基于机器视觉的磁铁装配系统
2021-07-14杨万鹏
杨万鹏,胡 伟
(河南理工大学电气与自动化学院,河南焦作 454002)
0 引言
随着工业自动化程度的不断提升,机器视觉的应用也越来越广泛。因此,灵活运用机器视觉是提高自动化水平的重要手段。在工业自动化领域,有很多圆形零件组装的场景,主要通过检测零件和对应轴孔的位姿参数,得到它们之间的空间位姿关系,为自动化装配提供准确的导航。随着机器视觉检测技术发展迅速,因其具有高效率、非接触、高精度等特点,被广泛地应用于圆形零件装配过程中圆形零件和对应轴孔位姿的检测。随着对制造设备的精度、使用寿命和稳定性要求越来越高,对设备的组装精度要求也随之提高,这就需要高精度定位算法来达到要求。要实现高精度定位,良好的区域边缘特征和稳定准确的定位算法是关键。传统的提高图像质量的方法是提升硬件性能,但是受检测环境的多变性和高成本的限制,催生了在算法领域提高图像的质量。邵伟国、朱嘉等[1-2]提出了基于圆心约束的最小二乘圆拟合方法,该类方法通过固定圆心值的方式,有效提高拟合精度。李泽峰等[3]采用了曲线拟合及优化拟合算法进行拟合圆,该方法运算速度快。
以上方法均是在理论方面进行分析,在实际运用中,其普适性和稳定性欠缺。本文根据实际项目,结合机器视觉方面的应用,用滤波去掉干扰,阈值分割获取感兴趣区域,引入同态增晰算法提高图像质量,用最小二乘法Huber圆拟合算法求得圆,梯度下降方法求出圆心。最后,针对整个定位系统进行分析,经现场验证其精准度、普适性和稳定性。
1 系统架构
该系统主要包括图像采集、图像处理、相机标定、定位、Scoket通信等。实物如图1所示。
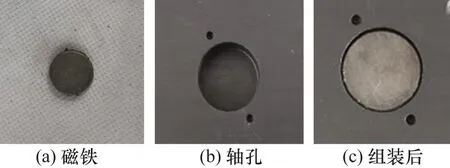
图1 系统实物
系统的动作流程:吸嘴去上料位吸取磁铁,下相机拍磁铁定位,上相机拍治具轴孔定位,计算坐标偏移量,最后将磁铁准确放入轴孔位置,结构如图2所示。
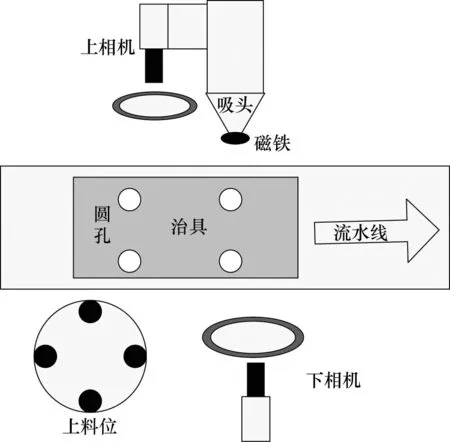
图2 系统结构
视觉检测流程如图3所示。
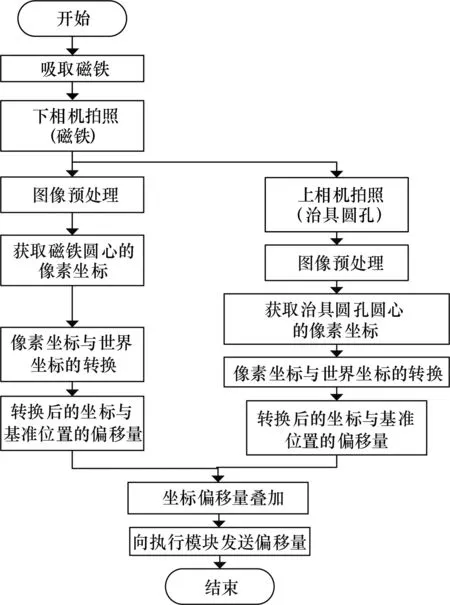
图3 视觉检测流程
本系统上位机软件中的人机界面用Visual Studio 2017开发环境下的Windows窗体设计,用C#语言完成后台逻辑编写,用HALCON算法库完成图像处理。图4所示为软件系统架构示意图。定位系统的核心技术是图像处理算法,它直接影响到定位的精度和速度。
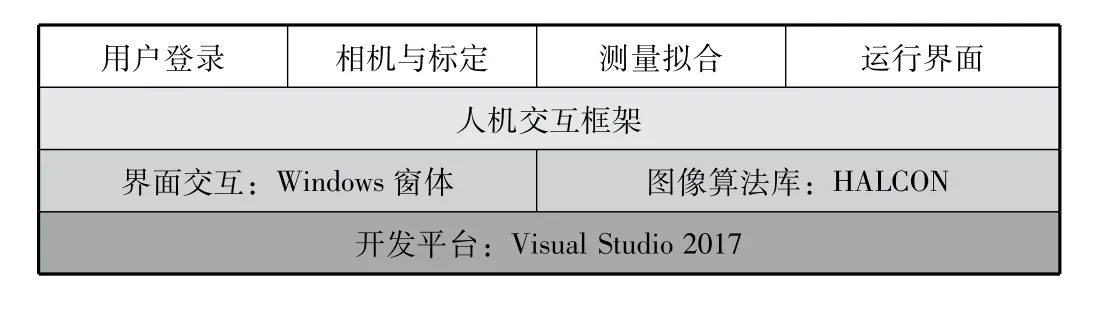
图4 软件系统架构
2 图像预处理
2.1 滤波去噪
由于本视觉系统工作在有不明照明干扰、温度高、噪声大的工厂流水线环境中,在这种恶劣的环境中易有高斯噪声及椒盐噪声[4]产生,需要对采集的图像滤波去噪声。常见的滤波有均值滤波、高斯滤波、中值滤波等。中值滤波采用非线性的滤波方式,在去除噪声的同时还能保护图像尖锐的边缘,同时具有平滑作用[5],经验证,适合本项目情况,所以采用中值滤波的方法进行滤除。中值滤波处理效果如图5所示。

图5 中值滤波处理效果
2.2 形态学处理
图像阈值分割结果的优劣、目标区域边界线定位的精准度都直接影响后续分析和处理。根据阈值选取的方法不同,图像分割的主要算法分为直方图阈值法,迭代法和大津法[6]。根据处理速度和运算简便性的原则,本系统采用直方图方法进行阈值分割。灰度直方图如图6所示。
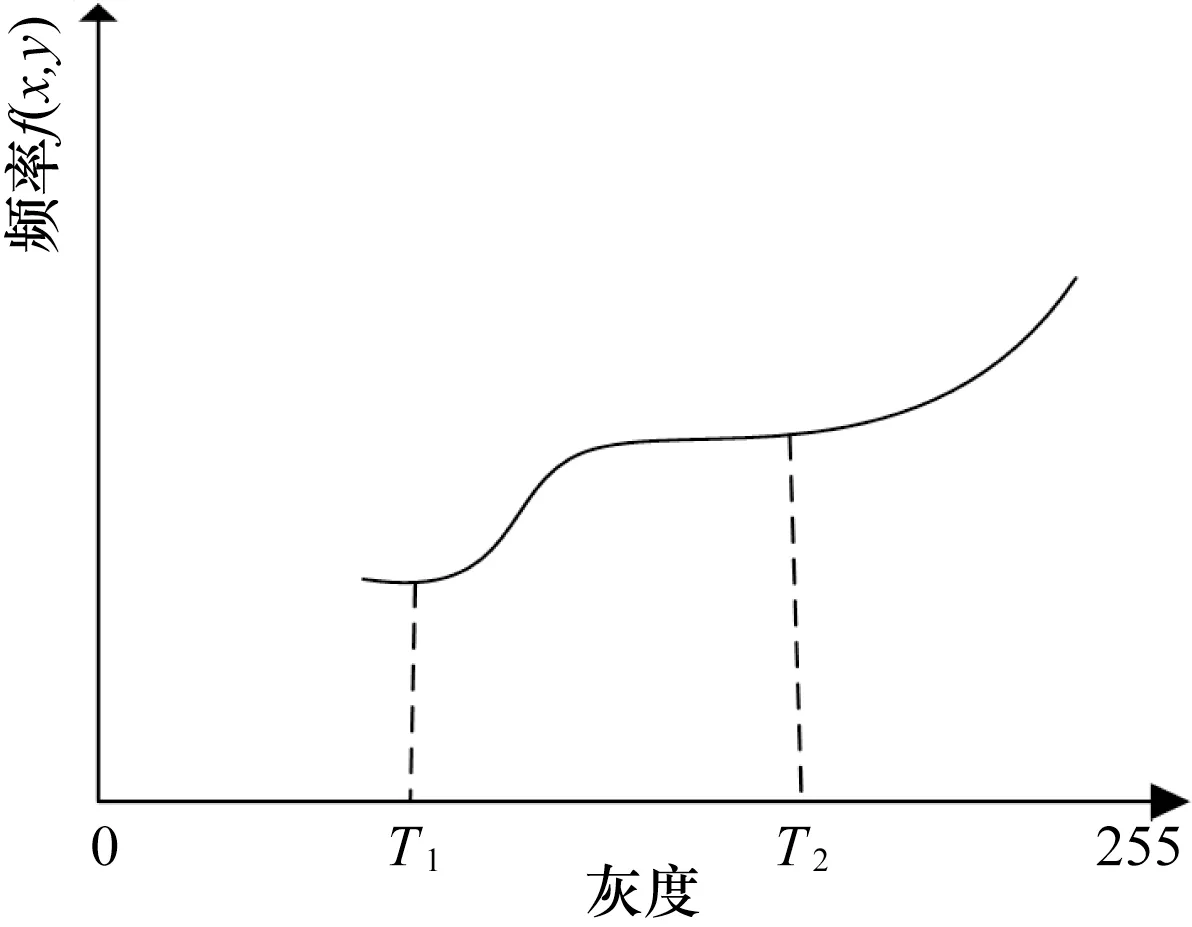
图6 灰度直方图
图像分割的阈值选取由下式所决定:

或:

图像分割后图像如图7(a)所示。本视觉系统图像处理算法中加入了形态学处理算法[7],目的是将圆孔区域全部提取出来,提高拟合的精度。处理结果如图7(b)、(c)所示。
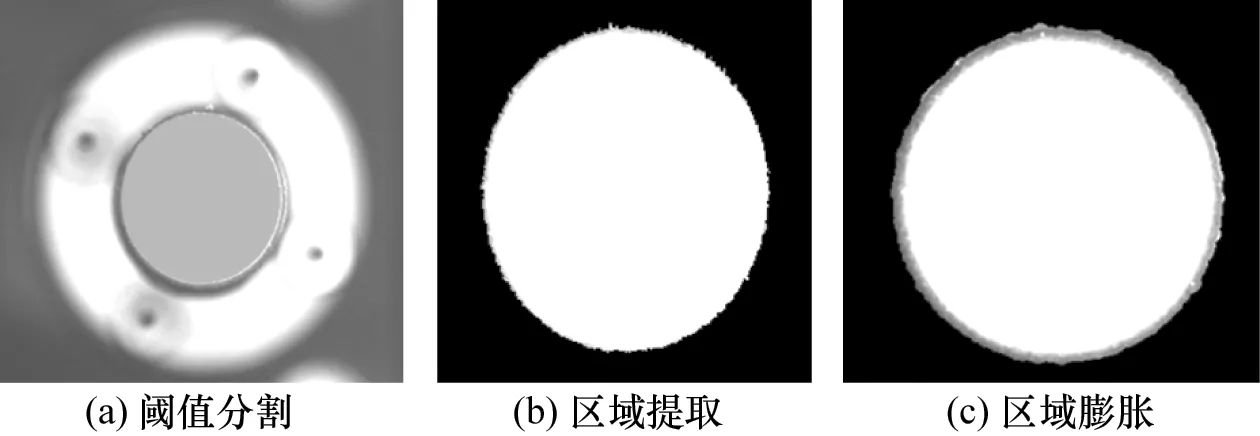
图7 形态学处理
2.3 同态增晰算法
为提高图像质量,在消除图像光照不均匀的影响的同时又不损失亮区的图像细节,高精度地完成拟合,本文引进同态增晰的算法,对提取出的区域进行同态增晰后,在频域中将图像亮度范围进行压缩和将图像对比度进行增强[8]。一幅图像f(x,y)可以由低频区照射分量i(x,y)和高频区反射分量r(x,y)的乘积表示,数学表达式如下:

其流程如图8所示。

图8 同态增晰算法流程
H(u,v)表示滤波函数,经验证分析,这里采用Butterworth高通滤波器:D0为截止频率,表示点(u,v)到原点的欧式距离,n为滤波器的阶数。
同态增晰的具体步骤如下。
(1)首先对图像函数f(x,y)进行对数变换:

其作用是将频谱区分。
(2)对上式做傅里叶变换,得:

(3)将对数图像频谱式,即将上式乘以同态滤波函数H(u,v),得:
其特性如图9所示,这是二维滤波函数的剖面。
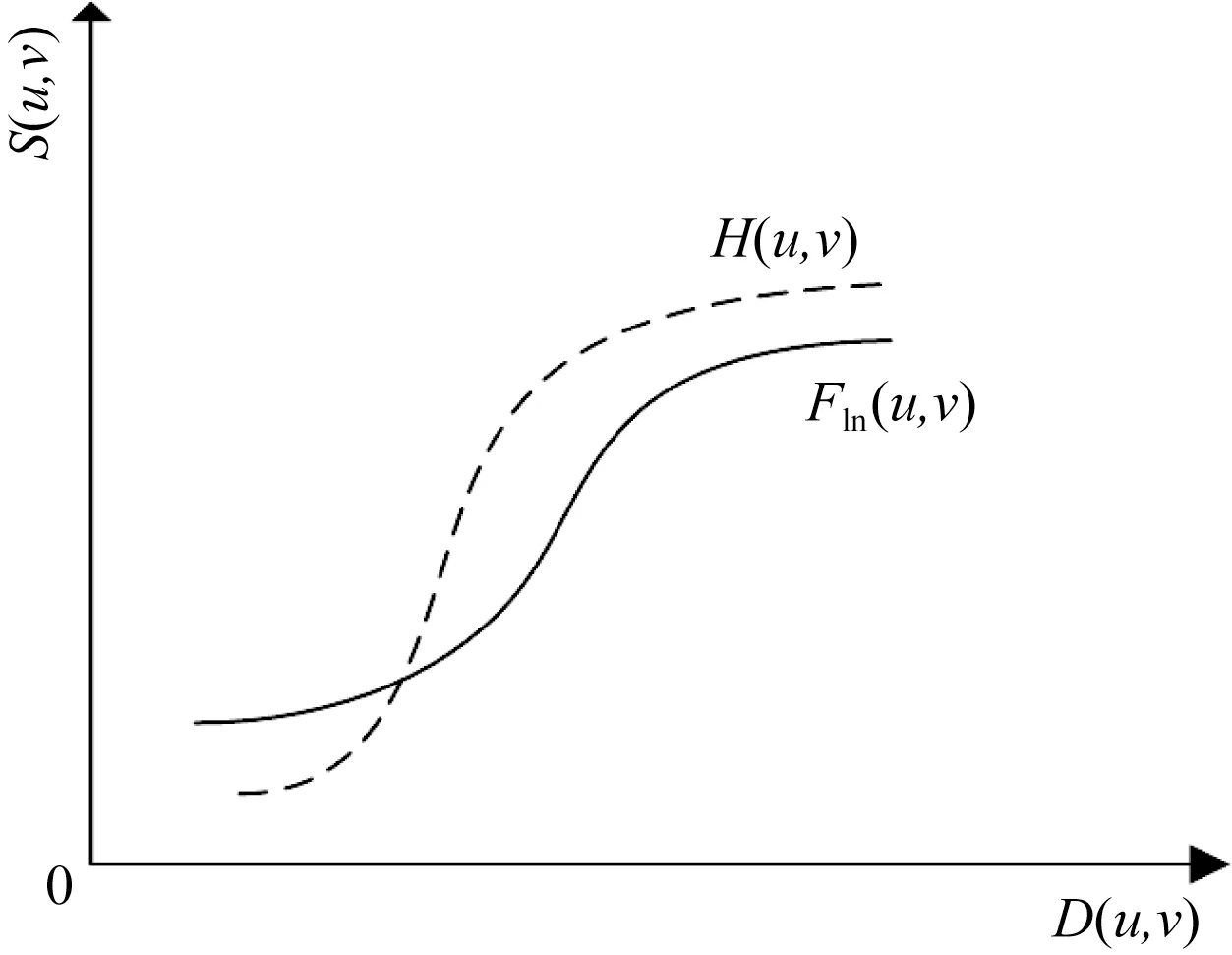
图9 同态增晰滤波函数
可以看出H(u,v)的作用是压缩频谱的低频段,扩展频谱的高频段。
经过傅里叶反变换,得:

(4)进行指数变换,得到经同态滤波处理的图像:

这样就达到了增强对比度、降低选用不同的动态范围的目的。而且可以根据不同图像的特性和需求,选用不同的H(u,v),可以达到满意的效果。
原图和同态增晰后的图像分别如图10和图11所示,同态增晰后的图像为下一步地拟合提供了良好的边缘信息。

图10 处理前图像

图11 同态增晰后图像
3 拟合圆算法
轴孔和磁铁中心的精度直接影响对位的精度,这就需要用精确拟合圆的方法求得圆心坐标。曲线拟合的方法有平均值法、加权平均法、最小二乘法等[9]。为确保拟合圆的精度,同时保证保障算法的速度,这里采用最小二乘法Huber圆拟合算法,用梯度下降方法求出拟合圆的圆心。
假设圆的方程式如下:

以(xi,yi)表示轮廓所有像素点i的像素坐标,根据Kasa算法[10]求出初始圆的坐标为(a0,b0),半径R0。根据文献[7],Huber函数表达式为:
令单个边缘点到目标圆的距离Zi=可以为正值,也可以为负值。检测到边缘点关于初始圆半径的均方根误差σ0为:

式(10)中的k一般取(0.5σ0,σ0)。令∂=(a,b,R)T,把Zi代入式(11)可得目标函数如下:

通过Zi的物理意义是边缘点到目标圆的距离,参数是非线的,所以本系统采用梯度下降法求解。
在最优化问题的求解方法中,最常用的方法为梯度下降法,此方法相对简单,易理解。目标函数在∂0处通过泰勒展开式如下:

式中:o(∂-∂0)为无穷小项,可忽略不计;α(α>0)为步长调节参数。
当▽G(∂0)(∂-∂0)<0时,G(∂)<G(∂0),函数值下降。根据柯西-施瓦兹不等式得:

当▽G(∂0)=(∂-∂0)时,式(14)相等;当▽G(∂0)(∂-∂0)≥0时,式(14)取最大值;当▽G(∂0)=-(∂-∂0),▽G(∂0)(∂-∂0)≤0,此时函数下降最快。
考虑到步长参数的调节作用,自变量沿负梯度迭代变化时,函数下降最快。所以在式(12)中,如果令ri-R,则可得:

上式中ρ′(si)是ρ(si)的导数。Huber函数的导数为所以梯度▽G(∂)如下所示:
计算步长参数α:Δ∂=∂k-∂k-1,gk=▽G(∂k),Δg=gk-gk-1。每次调整迭代步长参数,则算法收敛条件为:

函数存在最小值的必要条件如下:

根据(17)、(18)得:

式中:〈Δ∂,Δg〉为向量Δ∂与向量Δg的内积;Δ∂=∂k-∂k-1=-ak-1gk-1。梯度下降法比较稳定,程序简单,计算量小,但是收敛较慢。最小二乘法Huber拟合圆算法的流程如图12所示。
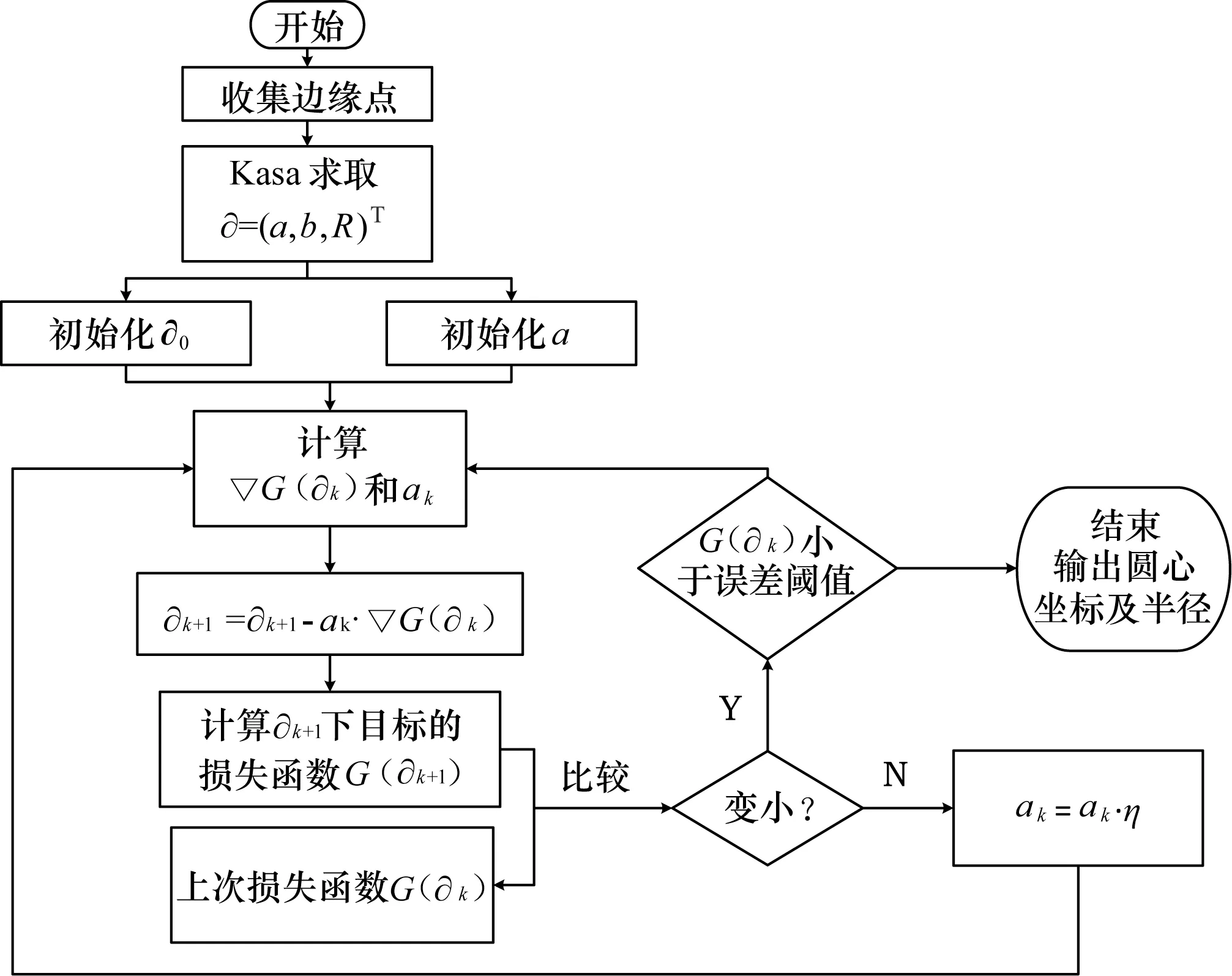
图12 最小二乘法Huber圆拟合算法流程
原图的拟合效果和同态增晰后用最小二乘法Huber圆拟合算法对比如图13所示。

图13 处理效果对比
4 结果分析
为了验证该算法的精度和稳定性,对视觉系统进行大量重复拍照测试,并记录每次输出坐标偏移量的数据,计算其重复精度。对本系统的上下相机,分别重复拍照51次,取第一次拍照结果的坐标为基准坐标,剩下的50次拍照结果均与基准坐标求差值,收集50次差值的数据,验证并分析其重复精度。采用严叶青等[11]的算法,上相机50次重复拍照偏移量曲线如图14所示,下相机50次重复拍照偏移量曲线如图15所示。

图14 上相机偏移量曲线

图15 下相机偏移量曲线
上相机的重复精度为0.01~0.04 mm,下相机的重复精度为0.011~0.035 mm。项目要求的视觉系统的重复精度为0.05 mm,上下相机的测试取50次拍照偏移量的重复精度均小于0.04 mm。因此,本文提出的轴孔自动组装系统中定位精度满足项目要求的0.05 mm,精度控制在0.04 mm以内。
5 结束语
本文对采集到的图片阈值分割、中值滤波等进行预处理,去除干扰,对感兴趣区域用同态增晰算法提高边缘质量,最后用最小二乘法Huber算法拟合圆,用梯度下降方法求得圆心,实现了圆形物体的高精度定位。目前该系统已成功应用于实际生产,据客户现场使用反馈,精度高,效果良好。该方法普适性高、运行稳定。为类似的圆形零件定位组装系统提供参考。
