CO2激光清洗2024铝合金表面复合涂层
2021-07-17刘振明成健李子文刘顿
刘振明,成健,李子文,刘顿
(湖北工业大学,湖北 武汉 430068)
随着民用航空领域的快速发展,飞机的数量在飞速地增加。飞机在使用一段时间(5~10年左右)后,由于受到光照、温度、湿度、活性阴离子等多种因素影响,蒙皮上的有机涂层会发生腐蚀,产生老化、龟裂、局部脱落等现象,需要定期进行检查和维修[1-2]。飞机蒙皮保护层的构成为:阳极氧化层 + 底漆 +面漆。在飞机大修时,需要去除漆层,漆层下面的阳极氧化层则需要完整保留。传统的除漆工艺有机械除漆、喷砂除漆、化学溶剂除漆和超声波除漆,但它们存在劳动强度大、能耗高、污染重等问题[3-4]。因此,需要更环保、更先进的飞机除漆工艺。
近年来,激光技术发展十分迅速。在很多行业,激光清洗技术正在逐步取代传统的工艺[5]。激光清洗技术采用高功率密度的激光束照射工件表面,使表面的污染物、锈斑或涂层发生瞬间蒸发或剥离,从而达到洁净化的目的,是一种“绿色”的清洗方法[6-7]。激光清洗作为一种新型除漆工艺,具备高效、快捷、经济、环保、易控等诸多优点;应用场景越来越多,覆盖船舶、高铁、汽车、航空航天等多个领域,尤其在飞机蒙皮的维修或再制造过程中有很大的需求[8-9]。
目前国内外很多人都在研究激光清洗除漆技术,并且取得了很大的进展。G.Daurelio等使用不同类型的激光器清洗多种材料的不同类型涂层,得到的结论是:激光去除氧化物和油漆可以作为传统技术的有效替代方案[10]。Li等使用1 064 nm脉冲激光器对钢结构件表面的涂层进行清洗研究,并且在除漆后重新进行喷涂,发现新的漆层附着力远远超过相关标准要求[11]。赵海朝等人使用纳秒脉冲激光器,通过改变扫描速率、激光功率等参数100%去除了漆层,但发现基材表面有轻微熔融[12]。邱太文等使用纳秒脉冲激光器清洗2024铝合金表面漆层时发现基材表面没有损伤,但他们没有研究阳极氧化膜厚度的变化[13]。Halah A.Jasim等使用纳秒脉冲光纤激光器去除铝合金表面高度透明的聚合物涂层,并研究了脉冲能量对深度除漆的影响,发现清洗过程中损坏了基材[14]。杨文锋等使用1 064 nm红外光纤激光器去除2024铝合金表面漆层时进行了基材温度检测,结果表明:漆层可以被完全去除,且温度符合相关要求,但氧化层有所减薄[15]。与其他激光器相比,TEA(横向激发大气压)CO2激光器在去除大多数涂层方面具有高效率、高峰值功率和高吸收系数的优势。F.J.Prinsloo等人在文章中写到:涂料对CO2激光的吸收更高,使其成为脱漆的理想选择,金属对 CO2激光的吸收相对较低,油漆下面的金属因此而免遭损坏[16]。Manoj Kumar等人使用TEA CO2激光器进行了实验,以了解工艺参数对去除的漆层厚度的影响,并建立了去除的漆层厚度与激光通量之间的经验关系[17]。罗红心等人研究发现,使用大功率连续CO2激光器可以很好地去除飞机蒙皮表面漆层[18]。薛玉华等人指出,飞机蒙皮在涂装前需要表面氧化处理,表面处理的好坏直接影响涂装的质量[19]。因此,在去除飞机蒙皮漆层时保留氧化膜是十分必要的,不仅可以减少大修时的工序,而且可以节省时间和经济成本。
基于上述研究背景,本文使用CO2激光器进行除漆研究。通过改变激光功率和光斑搭接率进行激光清洗实验,对清洗后试样表面的宏观和微观形貌进行观察,并对除漆后铝合金表面的成分和重新涂漆的结合力进行分析,考察激光清洗的除漆效果及其对铝合金表面阳极氧化膜的影响。
1 实验
2024铝合金试样的外观尺寸为100 mm × 150 mm × 1 mm,表面有绿色的YMS2502Ⅰ型底漆和灰黑色的YMS2502Ⅱ型面漆,厚度分别大约为30 μm和40 μm,在漆层下面是厚度5 μm左右的阳极氧化膜,如图1所示。

图1 2024铝合金表面复合漆层和阳极氧化膜的厚度Figure 1 Thickness of composite coating and anodic oxide film on 2024 aluminum alloy surface
激光清洗系统由激光发生器、振镜系统、三维移动平台、冷水机和笔记本电脑组成,如图2所示。本文采用美国Coherent(相干)公司生产的Diamond系列E150型CO2激光器,三维移动平台为手动控制,通过冷水机为整个系统降温。激光波长为10.6 μm,最大平均输出功率为150 W,脉冲频率从1 Hz至100 kHz可调。焦点处的光斑直径(D)为460 μm,焦距为274 mm,激光光斑可以通过扫描振镜的摆动在工件表面实现高速移动。扫描清洗区域为20 mm × 20 mm的矩形。

图2 激光清洗装置示意图Figure 2 Schematic diagram of laser cleaning device
激光的扫描路径规划有“回”字形、“之”字形、“己”字形等方式,在激光清洗中多采用“己”字形进行扫描。因此,本文的激光路径规划也采用“己”字形,如图3所示。
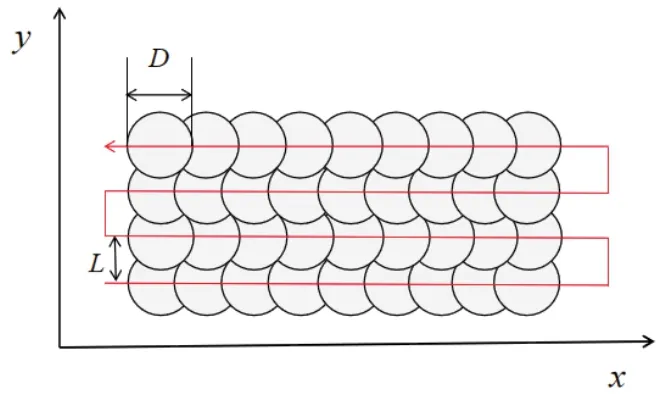
图3 激光扫描路径规划示意图Figure 3 Schematic diagram of laser scanning path planning
激光在X轴方向的光斑重叠,称为光斑搭接率δ,其计算如式(1)所示。激光在Y轴方向需要填充重叠,填充间距L为0.05 mm;

式中v是激光扫描速率,f是激光频率。根据式(1),由于激光光斑直径D固定,因此通过改变激光扫描速率和频率可以改变激光搭接率。当激光频率也固定时,通过改变扫描速率就能直接改变光斑搭接率。
在激光清洗除漆过程中,激光器的各项参数(如激光功率、激光频率、扫描速率、光斑搭接率等)都会影响清洗质量。其中激光功率对激光清洗质量的影响最为显著,光斑搭接率也十分重要,而扫描速率和脉冲频率决定了能量积累和清洗效率[20]。本文的激光参数设置如下:激光频率20 kHz,填充间距0.05 mm,扫描1次,激光功率60、80或100 W,光斑搭接率50%、55%、60%或65%。
激光清洗实验完成后,使用Nikon偏光显微镜对清洗后的试样表面微观形貌进行观察,使用Bruker-LV150N光学轮廓仪对清洗后表面的3D轮廓和粗糙度Ra进行检测。采用日立SU8010高分辨率场发射扫描电镜(SEM)检测试样清洗后的表面微观形貌和阳极氧化膜厚度,以其自带的能谱仪(EDS)对清洗后的试样进行元素分析。在激光清洗后的铝合金表面重新涂上丙烯酸白漆,然后按照ISO 2409:2020Paints and Varnishes – Cross-cut Test标准,用划格法测试漆膜结合力[21-22]。
2 结果与讨论
2.1 清洗效果
对激光清洗后的铝合金表面进行观察可以发现:当激光功率为60 W,光斑搭接率为50%~65%时,铝合金表面的漆层还都大量存在,没有看到有基材露出,如图4中的(1)至(4)所示;当激光功率增大到80 W时,随着光斑搭接率的提高,漆层逐渐被去除干净,基材显露出来,如图4中的(5)至(8)所示;当激光功率增加到100 W时,仅有光斑搭接率为50%的情况下漆层未被去除干净,如图4中的(9)所示,而光斑搭接率大于等于55%的情况下,铝合金表面已看不到漆层残留,如图4中的(10)至(12)所示。
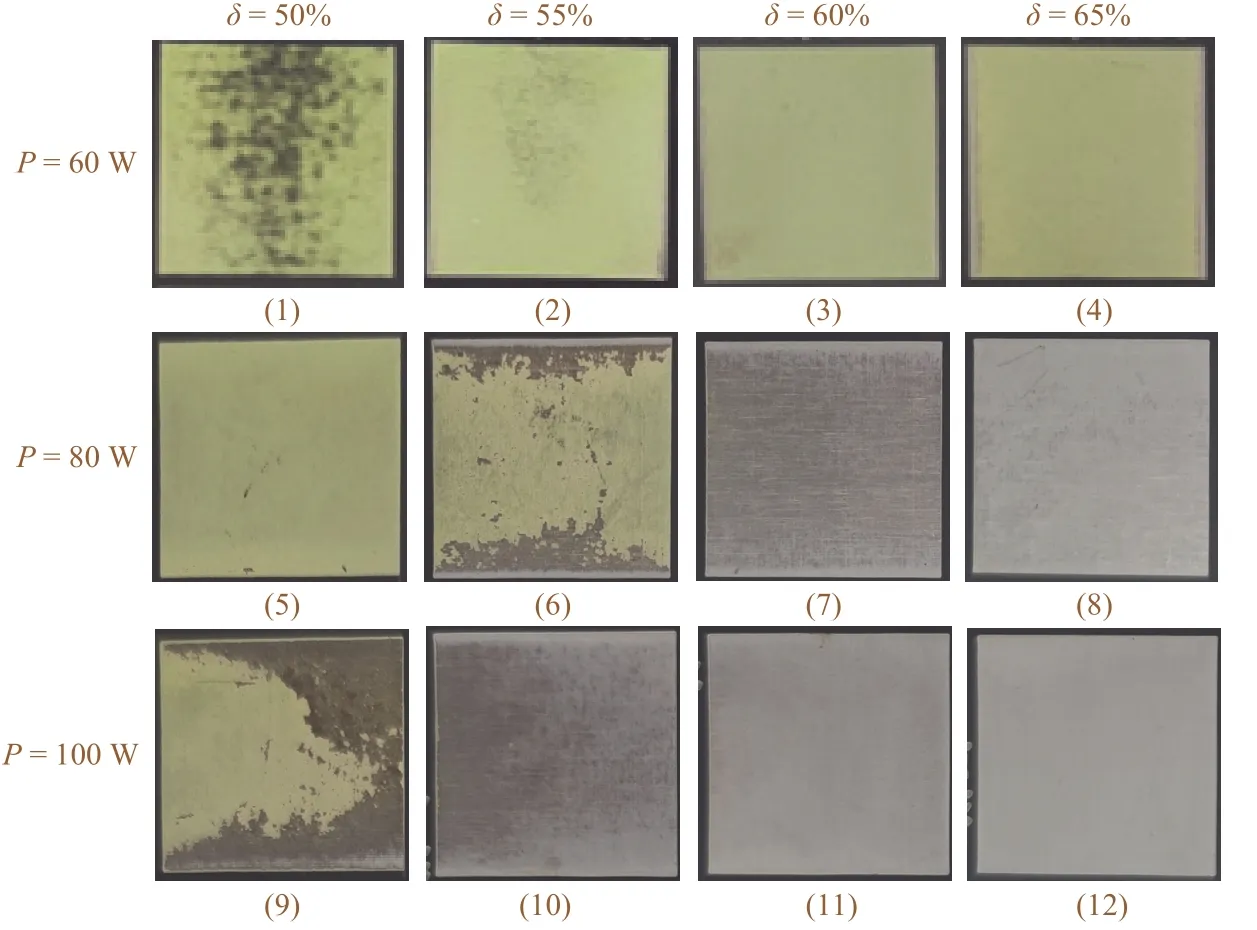
图4 不同激光功率和光斑搭接率的清洗效果Figure 4 Cleaning effectiveness at different laser powers and spot overlap rates
2.2 表面微观形貌分析
使用偏光显微镜对激光清洗后的铝合金表面进行观察的结果表明:当激光功率为80 W,光斑搭接率为60%时,铝合金表面的漆层已经完全被去除(即图4的试样7),阳极氧化膜状态良好,如图5b所示;随着搭接率持续增加到65%,激光清洗后阳极氧化膜表面有一半左右的区域变为黄褐色,如图5c所示;当激光功率为100 W,搭接率为60%时,铝合金表面漆层同样完全被去除,但阳极氧化膜表面基本全部变为黄褐色,如烧焦一般,并且出现细小裂纹,如图5d所示;保持激光功率100 W不变,光斑搭接率增加至65%时,漆层也完全被去除,此时阳极氧化膜表面颜色全为黄褐色,裂纹变得更多,如图5e所示。对比没有进行喷漆的阳极氧化膜的微观形貌(见图5a)后不难发现,激光功率80 W、搭接率60%时的激光清洗效果最好。总的来说,在使用CO2激光器清洗铝合金表面漆层时,随着激光功率和光斑搭接率增大,漆层被更快地去除的同时,铝合金表面的阳极氧化膜也从完好开始受损;当激光功率和光斑搭接率增大到一定程度时,阳极氧化膜的表面就会出现裂纹。因此,选择合适的激光功率和光斑搭接率才可以做到不损伤铝合金表面的阳极氧化膜。

图5 不同参数下激光清洗后铝合金表面的微观形貌Figure 5 Micromorphologies of aluminum alloy surfaces after laser cleaning with different laser parameters
铝合金表面复合漆层被去除后,需要重新喷涂。郝朋等人的研究[23]表明:涂层对基材的附着力是非常重要的一项技术指标,也是满足其他性能的基础,附着力的好坏直接影响涂层对基材的保护寿命;基材表面处理后粗糙度的增大有利于涂层附着力的提高,但并不是越大越好。因此,激光清洗除漆后铝合金表面的粗糙度要保持一致。
如图6a所示,原始阳极氧化膜表面的3D微观形貌比较平整,没有明显的凸起和凹坑,表面粗糙度为0.974 μm。当激光功率为80 W,光斑搭接率为60%时,铝合金表面的3D微观形貌比较平整,如图6b所示,表面粗糙度为1.024 μm,与原始阳极氧化膜的表面粗糙度极为接近。当激光功率为80 W,光斑搭接率为65%时,如图6c所示,铝合金表面的3D微观形貌虽然也比较平整,看不到明显的凸起和凹坑,但表面粗糙度增大到1.946 μm,这是因为铝合金阳极氧化膜表面烧焦变黄后有一定程度的鼓起。而当激光功率为100 W,光斑搭接率为60%和65%时,铝合金表面出现比较多的凸起和凹坑(如图6d和6e)所示),此时的表面粗糙度分别增大至2.233 μm和2.263 μm。

图6 不同参数下激光清洗后铝合金表面的3D微观形貌Figure 6 3D micromorphologies of aluminum alloy surfaces after laser cleaning with different laser parameters
2.3 激光清洗后铝合金表面元素成分的分析
经上述微观形貌分析可知,激光清洗后试样7的基材表面颜色未发生变化,且表面微观形貌接近于基材的原始状态。对试样7和原始阳极氧化基材表面进行元素检测(如图7所示),结果显示它们的元素成分极为接近,说明在激光清洗除漆后,试样表面的阳极氧化膜仍与原来一样,未发生改变。
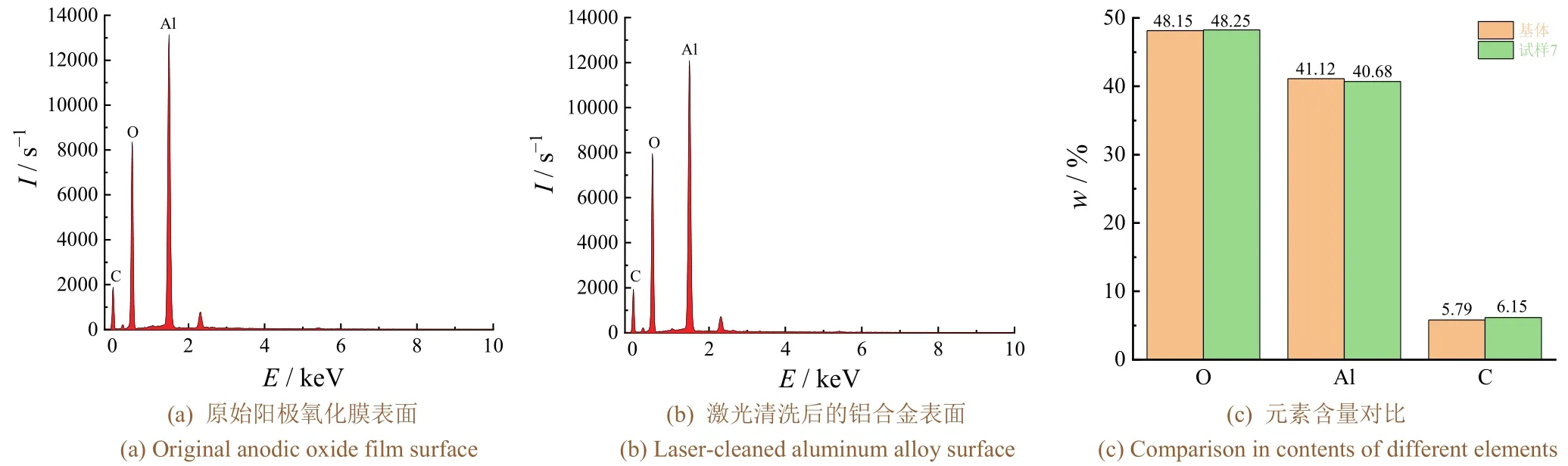
图7 铝合金表面的EDS分析结果Figure 7 EDS analysis results of aluminum alloy surfaces
2.4 阳极氧化膜的厚度测试
通过扫描电镜对激光清洗前后试样的横截面进行观察,发现在激光清洗后铝合金表面阳极氧化膜的厚度为5.15 μm,而原始阳极氧化膜厚度为4.51 μm,如图8所示。因此,激光清洗去除铝合金表面复合漆层时,铝合金表面阳极氧化膜仍完整,厚度基本没有发生变化。

图8 原始阳极氧化膜(a)及激光清洗后试样(b)的截面SEM图像Figure 8 Cross-sectional SEM images of original anodic oxide film (a) and laser-cleaned specimen (b)
2.5 重新涂漆的附着力测试
对除漆后的表面进行重新喷漆,用宇文E-07膜层测厚仪测得重涂漆层的厚度约为55 μm。使用工具在漆层上划出10 × 10的方格矩阵,然后使用3M专用胶带进行漆层结合力测试,结果如图9所示,没有小格的漆块掉落,基本达到了最高的0级水平。

图9 涂漆附着力测试前后试样的表面状态Figure 9 Surface states of the specimen before and after coating adhesion test
3 结论
使用CO2激光器可以很好地去除铝合金表面的复合漆层,同时做到了既不损伤阳极氧化膜表面,又不令其厚度减小。随着激光功率和搭接率的增大,清洗质量先提高后下降。当激光功率为80 W,搭接率为60%时,清洗效果最好。清洗后铝合金表面重新涂漆的结合力为0级,符合飞机蒙皮涂漆的结合力要求。
