总体设计和结构验证等方面[1-5],对工装制造过程中定位件的安装精度以及提高飞机装配精度方面的报道相对较少。崔兆杰等[6]针对机身部件的装配特点,确定柔性工装的总体结构为桥架式,并划分了功能模块。研究指出该调型方法可以辅助桥架式柔性工装稳定、可靠地完成调型运动。王巍等[7]对柔性工装的调装技术进行了研究,通过应用数字化测量设备规划与仿真技术对坐标系拟合的原理与算法进行了研究和分析。张连环[8]研究了数字化测量技术在飞机装配中的应用,并对其发展现状进行分析,指出现阶段数字化测量水平的不足。
为此,该文从工装定位件的调装方式入手,重点分析了测量点的公差取值对定位件调装精度的影响,优化了测量点公差取值的设计参数,为提高飞机部件在工装中的装配精度提供一定的理论依据。
1 卡板定位件的调装
卡板定位件是比较特殊的一类定位件,其特点是在外形零件铆接过程中,不仅具有定位功能,还起到压紧零件的作用。
图1 为卡板定位件的典型零件示意图,图中型面部分为卡板定位件的工作面,卡板定位件的安装过程实际上是对其型面进行定位,使其在工装中处于正确的空间位置。

图1 卡板定位件的调装状态示意图
在调装卡板定位件时,通常在卡板型面的最大轮廓面处设置3 个OTP孔,并将这3 个测量孔同时设为数控加工基准孔,在型面的加工过程中须以这3 个测量孔作为数控加工基准,保证型面加工完成后与OTP测量孔在尺寸上存在协调关系。将对型面的调装转化为对3 个OTP测量点的调装,既能简化卡板定位件的调装方式,又能提高卡板定位件的安装精度。在飞机蒙皮件的定位过程中,可以保证蒙皮件具有可靠的气动外形,降低机身部件对接时在蒙皮对接面处产生对接阶差。
2 接头定位件的调装
接头定位件起着协调飞机部件对接的重要作用。接头定位件在工装中的安装精度直接决定了飞机部件对接时的装配精度。
图2 为叉耳式接头定位件的典型零件示意图。由图2 可知,OTP的测量公差为±0.1 mm,接头厚度尺寸B的公差为±0.1 mm。在实际测量过程中,OTP01 和OTP02 是存在先后关系的。假设OTP01 为先测量的点,OTP02 为后测量的点,那么,先测点OTP01 的实测值会对后测点OTP02 的测量值产生一定的影响。当接头厚度尺寸取极值 时,由于OTP01 先进行测量,可以不受接头厚度尺寸B的影响,能够顺利调装到位;但当调装OTP02 时,其测量值会受到接头厚度尺寸B和OTP01 实测值的共同影响,不一定能顺利调装到位。因为当接头厚度尺寸为(B+0.1)mm 且OTP01的实测值为(H-0.1)mm(H为激光测量时光学工具球相对于零件测量面的偏置量)时,OTP02 的实测值应为(-B-H-0.2)mm,已不处于理论公差带(-B-H±0.1)mm 内;同理可知,当接头厚度尺寸为(B-0.1)mm 且OTP01 的实测值为(H+0.1)mm 时,OTP02 的实测值应为(-B-H+0.2)mm,同样不处于理论公差带(-B-H±0.1)mm 内,因此OTP02无法调装到位。出现上述情况的原因是接头厚度尺寸B的公差设计不合理,尺寸B在公差取值时,应当保证OTP01 的实测值取其公差带内任意值时,OTP02 的实测值均能处于其理论测量值的公差带范围内。

图2 接头定位件的调装状态示意图
此外,还需注意的是槽宽尺寸A相对于接头厚度尺寸B的位置关系,通常设计者会忽略尺寸A与中心线的位置关系,只限定槽宽尺寸A的公差,而未对尺寸A的位置加以公差约束,这样会导致“U”形槽加工后位置不居中,即接头两侧壁厚不一致,使接头两侧定位面到测量面的位置尺寸产生偏差,对测量结果会产生一定程度的影响,即使将接头外侧面尺寸B调装到理论位置,也会由于尺寸A与尺寸B的位置尺寸不协调,导致接头尺寸A不在理论位置上,影响飞机部件对接时接头定位面的定位精度。
3 平板定位件的调装
图3 为尾梁对接平板的典型结构示意图。如图3 所示,平板上起定位作用的部分为定位孔和定位面,OTP01~04 为调装测量孔,测量孔与定位孔之间存在尺寸协调关系,通过调装4 个测量孔的空间位置来保证平面上定位孔和定位面在工装中的位置正确。

图3 平板定位件的典型结构示意图
图4 为尾梁对接平板定位尾梁筒体状态示意图。由图4可知,尾梁筒体的铆接状态由尾梁对接平板和尾斜梁对接接头共同控制。假设工装上尾斜梁对接接头定位件的安装精度为理想状态,那么可以理解为,在铆装过程中,尾梁筒体的轴线不会随平板调装状态的改变而改变,在平板的实际调装状态与理论状态发生较小偏差时,偏差角度对平板定位孔的影响要远远小于其对平板定位面的影响。因为当平板调装状态出现较小的偏差时,由于平板厚度尺寸相对较小,定位孔的轴线在平板厚度方向上的偏差量非常小。因此,平板调装过程中产生的微小偏差只对平板定位面有一定影响,而对平板定位孔的影响可以忽略不计。为此,在实际调装过程中,可以忽略调装偏差对定位孔的影响,只讨论调装偏差对定位面的影响,进而说明平板定位面的调装偏差对尾梁与机身对接造成的影响。

图4 尾梁对接平板定位状态示意图
图5 为尾梁对接平板中心轴线定位件的调装状态示意图。在平板的调装过程中,OTP测量值是有公差范围的(一般为±0.1 mm),只要实际测量值处于理论测量值的公差范围内即为测量合格,因此,平板调装过程中必然会形成图5所示的α角。当平板按实测值OTP01′和OTP02′进行调装时(这里只讨论在X、Z平面内OTP实测值对平板定位面的影响,同理可得其在X、Y平面内的影响),在此状态下进行尾梁筒体的铆装,尾梁1 腹板与平板定位面贴合并由平板上定位孔进行固定,尾梁末端靠工装上尾斜梁定位接头进行定位(这里默认工装定位接头对尾梁末端的定位为理想状态,只讨论对接平板对尾梁筒体铆装产生的影响)。由图4 可知,当平板定位面的调装发生较小偏差时,调装偏差对平板定位孔的影响要远远小于对定位面的影响。因此,可以认为尾梁筒体轴线在铆装过程中几乎不受平板调装偏差的影响,仍然与理论轴线重合;但尾梁1 框腹板的对接面会随平板定位面的实际调装状态的变化而变化。也就是说,尾梁筒体铆装成型后筒体轴线与尾梁1 框腹板的对接面之间会形成α角。
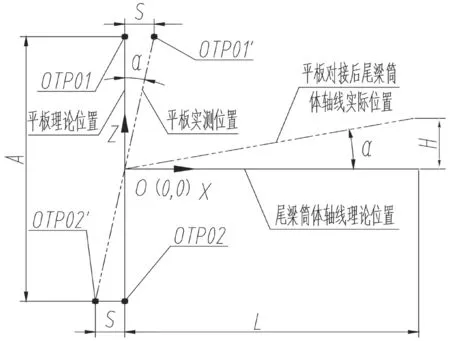
图5 平板实测状态与筒体铆装状态的位置变化示意图
当尾梁与机身对接时,尾梁筒体轴线会被抬高α角,即尾梁末端被抬高了H值,H值可由式(1)计算所得。当H值超过尾梁装配允许的最大偏差值时,不仅会影响尾梁上传动件的安装,还会影响斜梁与尾梁的对接精度。为此,在尾梁段件的铆装过程中应严格控制H值的偏差,保证其最大偏差不得超过尾梁装配允许的公差范围。

式中:S为OTP实测值与理论值在X方向上的偏差值;L为尾梁筒体长度;A为OTP01 至OTP02 之间的距离。
为了避免尾梁与机身对接后出现H值偏差过大的现象,在工装定位件调装公差的设计上,须应用式(1)对S值进行理论验算,当H值取极值时,得出S值的最大允许偏差,从而给定OTP测量值的公差取值范围,使OTP测量公差的设定更加科学、严谨,而不是一味地依靠工厂生产经验将OTP测量值同意设定为±0.1 mm。
4 结语
工装定位件的调装精度对飞机部件的装配精度起着至关重要的影响。1)调装卡板定位件时,需要先保证测量孔与型面的尺寸协调性,将对卡板型面的调装转化为对测量孔的调装,通过保证测量孔的调装位置来保证型面的位置正确,避免直接调装型面,简化调装过程。2)调装叉耳式接头定位件时,应充分考虑接头定位件测量面的尺寸公差与其测量值的调装公差的设计原则,须要求测量面的厚度尺寸公差在测量值公差允许的最小范围内,保证OTP01 的实测值取其公差带内的任意值时,后侧点OTP02 的实测值均能处于其理论测量值公差带范围内,同时还需考虑接头定位面与测量面的尺寸协调性。3)调装对接平板定位件时,需要严格控制测量值的调装偏差,当测量公差取极值时,H值仍能处于尾梁装配允许的最大偏差范围内,保证尾梁与机身对接姿态正确以及尾传动件的安装位置正确。
为了充分发挥工装定位件在飞机装配过程中的精确定位作用,应根据不同类型定位件的定位方式和测量偏差对其定位精度的影响,合理的分配测量公差的取值以及测量孔到定位面的公差精度,以保证飞机部件铆接装配尺寸的协调性。
