响应曲面法优化赤铁矿絮凝体浮选行为研究
2021-07-14张晋霞牛福生
张晋霞,牛福生
(华北理工大学 矿业工程学院,河北 唐山 063210)
微细粒赤铁矿由于其成分复杂、嵌布粒度细、比表面能高等特殊的物理性质,常规的选矿方法很难对其进行有效回收,所以微细粒赤铁矿的分选利用一直是世界性技术难题[1-2]。随着国内外选矿学者对该领域的不断深入研究及选矿工艺的不断发展,絮凝分选工艺已逐渐成为高效回收微细粒矿物的方法之一[3-4]。
絮凝体浮选过程中存在较多的影响浮选回收率的因素,较佳的工艺条件难以确定。响应曲面法[5-7]是一种结合数学和统计学的优化方法,它采用回归法对实验进行设计,并依据设计进行实验获得响应值,将多因子实验中的因素与响应值进行拟合,确定实验因素以及响应值两者之间的函数关系,逐一对影响因素及交互作用进行评估,进而可以通过分析确定较佳浮选行为条件,因此针对复杂的絮凝体浮选工艺,采用响应曲面法可快速确定反应的较优条件。
1 原料与方法
1.1 实验材料
赤铁矿取自河北司家营螺旋溜槽精矿,经过阶段磨矿-磁选-摇床分选后,制成TFe 品位68.57%、颗粒平均粒径8.00 μm的纯矿物样品。对赤铁矿纯矿物超声处理30 min,搅拌5 min,加入10 mL浓度为0.1%的淀粉絮凝剂,控制转速在300~ 400 r/min,搅拌10 min,制得的36 μm左右絮凝体留待备用。赤铁矿絮凝体和粒径测试采用Image-Pro Plus( IPP) 图像处理装置,分析数据见表1。

表1 赤铁矿絮凝体性质分析Table 1 property analysis of hematite flocs
1.2 赤铁矿絮凝体浮选实验
用挂槽浮选机进行赤铁矿絮凝体浮选实验,调浆2 min加入适量油酸钠溶液,浮选刮泡5 min。分别对泡沫产品和槽内产品进行烘干称重,计算絮凝体回收率。浮选流程见图1。
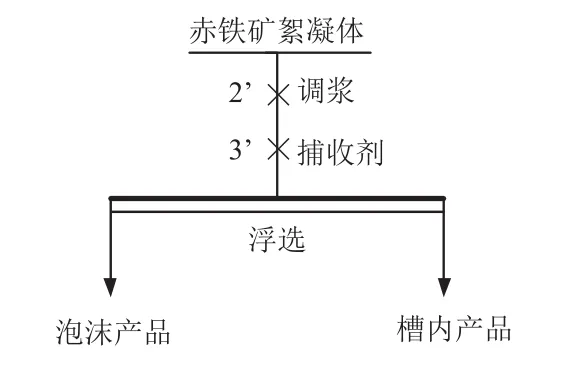
图1 絮凝体浮选流程Fig.1 Flowchart of flocs flotation
1.3 响应曲面法优化赤铁矿絮凝体浮选行为
经探索的单因素条件实验表明,搅拌转速、矿浆pH值和捕收剂油酸钠用量是影响赤铁矿絮凝体回收率的三个主要影响因素,因此利用Design Expert8.0软件,根据Box-Behnken实验设计(BBD)原理,采用响应曲面法进行赤铁矿絮凝体浮选工艺条件优化。
2 结果与讨论
2.1 响应曲面模型建立
选用pH值(X1)、油酸钠用量(X2)和搅拌转速(X3)作为影响因素,凝体回收率(Y)作为响应值,进行三因素三水平BBD设计,实验因子编码及水平见表2。
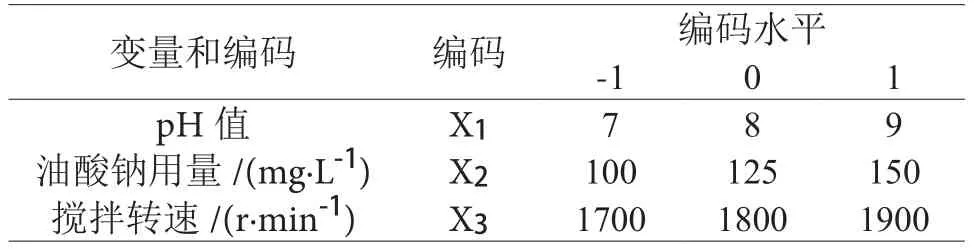
表2 响应曲面设计因素及水平Table 2 Factors and levels of response surface design
根据三因素三水平的中心组合BBD设计,响应曲面数学模型常采用二次式(1)表示。

2.2 模型方差分析
根据表2中的因素及水平值,Design-Expert 8.0软件依据内部的计算方法而生成17组实验点,在各个实验条件下得到絮凝体浮选回收率实验值、预测值和误差见表3。
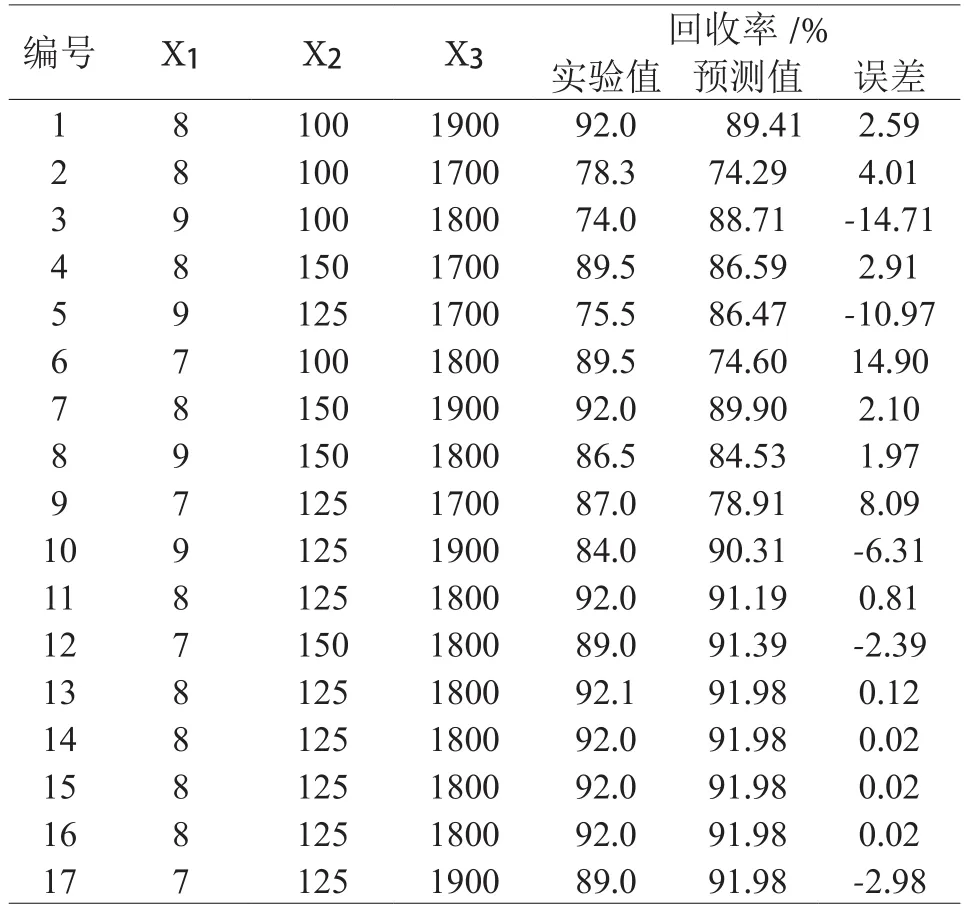
表3 实验设计及结果Table 3 Design and experimental results
由表3中设计的实验及实验结果可知,絮凝体回收率的响应范围为74.0%~92.1%。采用Design-Expert 8.0软件对表2数据进行多元二次回归响应曲面拟合,确定了絮凝体回收率的二次回归方程模型,具体如式(2)。

由回归方程模型(2)对絮凝体浮选回收率进行模型方差分析,在分析结果中,若P≤0.01则其为高度显著项,若P≤0.05则其为显著项。对于絮凝体回收率模型的方差分析结果见表4。
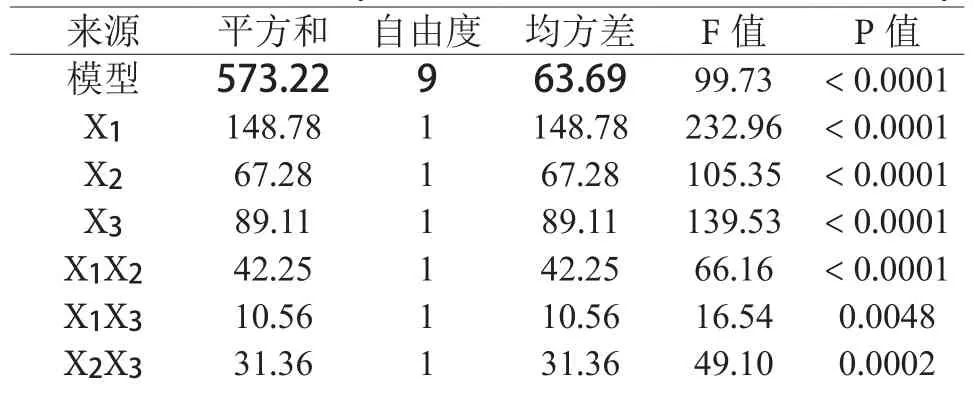
表4 赤铁矿絮凝体回收率的模型方差分析Table 4 Variance analysis of model of hematite flocs recovery
由表4可知,絮凝体回收率模型(2)的F值为99.73;P值<0.0001,表明回归方程高度显著,并且各个实验因子(X1、X2、X3)对响应值(Y)之间呈非线性关系。
因素一次项 X1、X3、,二次项X12、X32,交互项X1X2、X2X3影响高度显著,其余项均不显著。就单因素而言,根据F 值越大因素影响越显著的原理,各因素及因素间的交互作用对絮凝体回收率影响显著性依次为X1>X12>X3>X1X2>X2X3> X32。
2.3 模型可信度分析
Design-Expert软件的Diagnostics Tool功能中,可以根据实际值和预测值进行拟合得到实际值-预期值曲线图,结果见图2。
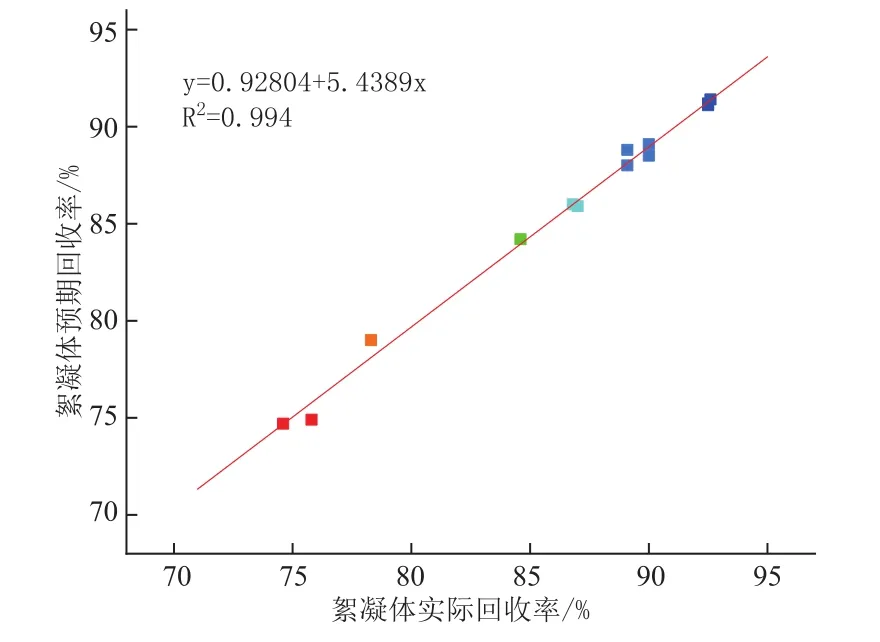
图2 絮凝体回收率预期值和实际值对比Fig.2 Comparison of expected and actual values of floc recovery
从图2中可看出,赤铁矿絮凝体浮选回收率的实验值与预期值非常靠近,絮凝体回收率回归方程的相关系数拟合值为R2=0.994,拟合效果较好,相关性比较强,因此应用响应曲面法优化絮凝体的浮选条件是可行的。
残差是Design Expert 软件预测值与实际值之间的误差,残差蕴含了有关模型基本假设的重要信息,如果回归模型正确的话,可以将残差看作误差的观测值。
从图3可知,实验点分布均衡,接近一条直线,残差基本满足正态分布,模型的误差主要以系统误差为主,且各实验点基本都落在控制线内,表明实验过程处于稳定的受控状态,模型的准确性较高。
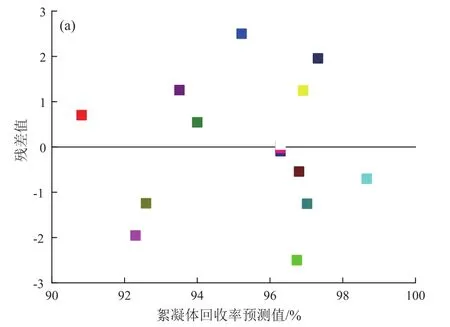
图3 絮凝体浮选回收率残差残差分布Fig.3 Floc recovery residual map
2.4 因素间交互作用
利用Model Graph功能做出pH值、油酸钠用量和搅拌转速这三个因素的响应面和等高线,结果见图4 ~ 6。等高线的形状和曲面的曲率可用于判断因素间交互作用的显著性,等高线形状为椭圆形或曲面曲率越大时,因素之间的交互作用越明显,而等高线圆形或者曲率较小时,交互作用越不显著[8]。
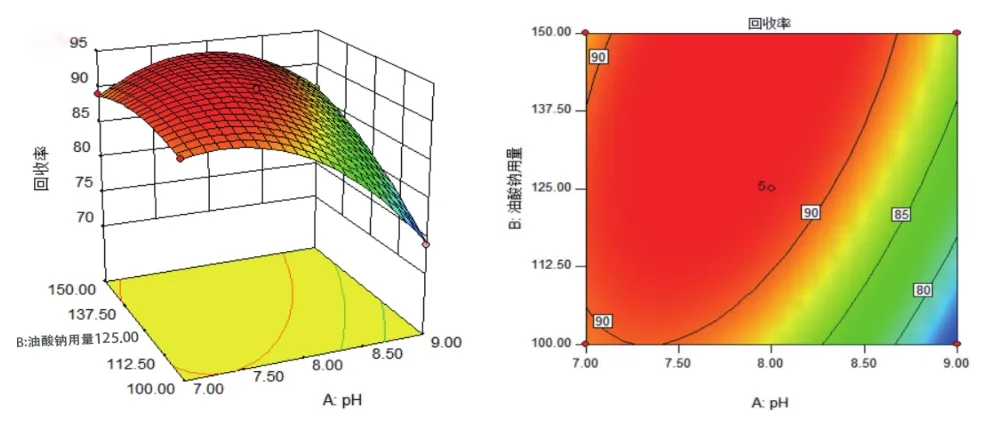
图4 油酸钠用量和pH值交互作用响应面和等高线Fig.4 Response surface and contour diagram of the interaction between sodium oleate dosage and pH
图4为油酸钠用量和pH值之间的交互作用对赤铁矿絮凝体回收率影响的三维响应面和等高线图。
由图4可知,油酸钠用量和pH值之间的交互作用对絮凝体的回收率的影响三维响应面坡度相对较陡,颜色变化明显,等高线的轮廓为椭圆形,颜色变化明显表明,说明油酸钠用量和pH值的交互作用对絮凝体回收率影响比较显著。在固定搅拌转速的条件下,絮凝体在 pH值为6~10的范围内的可浮性较好,回收率最大值在弱碱性pH=8时取得,为91.30%,这是因为有离子-分子缔和物生成。当pH值大于8时,絮凝体回收率快速下降,这是因为在强碱的环境中氢氧根离子和油酸根离子之间存在竞争吸附,随着pH值的升高,絮凝体表面的活性位点逐渐被OH-所占据,而金属的氢氧化物是亲水的,降低絮凝体的可浮性[9]。
图5为搅拌转速和pH值之间的交互作用对赤铁矿絮凝体回收率影响的三维响应面和等高线图。在固定油酸钠用量为125 mg/L时,由图5得出的结论与图4相似,搅拌转速和pH值之间的交互作用对絮凝体的回收率的影响三维响应面坡度相对较陡,颜色变化明显,等高线的轮廓为椭圆形,颜色变化明显表明搅拌转速和pH值的交互作用对絮凝体回收率影响比较显著。矿浆pH值为8时,絮凝体回收率随着搅拌转速的增加而增加,当超过一定区域时,回收率保持在92.00%左右。这是因为当搅拌转速增加时,絮凝体得到充分搅拌,油团聚效果加强,增大了其与气泡碰撞概率[10],所以在搅拌转速升高时,絮凝体回收率也逐渐提高。
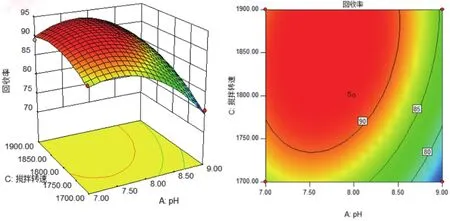
图5 搅拌转速和pH值交互作用响应面和等高线Fig.5 Response surface and contour diagram of stirring speed and pH interaction
图6为搅拌转速和油酸钠用量之间的交互作用对赤铁矿絮凝体回收率影响的三维响应面和等高线图。
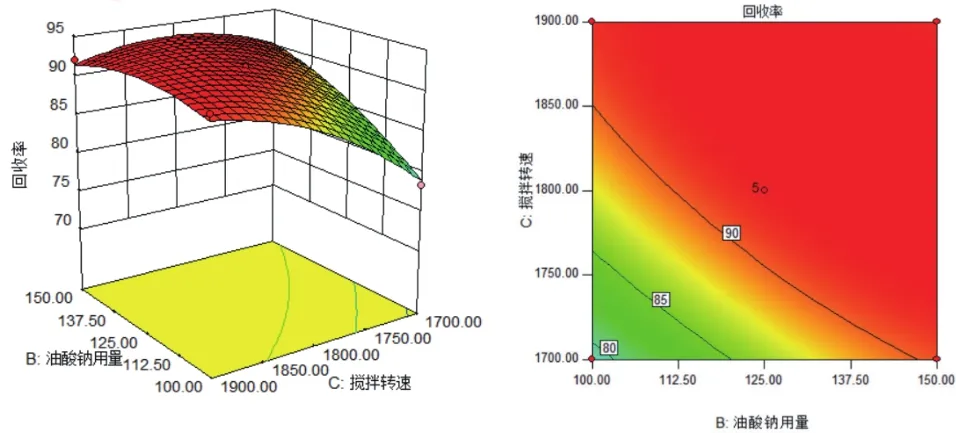
图6 油酸钠用量和搅拌转速交互作用响应面和等高线Fig.6 The response surface and contour diagram of the interaction between the amount of sodium oleate and the stirring speed
由图6可知搅拌转速和油酸钠用量之间的交互作用对絮凝体的回收率的影响三维响应面坡度相对较陡,颜色变化明显,表明搅拌转速对絮凝体回收率影响较大。等高线的轮廓接近椭圆形,颜色变化明显表明,说明搅拌转速和油酸钠用量的交互作用对絮凝体回收率影响明显。固定pH值为8,在一定油酸钠用量条件下,搅拌转速的增加可以显著提升絮凝体回收率,这是因为搅拌转速的增加,增大了絮凝体和气泡碰撞的概率,从而提升絮凝体的浮选回收率。
2.5 较佳浸出工艺条件及模型验证
设定絮凝体回收率大于92.1%为较优条件。通过Design-Expert 8.0.6 的Optimization功能板块[7]进行优化分析,得到较佳浮选条件如下:pH值为7.76,油酸钠用量为132.22 mg/L,搅拌转速为1844 r/min。絮凝体回收率预测值达到93.65%。在上述条件下进行了实验验证,结果见表5。
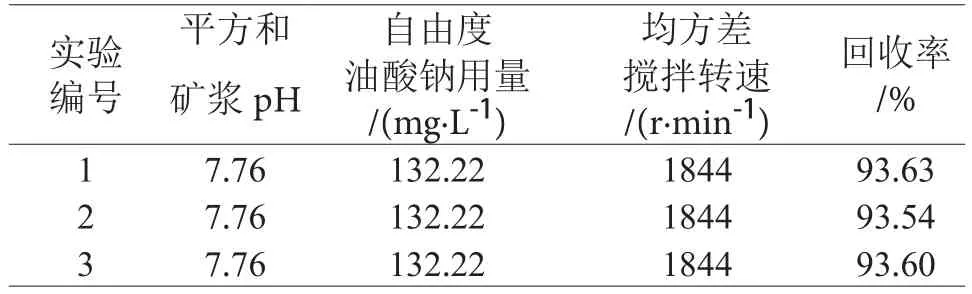
表5 响应曲面法的验证结果Table 5 verification results of response surface method
由表5可知,在较佳条件下絮凝体回收率分别为93.63%,93.54%,93.60%,平均值为93.59%。实验结果与预测较佳条件结果基本一致,说明采用响应曲面法对微细粒赤铁矿絮凝体的浮选条件进行优化是合理可行的。
3 结 论
(1)采用淀粉为絮凝剂对平均粒径为8 μm的赤铁矿纯矿物进行絮凝,形成平均粒径36.17 μm、絮凝体密度2.89 g/cm3、絮凝体孔隙率49.12%、分形维数为1.90的絮凝体。
(2)应用Design-Expert 8.0软件和BBD响应曲面设计原理建立了絮凝体回收率对矿浆pH值、油酸钠用量和搅拌转速的多元二次回归方程;ANOVA分析和论证表明各因素及交互作用对赤铁矿絮凝体浮选回收率影响显著性的顺序依次为X1>X12>X3>X1X2>X2X3>X32。
(3)Design-Expert 8.0软件优化的絮凝体较优工艺条件为pH值为7.76,油酸钠用量为132.22 mg/L,搅拌转速为1844 r/min。絮凝体回收率预测值达到93.65%。在较佳参数条件下进行了三次验证实验,絮凝体平均回收率为93.59%,与预测值的相对误差为0.06%,偏差较小。实验结果与预测较佳条件结果基本一致,说明采用响应曲面法对微细粒赤铁矿絮凝体的浮选条件进行优化是合理可行的。
